

Experimental study on effect of short arc turning on recast layer of honeycomb ring
-
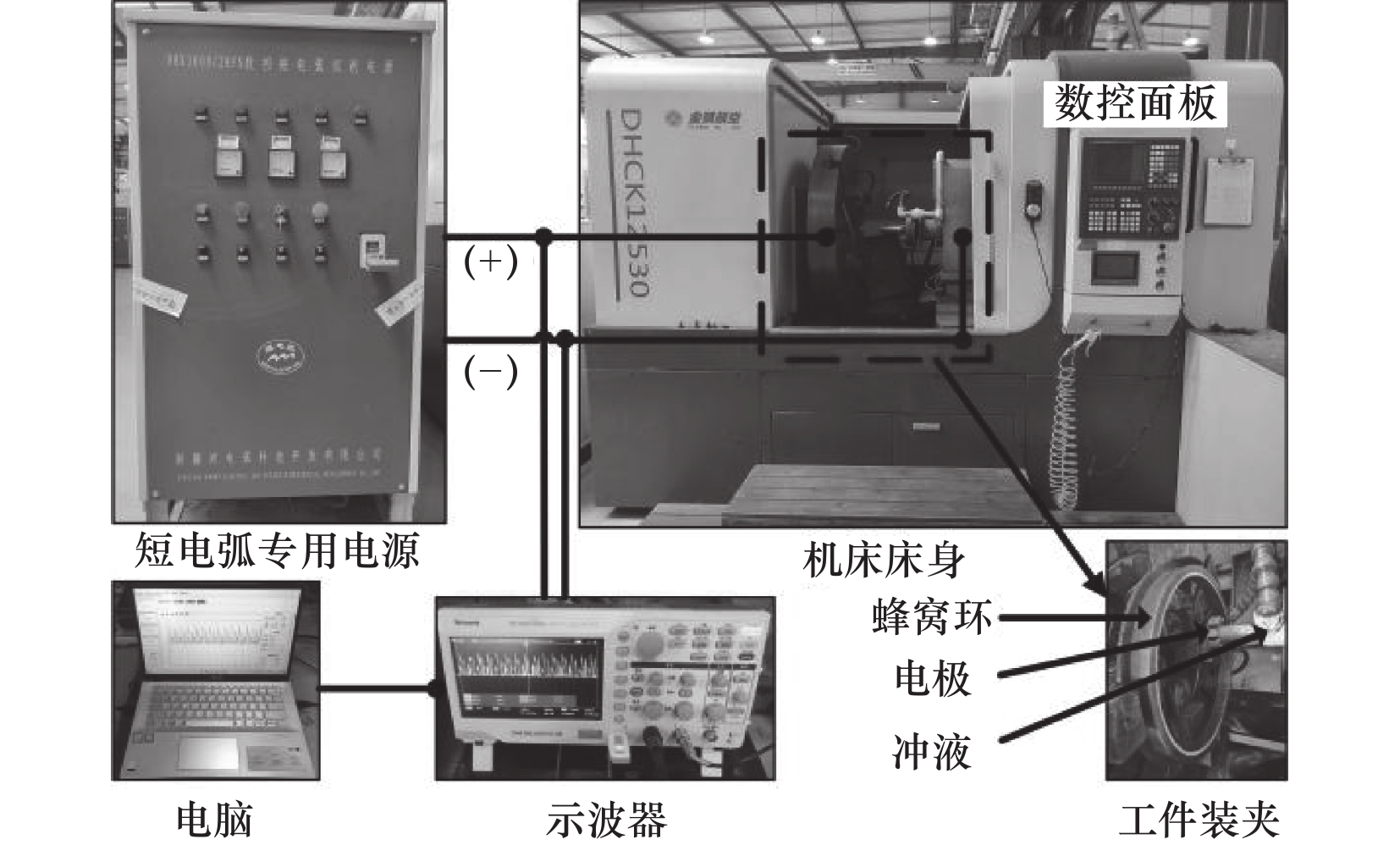
