

Analysis and optimization of laser cutting process of carbon steel plate
-
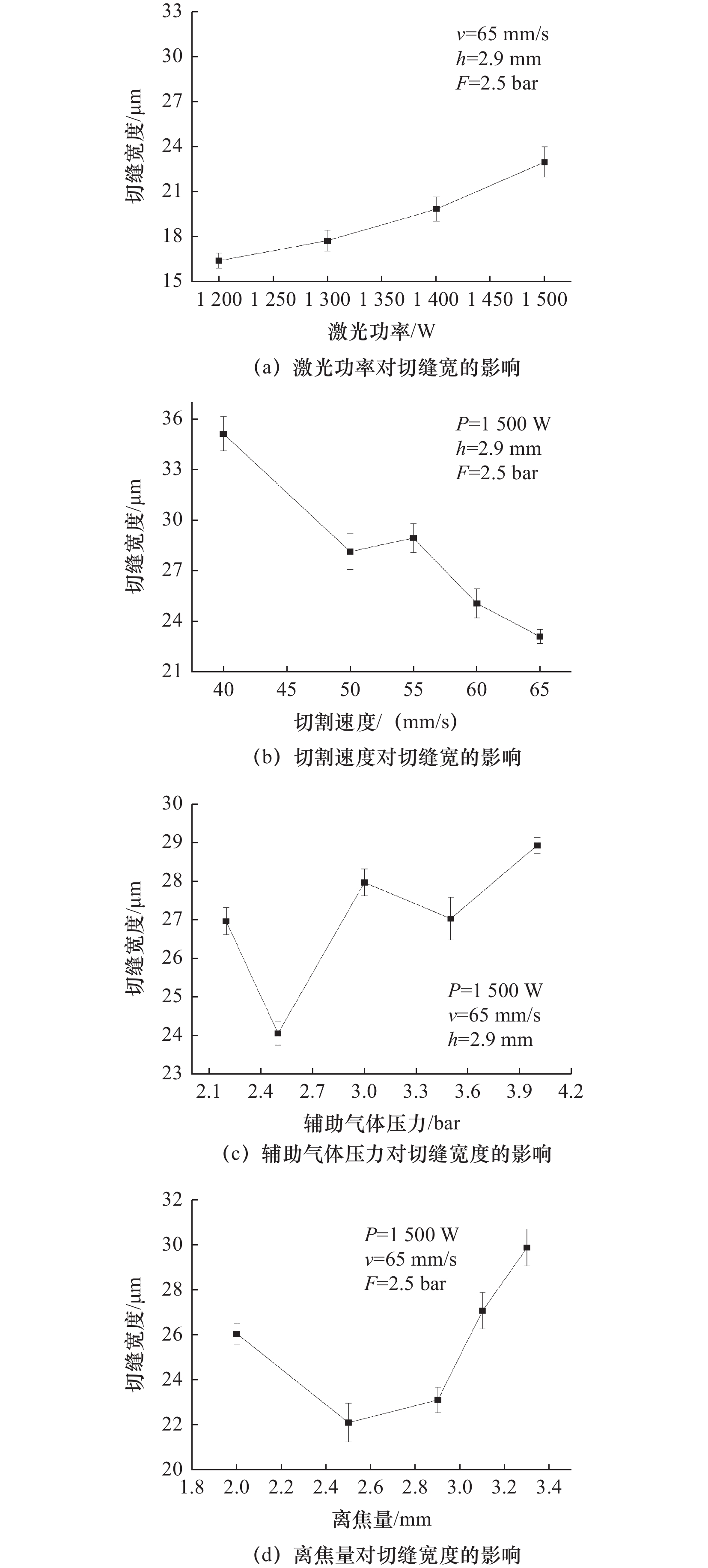
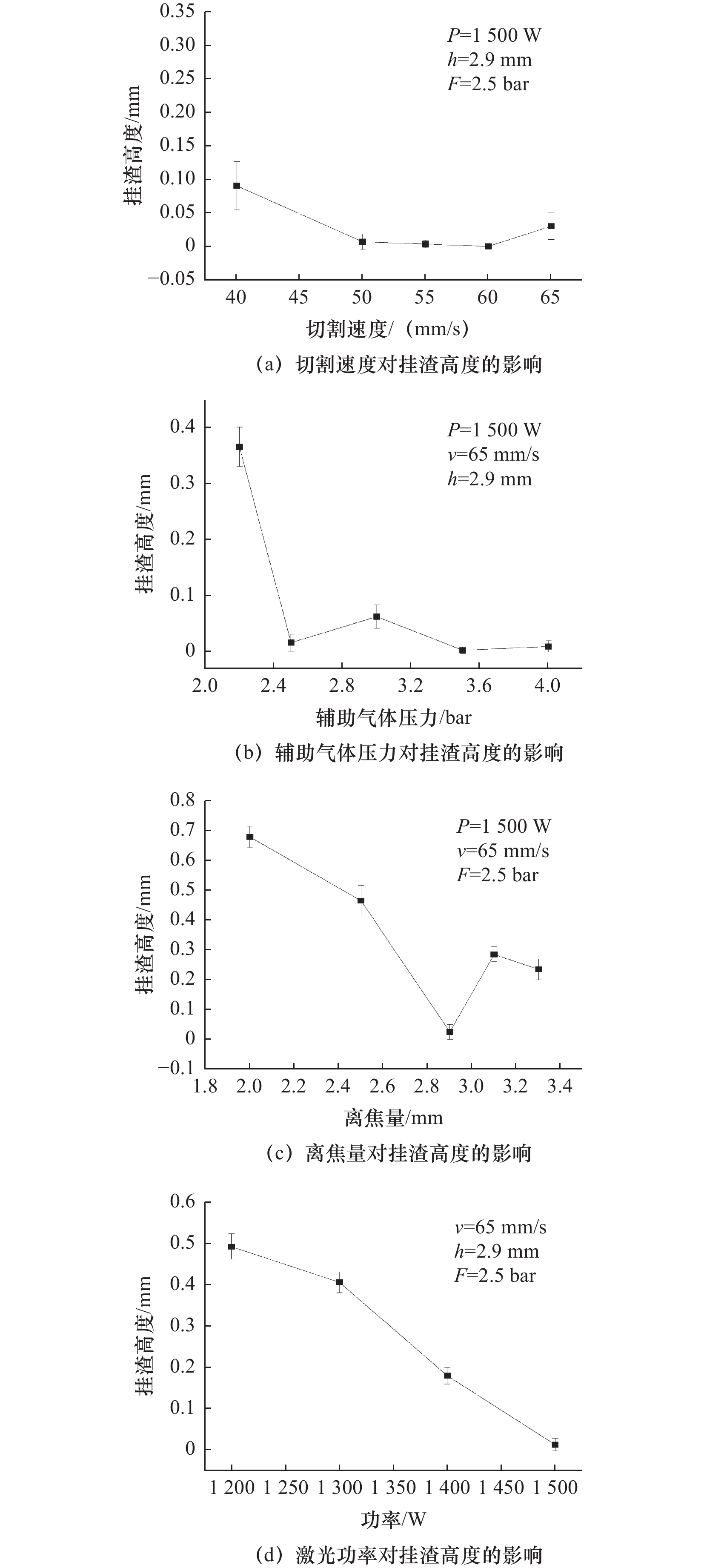
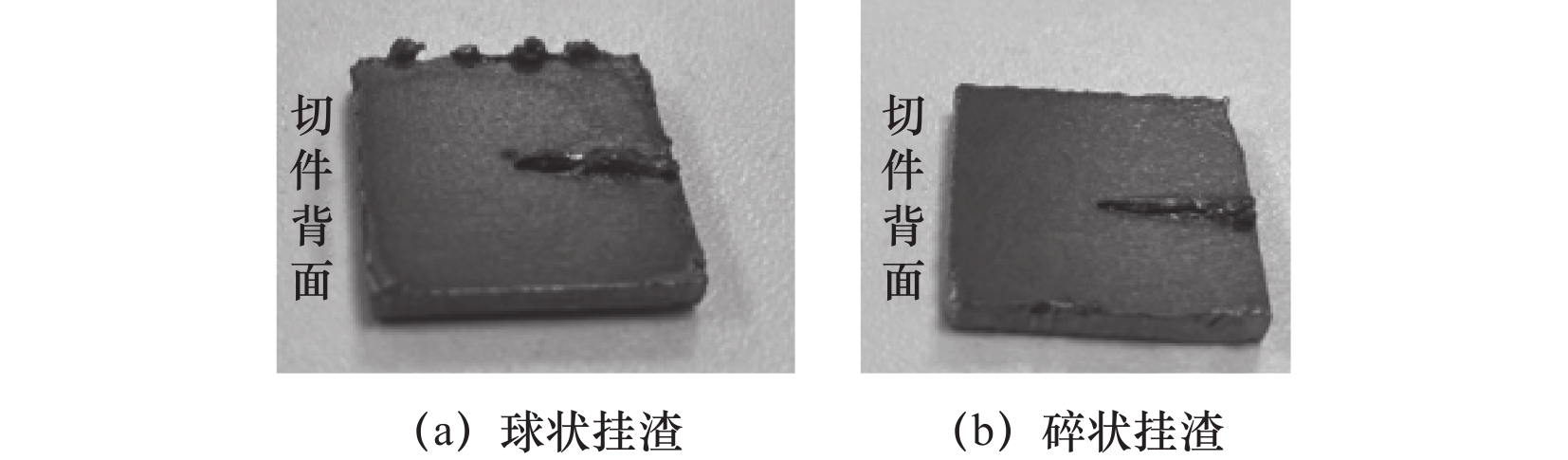
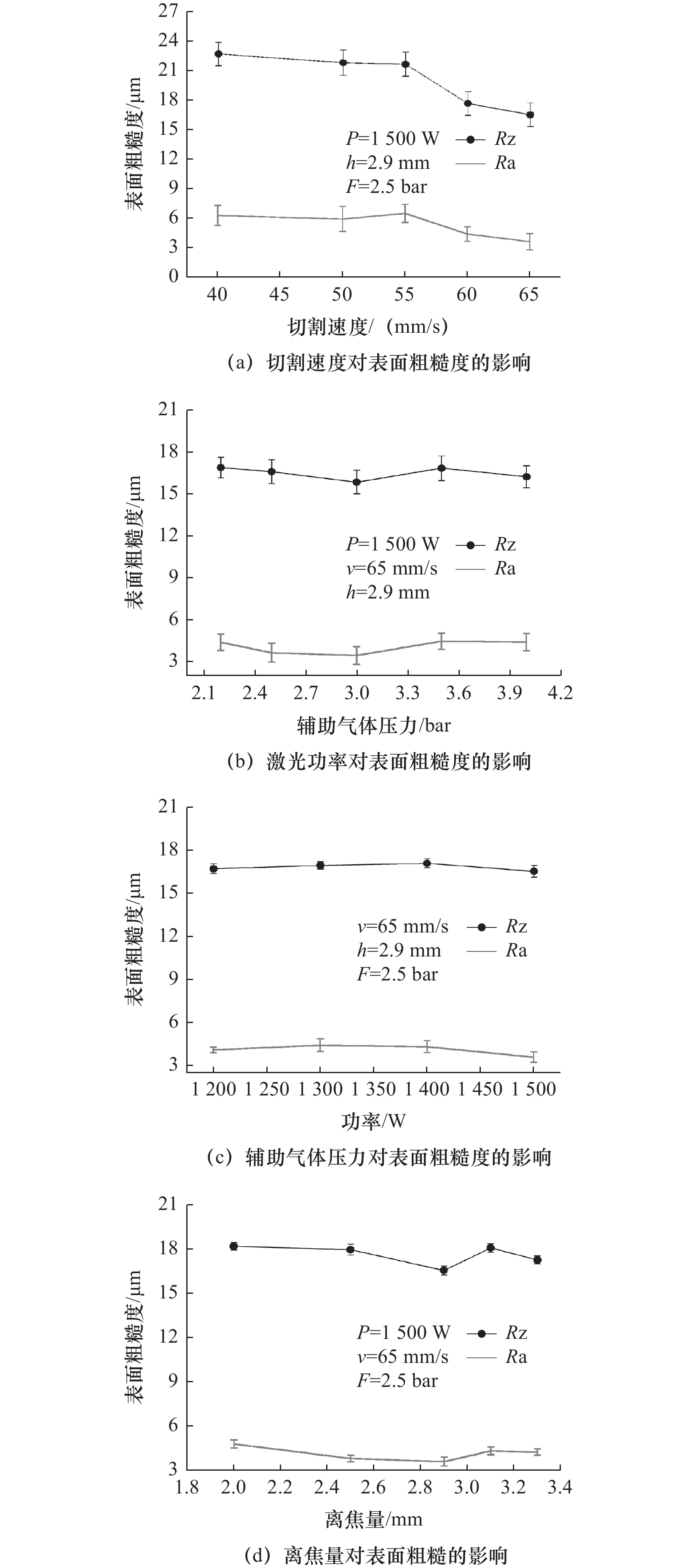
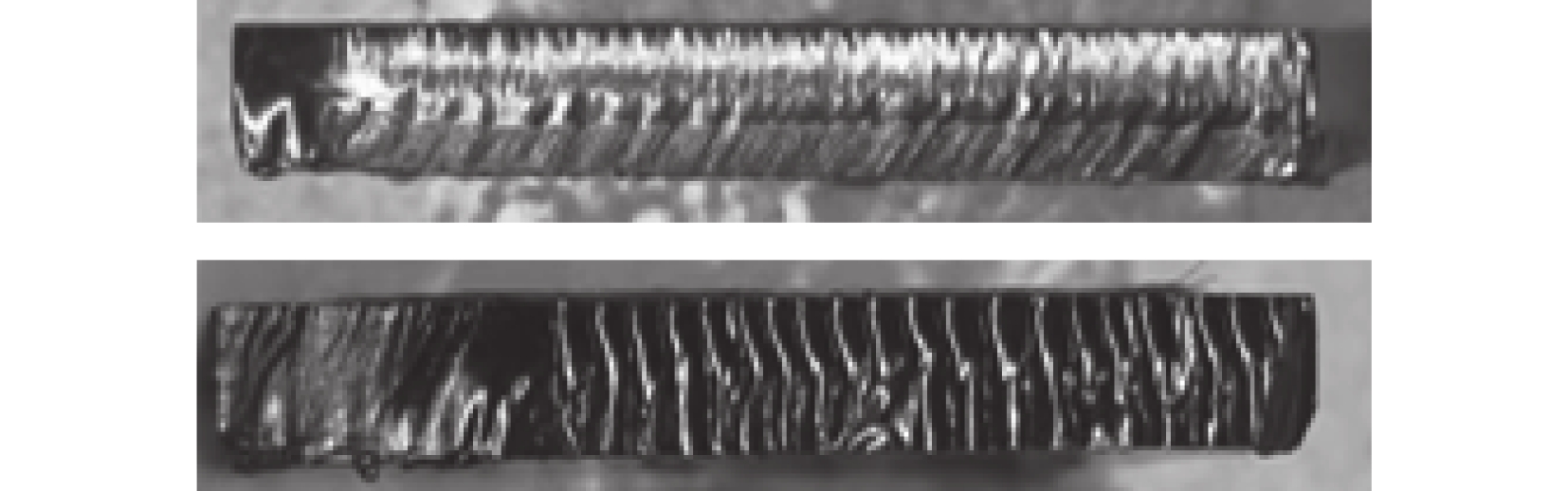
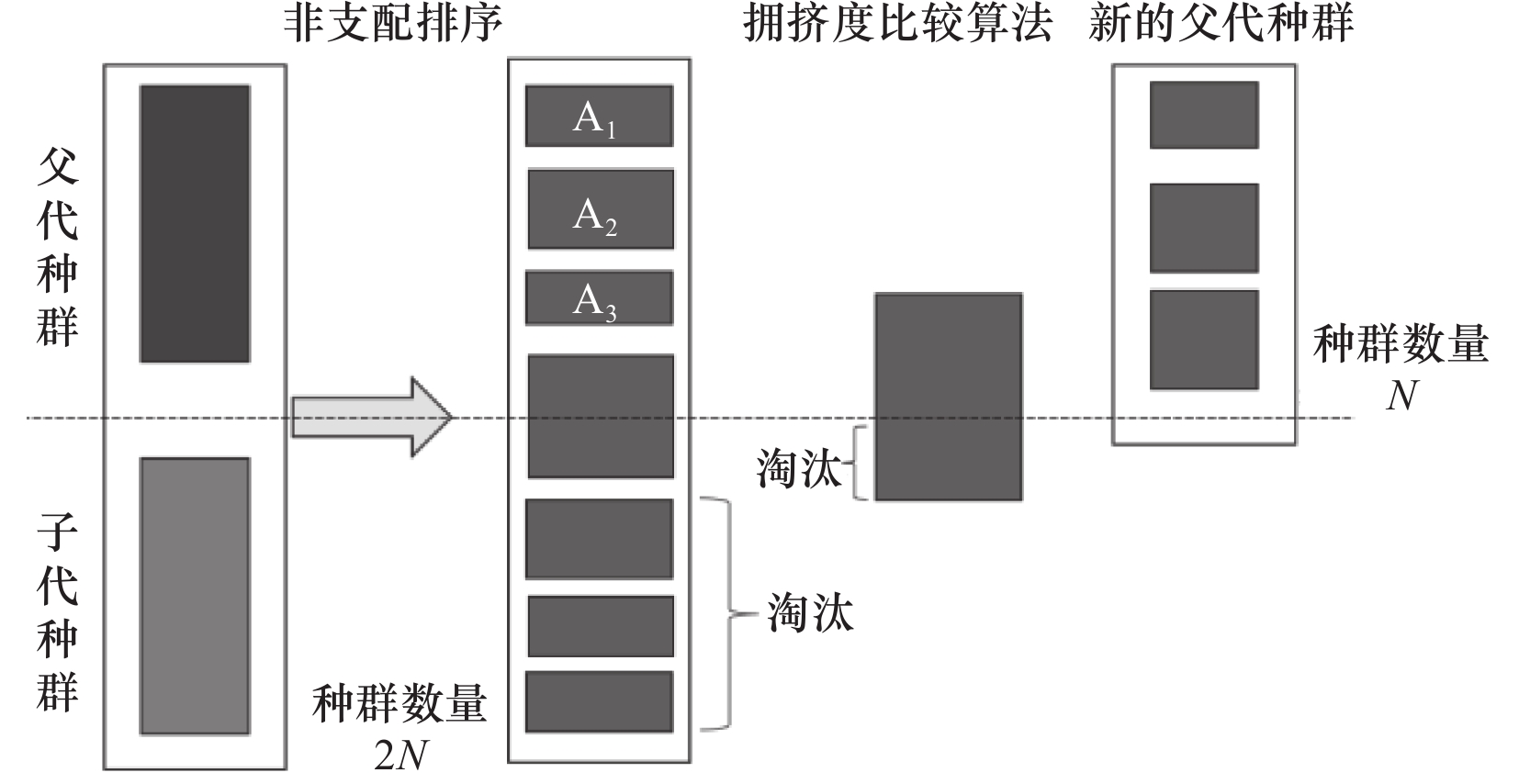
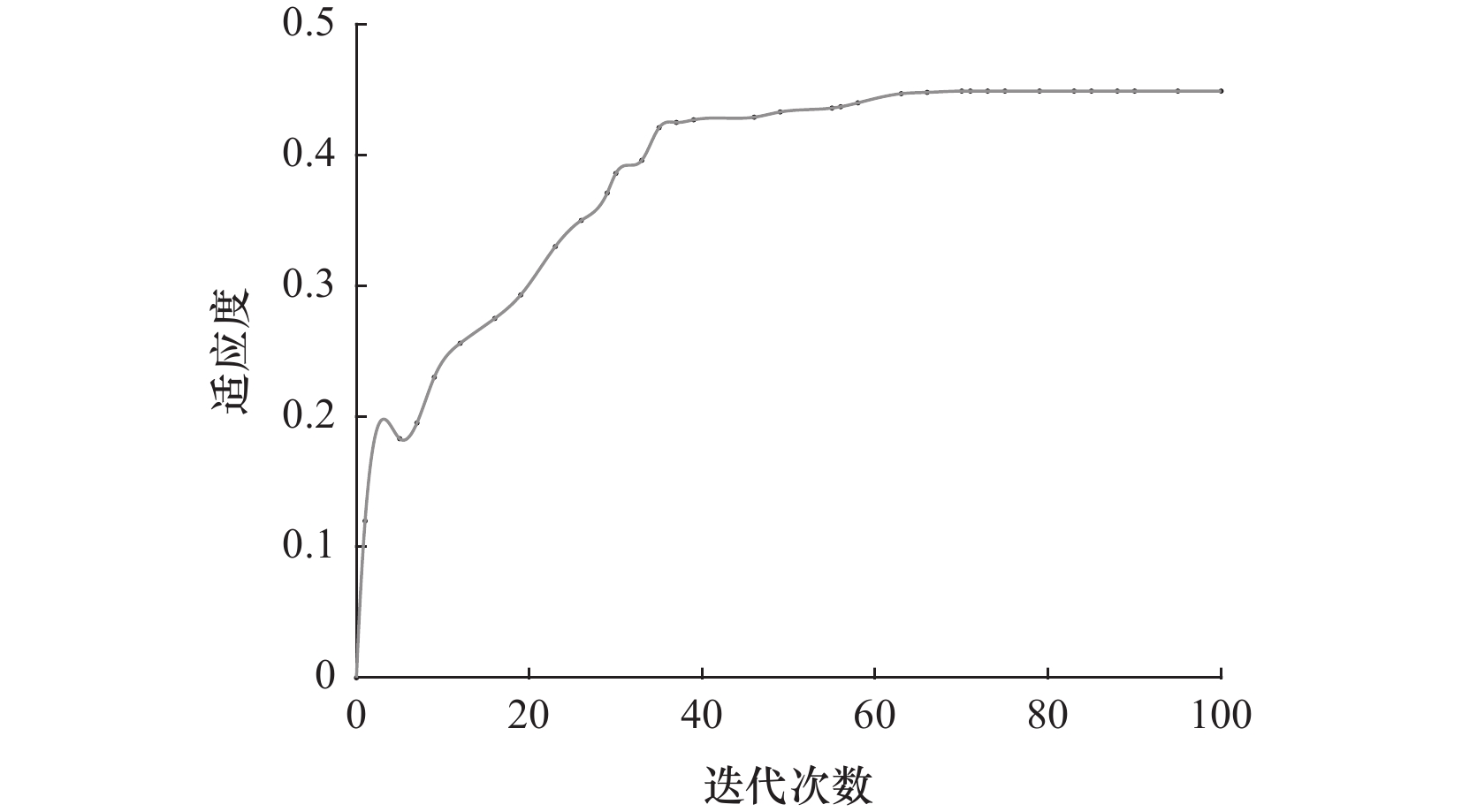
