

Study on surface quality and tool wear of TiAl alloy in ultrasonic longitudinal torsion assisted milling
-
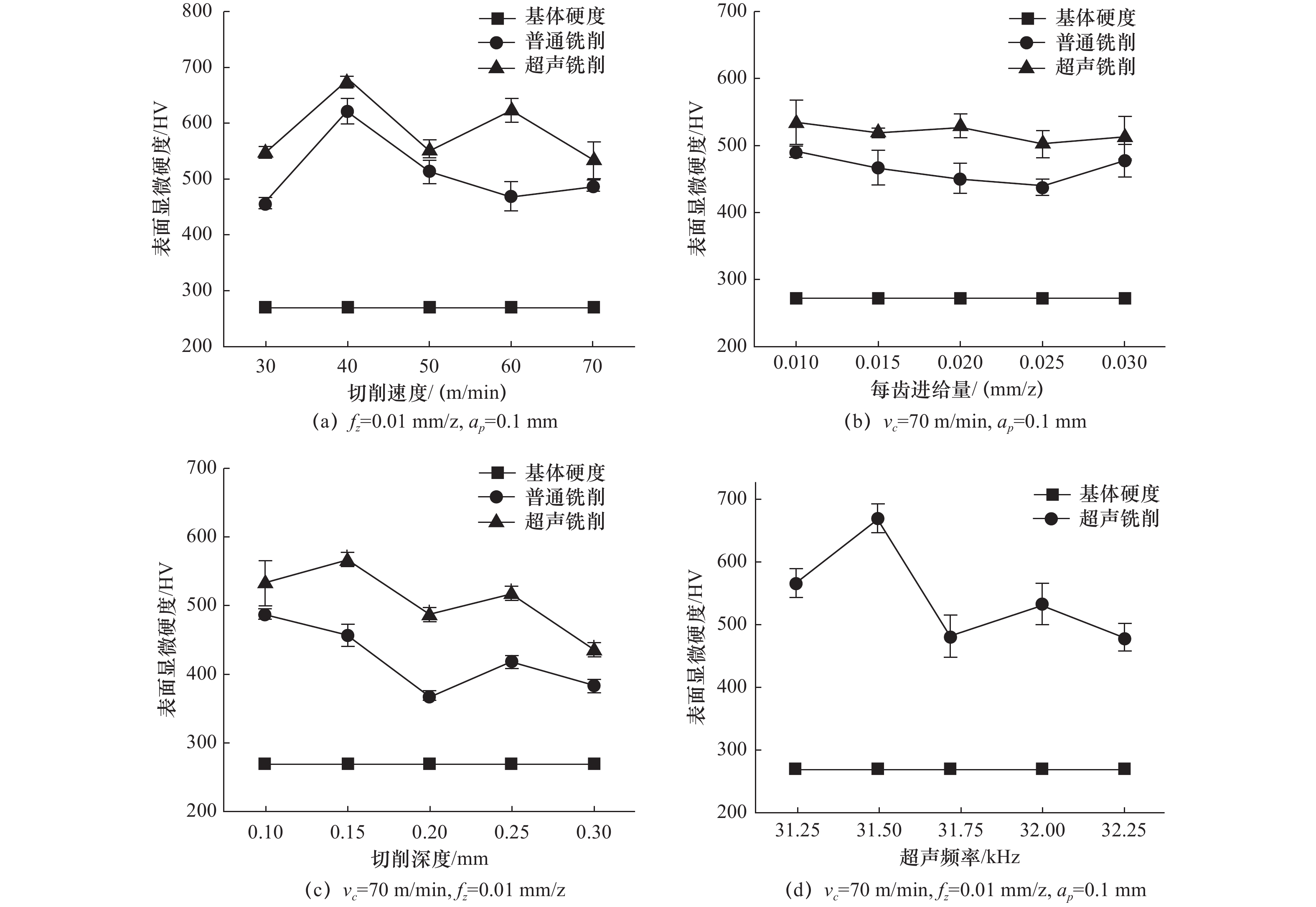
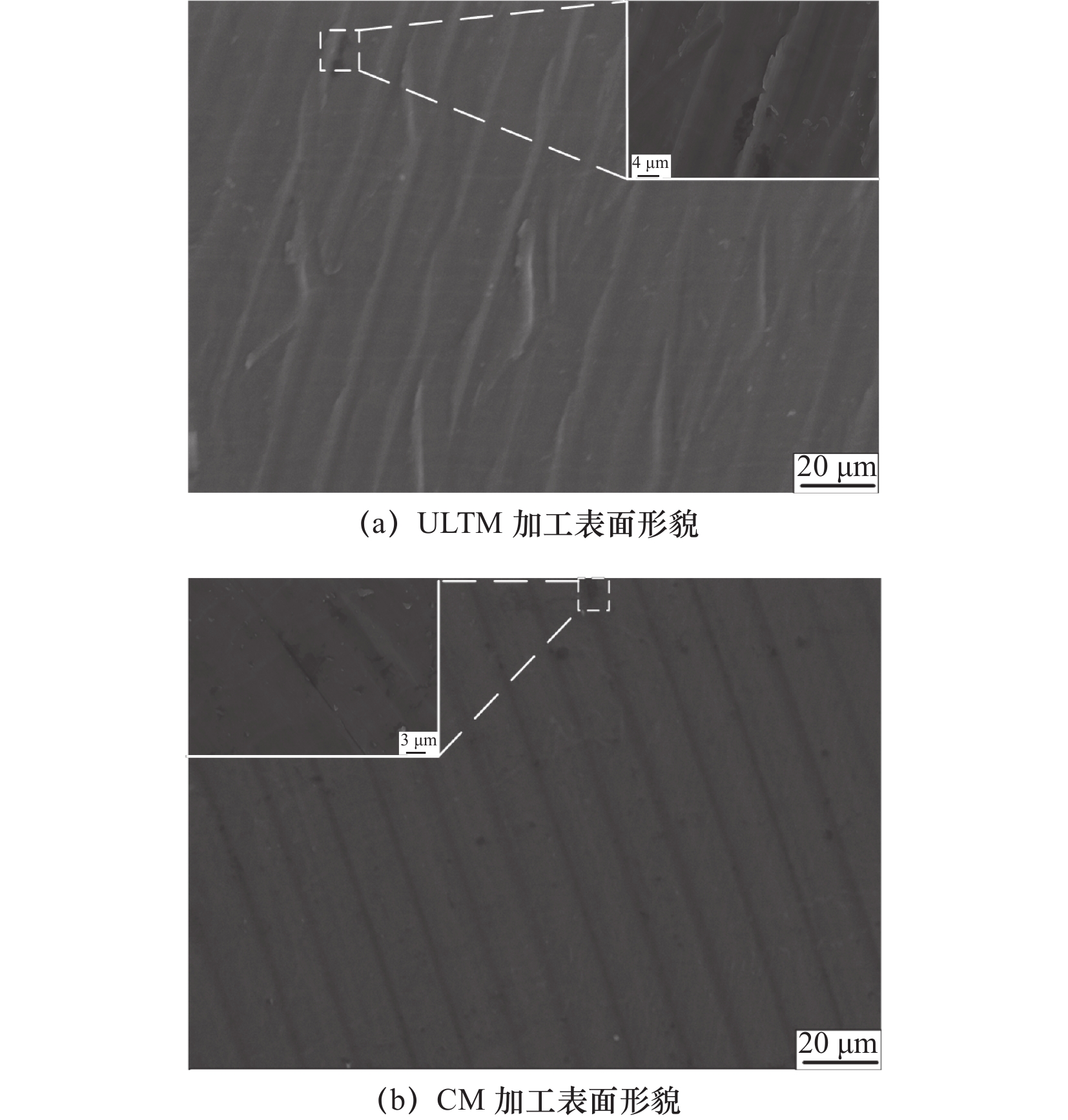
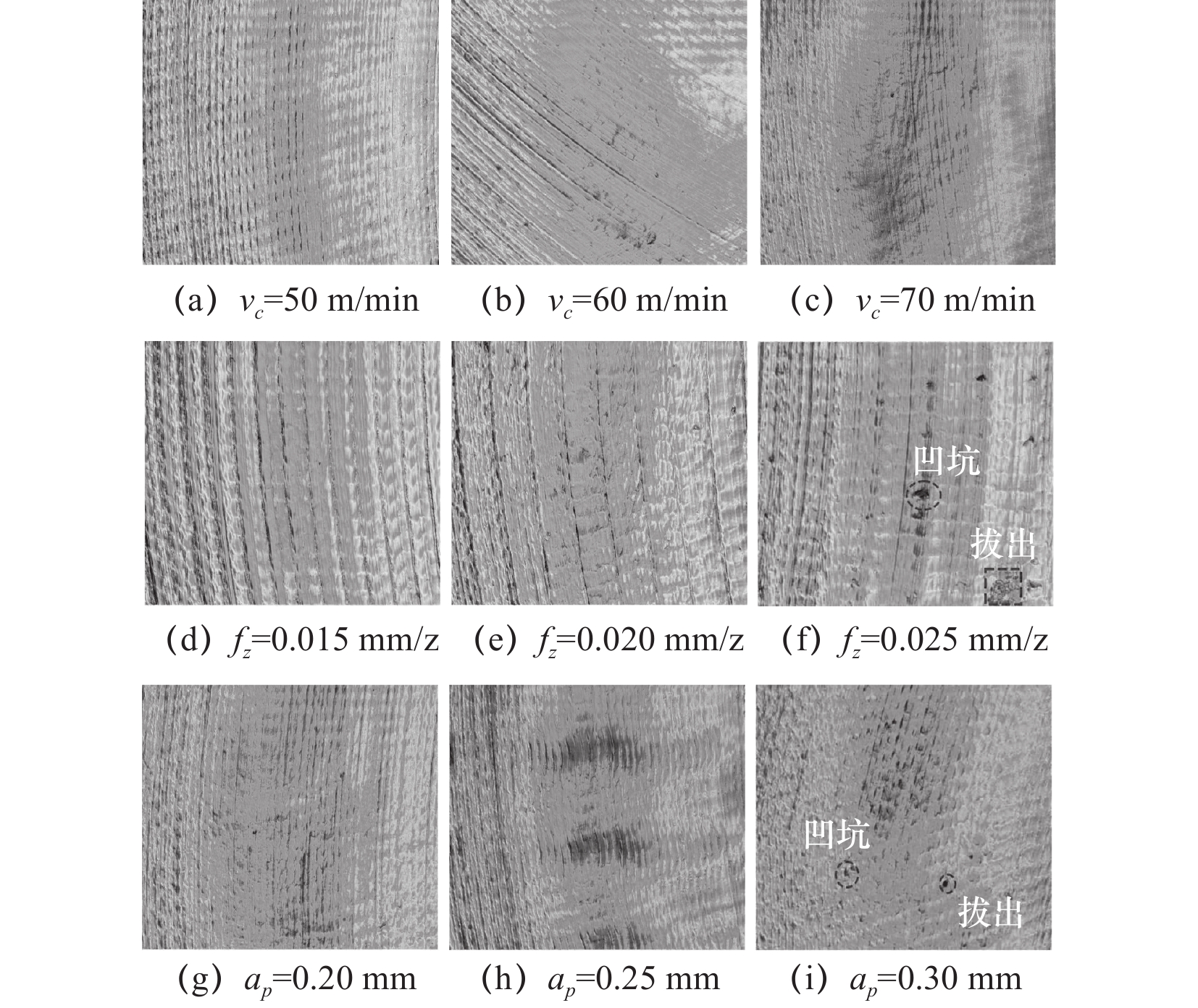