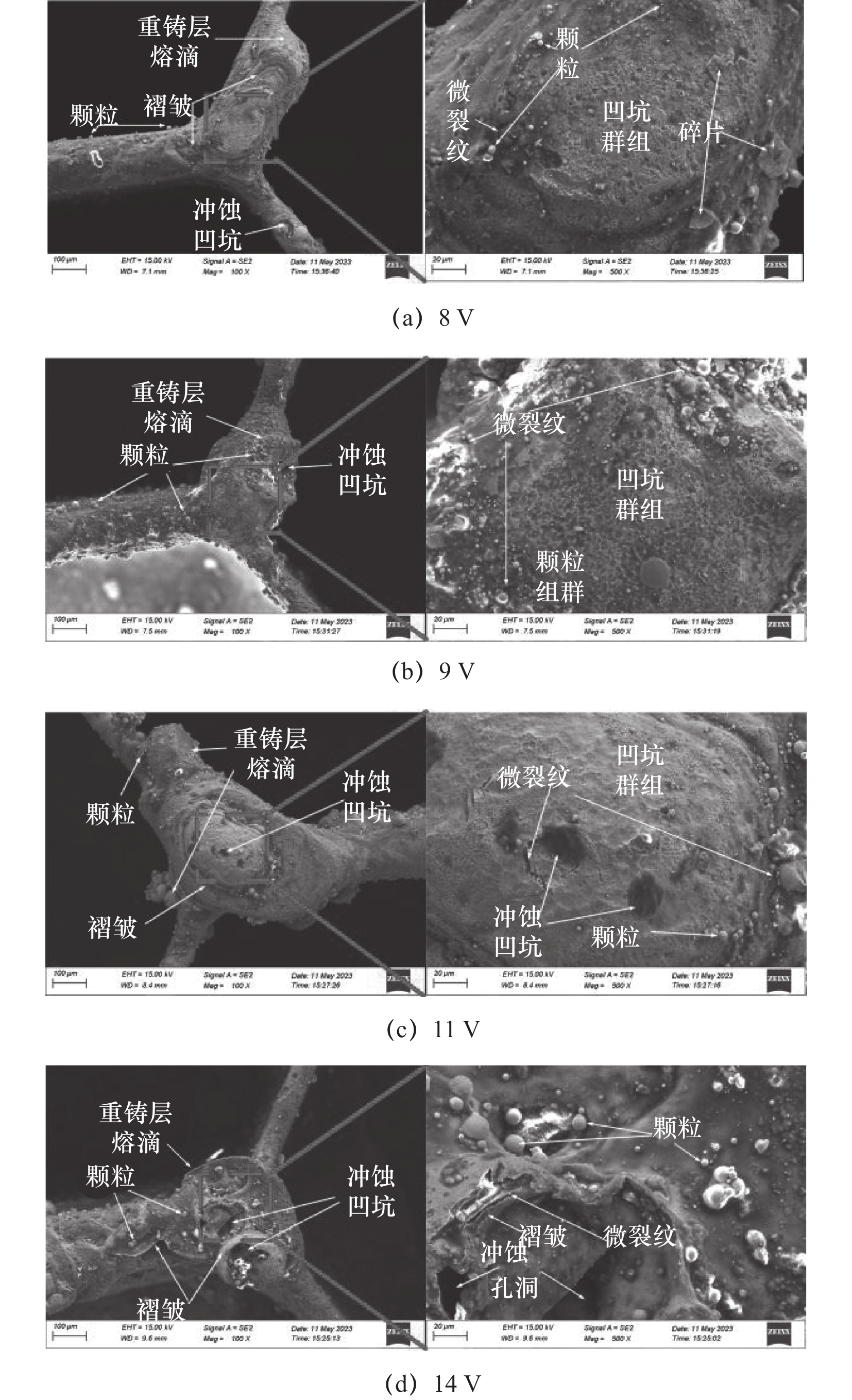