摘要: 随着科技的不断发展,激光切割技术已经成为现代工业生产中不可或缺的技术之一,碳钢激光切割件加工技术也得到越来越多的应用。随着对加工工件的质量要求越来越高,对激光加工工艺进行优化以获得更高切割质量与切割精度的钢板具有重要意义。为了优化碳钢的激光加工工艺,文章以3 mm碳钢为对象,采用1 500 W激光器系统,研究了激光功率、切割速度、离焦量和辅助气体压力等切割参数对切割质量的影响。选取切缝宽度、表面粗糙度、挂渣高度作为评价切割质量的标准,综合分析工艺参数对切割质量的影响规律并研究了影响机理,同时通过卷积神经网络对数据进行预测分析,并采用带精英策略的非支配排序的遗传算法对工艺参数进行优化,获得辅助气体为氧气条件下激光切割碳钢的最佳工艺参数为P=1 500 W、v=64 mm/s、F=2.6 bar、h=2.9 mm。通过实验发现优化后的切件切割面光滑,无挂渣现象且切缝宽度较小,达到预期标准。Abstract: With the continuous development of science and technology, laser cutting technology has become one of the indispensable technologies in modern industrial production. Carbon steel laser cutting parts processing technology is also getting more and more applications, with the quality of the processed workpiece increasingly demanding, the optimization of the laser processing process in order to obtain a higher quality of cutting and cutting accuracy of the steel plate is of great significance, in order to optimize the laser processing of carbon steel, this paper to 3 mm carbon steel as the object, using a 1 500 W laser systematic study of the laser power, cutting speed, the amount of out-of-focus, Auxiliary gas pressure and other cutting parameters on the cutting quality. The cutting width, surface roughness and slag height are selected as the standards for evaluating the cutting quality, and the influence law of process parameters on cutting quality is comprehensively analyzed and the influence mechanism is studied. At the same time, the data are predicted and analyzed by convolutional neural network, and the genetic algorithm with the non-dominated sorting of the elite strategy is adopted to optimize the process parameters, so as to get the optimal process parameters for laser cutting of carbon steel under the condition of the auxiliary gas is oxygen. The optimal process parameters for laser cutting carbon steel under the condition of oxygen as auxiliary gas are P=1 500 W, v=64 mm/s, F=2.6 bar, and h=2.9 mm. It is found that the cut surface of the optimized piece is smooth without slagging phenomenon and the width of the slit is small, which meets the expected standard.