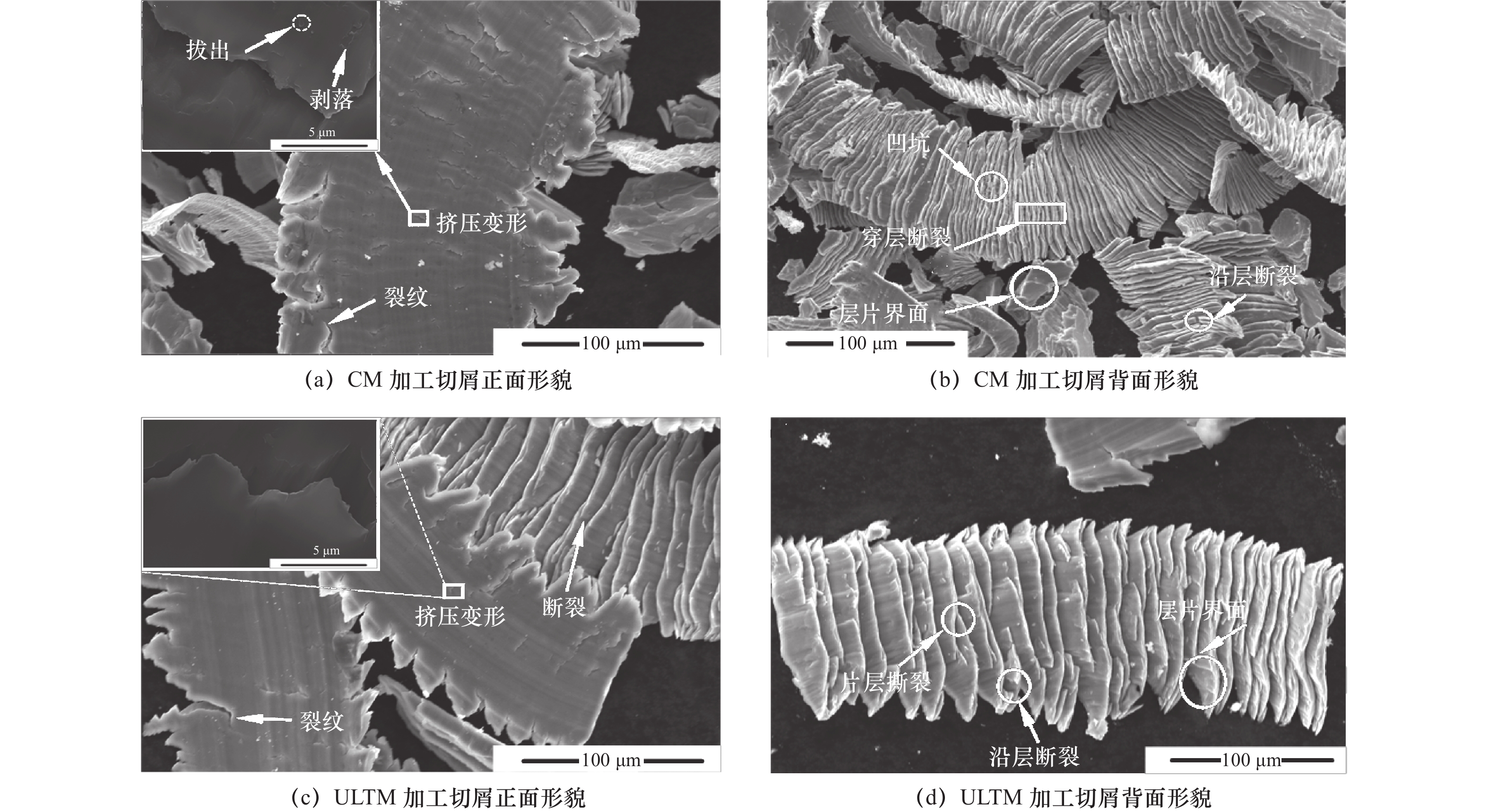
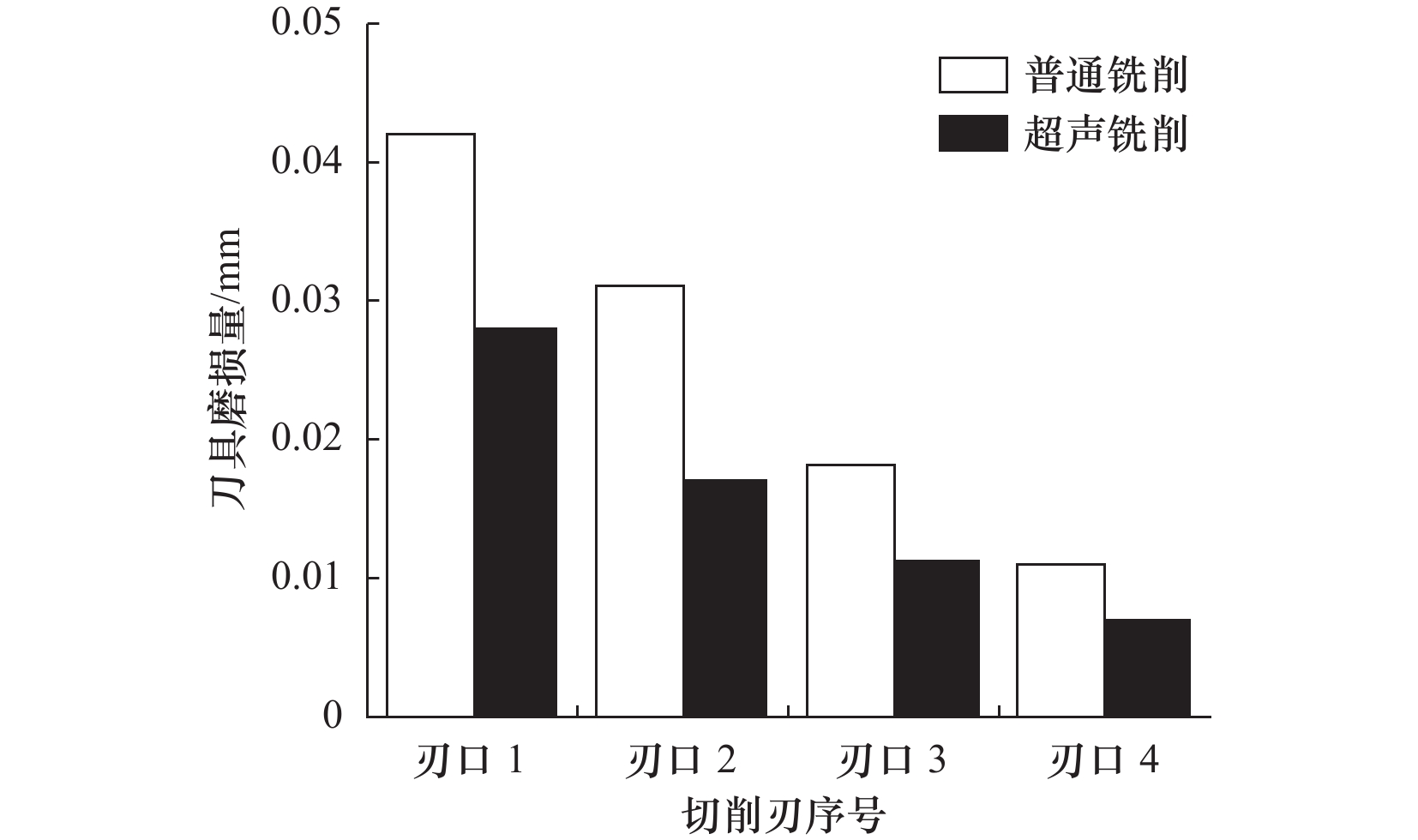
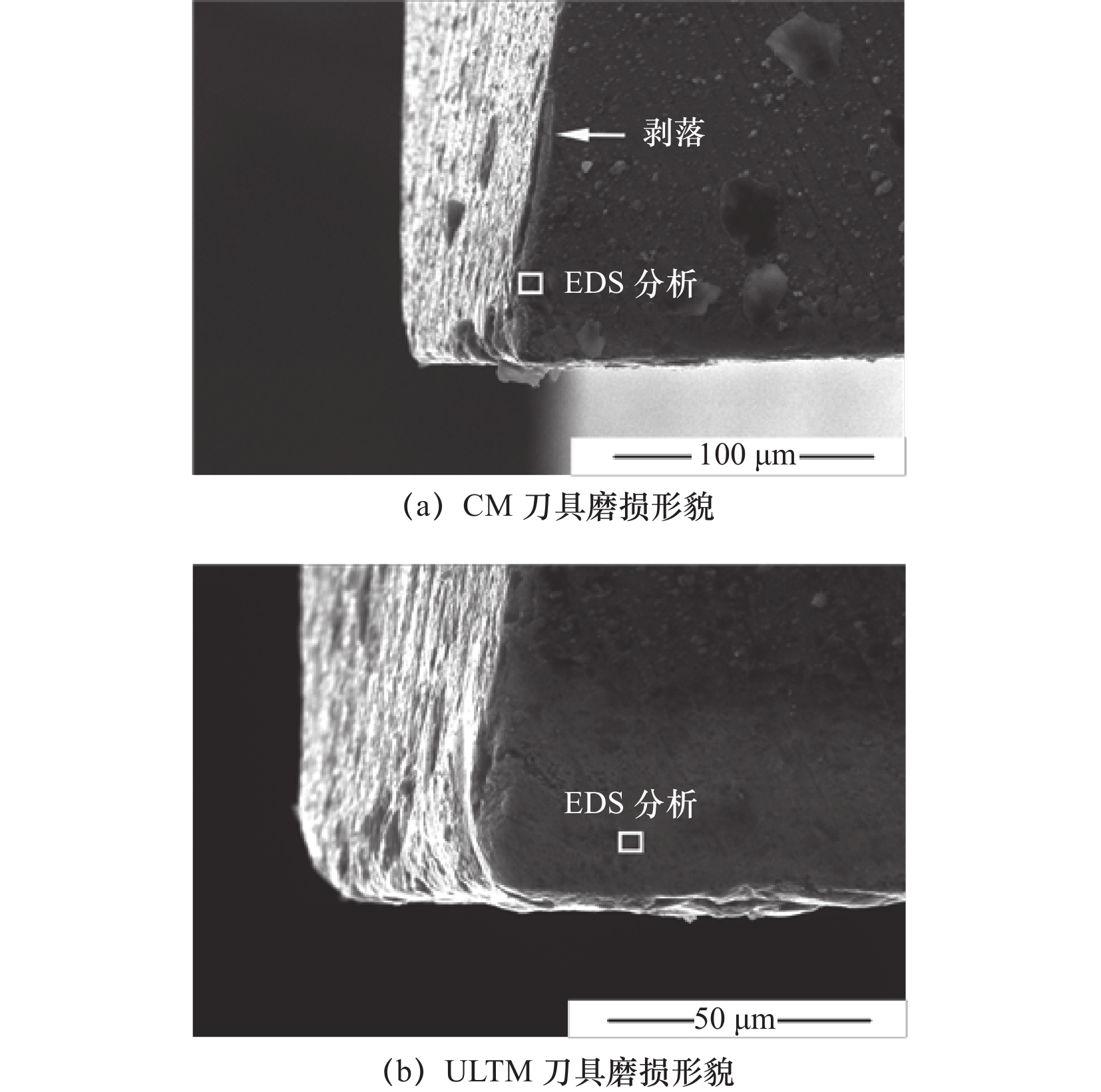
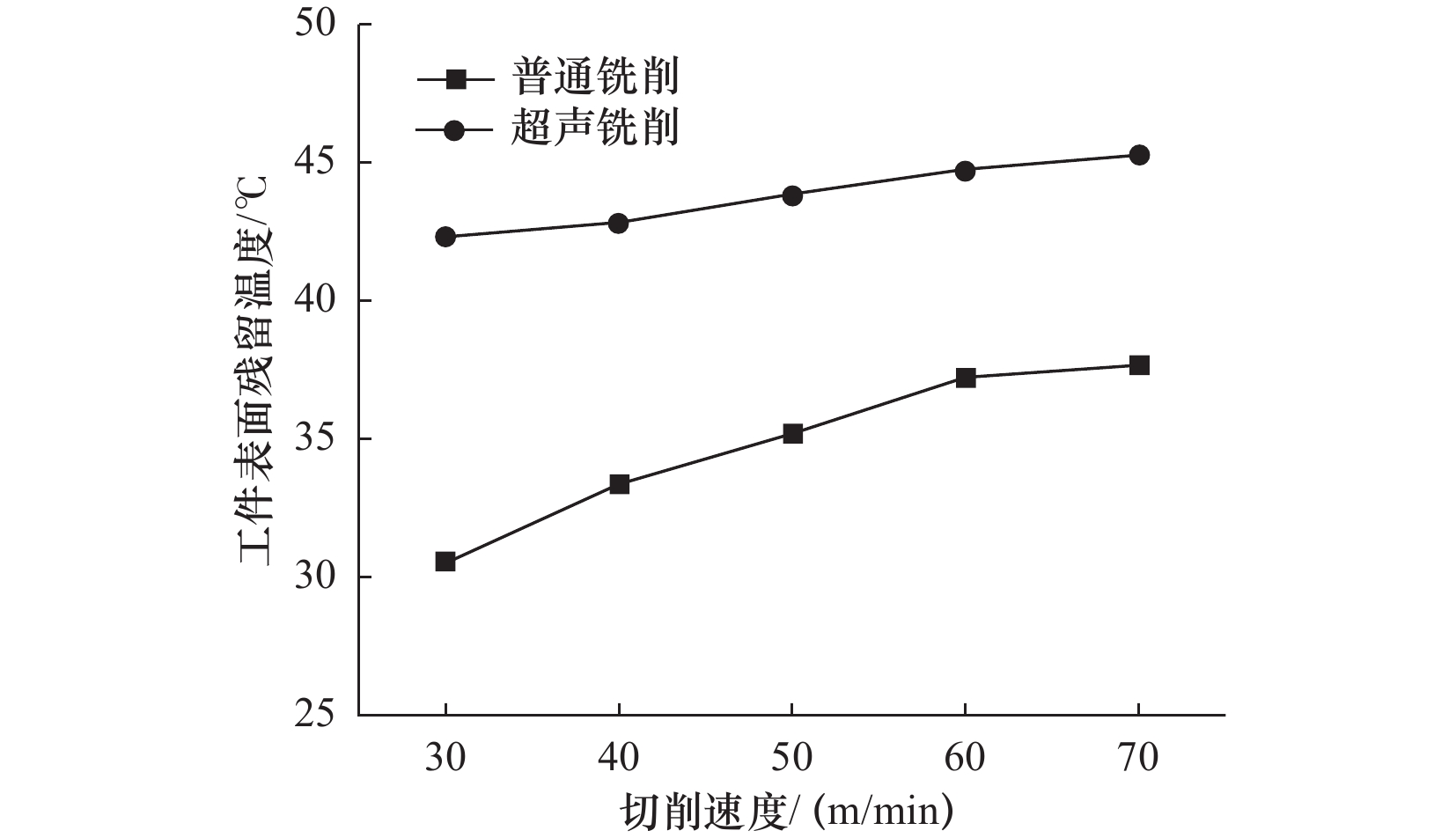
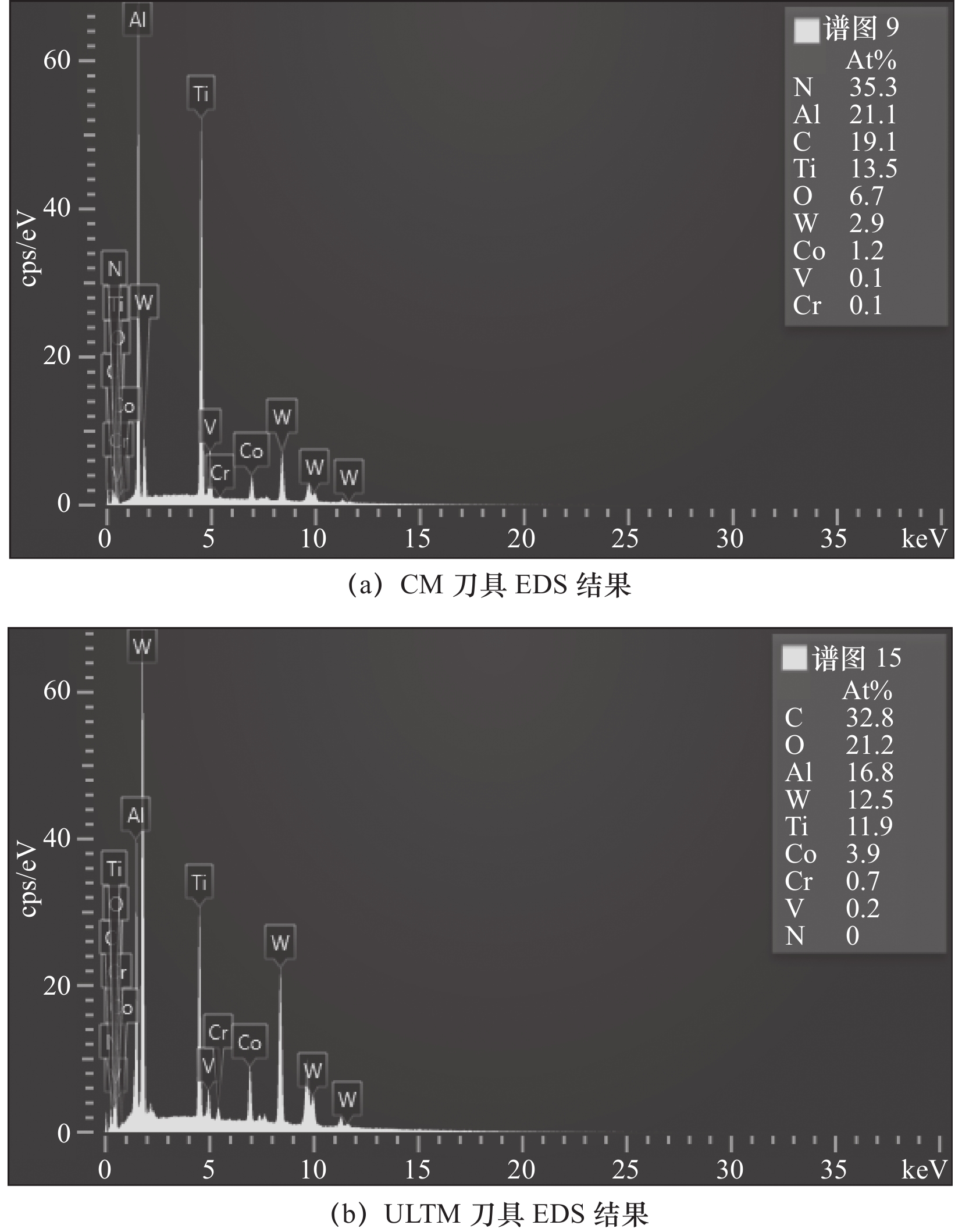
摘要: TiAl合金属于典型难加工材料,采用传统方式加工难以获得良好的表面质量,因此文章提出采用超声纵扭辅助铣削TiAl合金。