-
表 2 Q235碳钢物理性质
对激光
吸收率
A/(%)导热
系数λ/
(W/m·K)比热容C/
(J/kg·K)熔点
Tm/℃密度ρ/
(kg/m3)泊松比
μ热胀
系数a/
(×10−6/K)40 47.5 510 1 500 7 800 0.28 12.2  下载: 导出CSV
下载: 导出CSV
表 3 光纤激光切割工艺参数
工艺参数 数值 切割速度v/(mm/s) 40 50 55 60 65 辅助气体压力F/bar 2.2 2.5 3 3.5 4 离焦量h/mm 2 2.5 2.9 3.1 3.3 激光功率P/W 1 200 1 300 1 400 1 500
下载: 导出CSV
表 4 碳钢工艺参数及测量数据
序号 切割速度
v/(mm/s)辅助气
体压力
F/bar离焦量
h/mm激光功
率P/W切缝宽
度/μm挂渣高
度/mmRa/μm Rz/μm 1 40 2.5 2.9 1 500 35 0.1 6.23 22.63 2 50 2.5 2.9 1 500 28 0 6.03 21.76 3 55 2.5 2.9 1 500 29 0 6.59 21.59 4 60 2.5 2.9 1 500 25 0 4.59 17.66 5 65 2.5 2.9 1 500 23 0.3 3.56 16.53 6 65 2.5 2.9 1 400 20 0.18 4.232 17.036
下载: 导出CSV
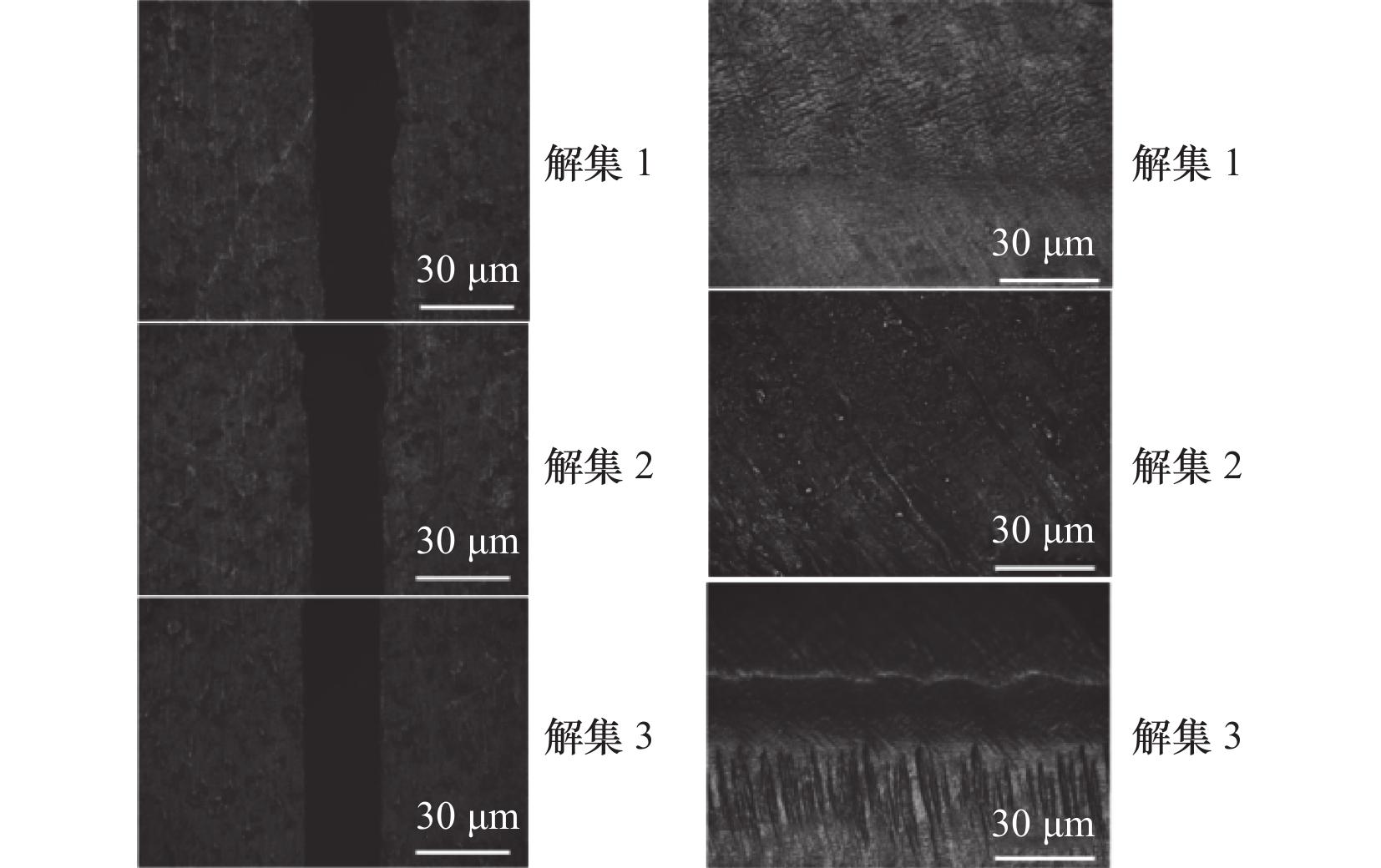
表 5 帕累托最优解集
最优解集 v/(mm/s) P/W F/bar h/mm 切缝宽度/μm 挂渣高度/mm 1 64 1 500 2.6 2.9 23 0 2 63 1 500 2.5 2.8 21 0.037 3 65 1 430 2.5 2.6 18 0.073
下载: 导出CSV
-
[1] 王甜甜. 我国钢铁工业发展现状分析和发展趋势[J]. 中国科技期刊数据库 工业 A,2017(1):00203. [2] 陈建平,马琳. 传统火焰切割技术在机加工领域的推广应用[J]. 金属加工:热加工,2012(2):28-29. [3] 孔德杰,张光先,乔立,等. 数控等离子切割技术在我国的现状与发展[J]. 电焊机,2005,35(1):6-7. doi: 10.3969/j.issn.1001-2303.2005.01.003 [4] 黎明河,朱洪涛,丁建华,等. 磨料水射流切割高强钢材料的去除率实验研究[J]. 工具技术,2020,54(10):13-18. doi: 10.3969/j.issn.1000-7008.2020.10.003 [5] Rykalin N,Uglov A,Kokora A. Laser machining and welding[M]. Mir Publishers,1978. [6] 胡延军. 激光切割中的问题处理[J]. 新型工业化,2022,12(12):78-81. [7] 姚令,吴楠,韩宪军,等. 光纤激光切割及其在精密加工中的应用展望[J]. 热加工工艺,2018,47(7):11-15. [8] Biermann S,Nuss R,Geiger M. Analytical studies on laser cut surfaces. SPIE[J]. Seventh International Symposium on Gas Flow and Chemical Lasers,1998,1031:586-591. [9] 李祥友,曾晓雁,刘勇,等. 激光精密切割不锈钢薄板的工艺研究[J]. 中国激光,2001,28(12):1125-1129. doi: 10.3321/j.issn:0258-7025.2001.12.019 [10] 阎启,刘丰. 工艺参数对激光切割工艺质量的影响[J]. 应用激光,2006,26(3):151-153. [11] 林昱道,赵平伟,陈磊,等. 基于一维卷积神经网络的短期用水量预测[J]. 净水技术,2022,41(S1):34-39. doi: 10.15890/j.cnki.jsjs.2022.s1.006 [12] 薛贵文,张茂军. 基于单纯形法的多目标优化复合算法[J]. 桂林电子科技大学学报,2022,42(2):117-121. doi: 10.3969/j.issn.1673-808X.2022.02.005 [13] 张浪朗. 基于多目标优化及偏好策略的推荐算法研究[D]. 上海:东华大学,2022:000811. [14] 陈亚军,罗敬文,张永康. 光纤激光切割碳钢的工艺研究[J]. 应用激光,2010,30(4):280-283. [15] Wolfgang S ,Vadim K,Markus N,et al. Dynamics of ripple formation and melt flow in laser beam cutting[J]. Journal of Physics D:Applied Physics,1999,32(11):1219-1228. [16] 隋文涛. 新国标表面粗糙度参数的评定程序[J]. 工具技术,2006,40(12):79-81. [17] 李炳臻,刘克,顾佼佼,等. 卷积神经网络研究综述[J]. 计算机时代,2021(4):8-12,17. doi: 10.16644/j.cnki.cn33-1094/tp.2021.04.003 -

 下载:
下载:





 点击查看大图
点击查看大图
图(13) / 表(5)
计量
- 文章访问数: 141
- HTML全文浏览量: 15
- PDF下载量: 23
- 被引次数: 0