试验采用单因素对照方法,研究了超声纵扭铣削(ULTM)与普通铣削(CM)加工TiAl合金时工艺参数对表面粗糙度、表面形貌及显微硬度的影响规律。研究结果表明,ULTM铣削可以改善TiAl合金的表面粗糙度,获得普遍较低的粗糙度值(Ra<0.6 μm);ULTM对TiAl合金表面硬化具有强化作用,能使表面硬度平均提升超过10%,并且采用ULTM加工得到的工件和切屑表面质量都较好。此外,铣削150 mm3的TiAl合金时发现ULTM的刀具底刃磨损量明显减小,刀具主要发生氧化磨损和扩散磨损。Abstract: TiAl alloy is a typical challenging material to process, and standard machining is difficult to achieve acceptable surface quality. As a result, this research proposes ultrasonic longitudinal torsion aided milling. Using a single factor control experiment, it was determined how the machining parameters affected the surface roughness, surface morphology, and microhardness of TiAl alloy during ultrasonic longitudinal twist milling and conventional milling. The outcomes demonstrate that TiAl alloy surface roughness may be improved using ultrasonic longitudinal torsional milling, leading to typically low roughness (Ra<0.6 μm). The TiAl alloy’s surface hardness may often be increased by more than 10% thanks to ULTM. The workpiece and chip obtained by ULTM have improved surface quality. The tool bottom edge wear of ULTM is greatly decreased while milling 150 mm3 TiAl alloy, and the primary wear types are oxidation wear and diffusion wear.
-
Key words:
- TiAl alloy /
- ultrasonic torsional milling /
- surface quality /
- tool wear
-
表 1 TiAl合金的材料性能
温度 25 800 屈服强度/MPa 440 380 抗拉强度/MPa 540 500 弹性模量/GPa 172 151 导热系数/ (m· ℃) 21 23.1 延伸率/ (%) 1.5 6  下载: 导出CSV
下载: 导出CSV
表 2 铣削参数表
切削速度
vc/(m/min)每齿进给量
fz/(mm/z)切削深度
ap/mm超声频率
f/kHz30,40,50,
60,700.01 0.1 0 70 0.01,0.015,0.02,
0.025,0.030.1 0 70 0.01 0.1,0.15,0.2,
0.25,0.30 70 0.01 0.1 0 70 0.01 0.1 31.25,31.5,31.75,
32,32.25
下载: 导出CSV
-
[1] Shanmugasundaram T,Guyon J,Monchoux J P,et al. On grain refinement of a γ-TiAl alloy using cryo-milling followed by spark plasma sintering[J]. Intermetallics,2015,66:141-148. doi: 10.1016/j.intermet.2015.07.007 [2] Clemens H,Mayer S. Design,processing,microstructure,properties,and applications of advanced intermetallic TiAl alloys[J]. Advanced Engineering Materials,2013,15(4):191-215. doi: 10.1002/adem.201200231 [3] Priarone P C,Rizzuti S,Rotella G,et al. Tool wear and surface quality in milling of a gamma-TiAl intermetallic[J]. The International Journal of Advanced Manufacturing Technology,2012,61(1-4):25-33. doi: 10.1007/s00170-011-3691-x [4] Hood R,Aspinwall D K,Soo S L,et al. Workpiece surface integrity when slot milling γ-TiAl intermetallic alloy[J]. CIRP Annals,2014,63(1):53-56. doi: 10.1016/j.cirp.2014.03.071 [5] Hood R,Aspinwall D K,Sage C,et al. High speed ball nose end milling of γ-TiAl alloys[J]. Intermetallics,2013,32:284-291. doi: 10.1016/j.intermet.2012.09.011 [6] Ren J X,Zhai Z Y,Shi K N,et al. Tool determination and geometry parameter optimization of carbide tool in high-speed milling of third-generation γ-TiAl alloy[J]. Journal of the Brazilian Society of Mechanical Sciences and Engineering,2018,40(10):491. doi: 10.1007/s40430-018-1408-x [7] 马英石,贾清,周丽. 钛铝金属间化合物铣削加工试验研究[J]. 工具技术,2016,50(3):61-65. doi: 10.3969/j.issn.1000-7008.2016.03.016 [8] 李锋,赵东平,王博,等. 基于最小加工表面裂纹的TiAl合金铣削参数优化[J]. 宇航材料工艺,2020,50(2):22-26. doi: 10.12044/j.issn.1007-2330.2020.02.004 [9] 马晓迪. Ti2AlNb金属间化合物铣削加工性研究[D]. 南京:南京航空航天大学,2014. [10] 方群兵,马耀,汪振华,等. TiAl合金薄壁件铣削加工切削力与表面粗糙度研究[J]. 工具技术,2022,56(1):20-24. doi: 10.3969/j.issn.1000-7008.2022.01.004 [11] 高国富,何全茂,董小磊,等. PCD刀具超声铣削SiCp/Al复合材料的试验研究[J]. 制造业自动化,2010,32(3):41-44. doi: 10.3969/j.issn.1009-0134.2010.03.015 [12] 田传鑫,陈晓晓,张文武,等. 石英玻璃旋转超声铣削表面质量研究[J]. 制造技术与机床,2017(6):91-96. doi: 10.19287/j.cnki.1005-2402.2017.06.011 [13] 董琦. 旋转超声铣削钛合金表面形貌及涂层研究[J]. 航空精密制造技术,2018,54(6):13-16. doi: 10.3969/j.issn.1003-5451.2018.06.004 [14] Kuo K,Tsao C. Rotary ultrasonic-assisted milling of brittle materials[J]. Transactions of Nonferrous Metals Society of China,2012,22:s793-s800. doi: 10.1016/S1003-6326(12)61806-8 [15] 卢跃锋,汪振华,马耀,等. 超声铣削钛铝合金表面完整性与刀具磨损研究[J]. 机械设计与制造,2023(4):118-123,129. doi: 10.19356/j.cnki.1001-3997.20230221.011 -

 下载:
下载:


 点击查看大图
点击查看大图
图(10) / 表(2)
计量
- 文章访问数: 81
- HTML全文浏览量: 32
- PDF下载量: 16
- 被引次数: 0