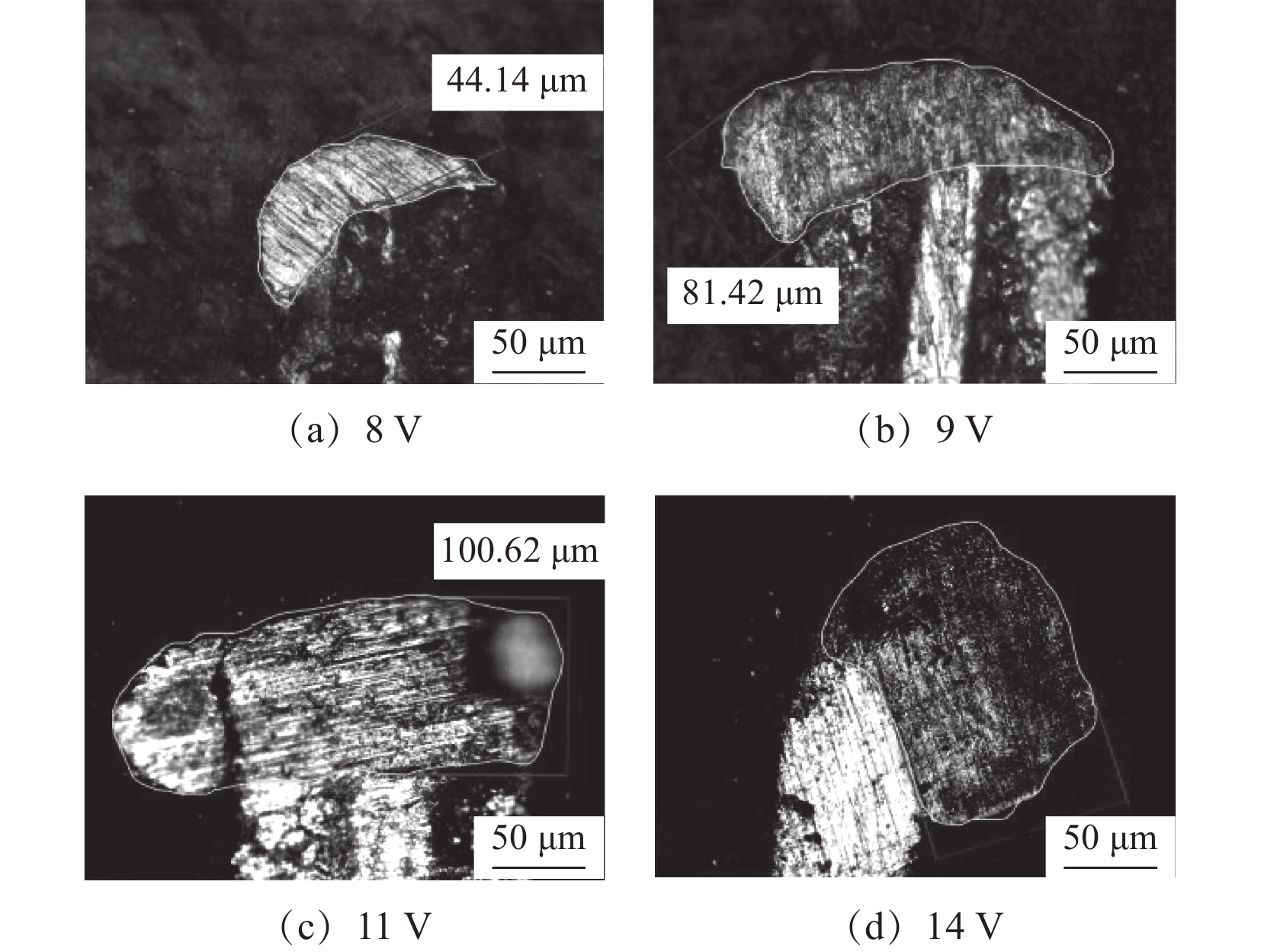
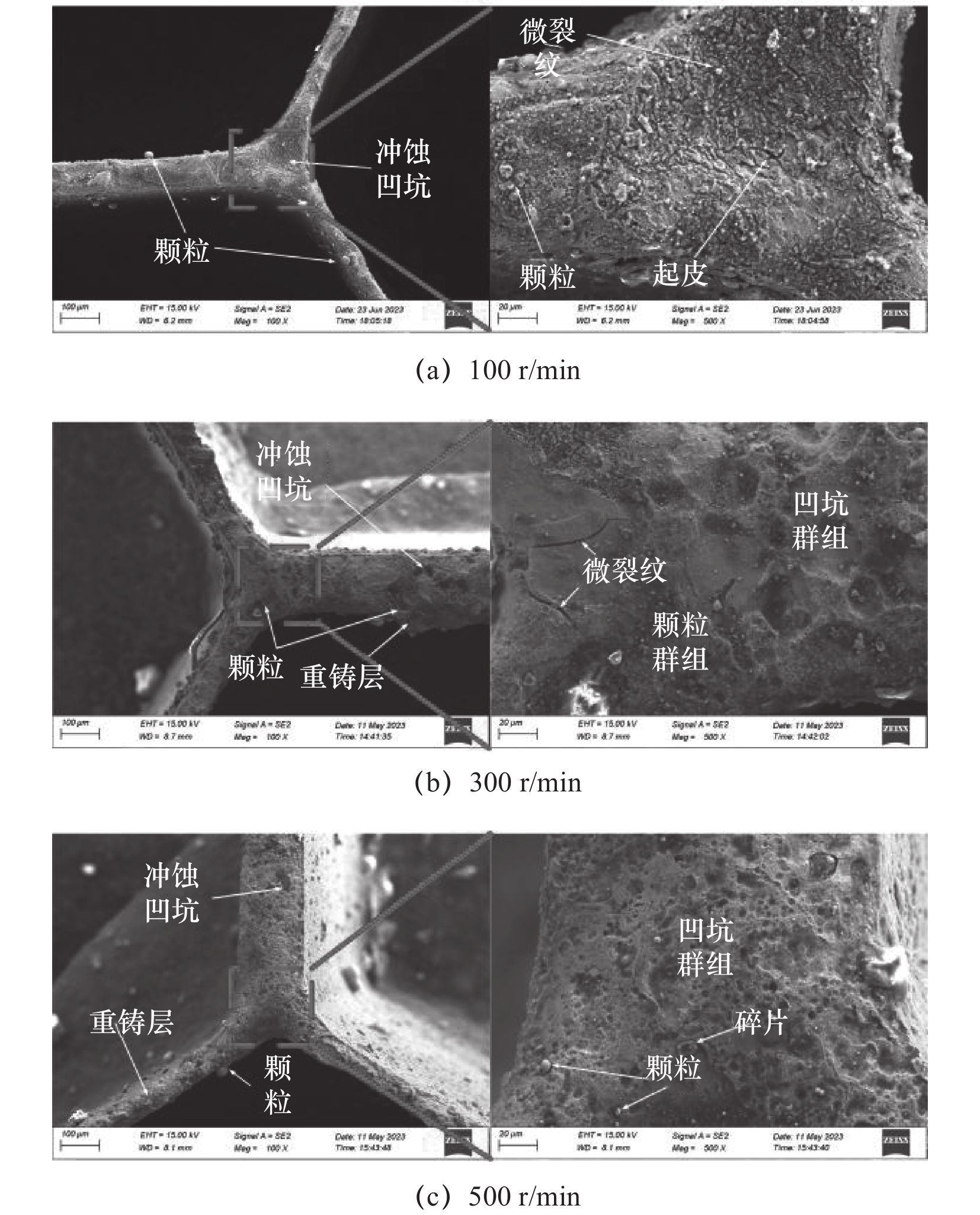
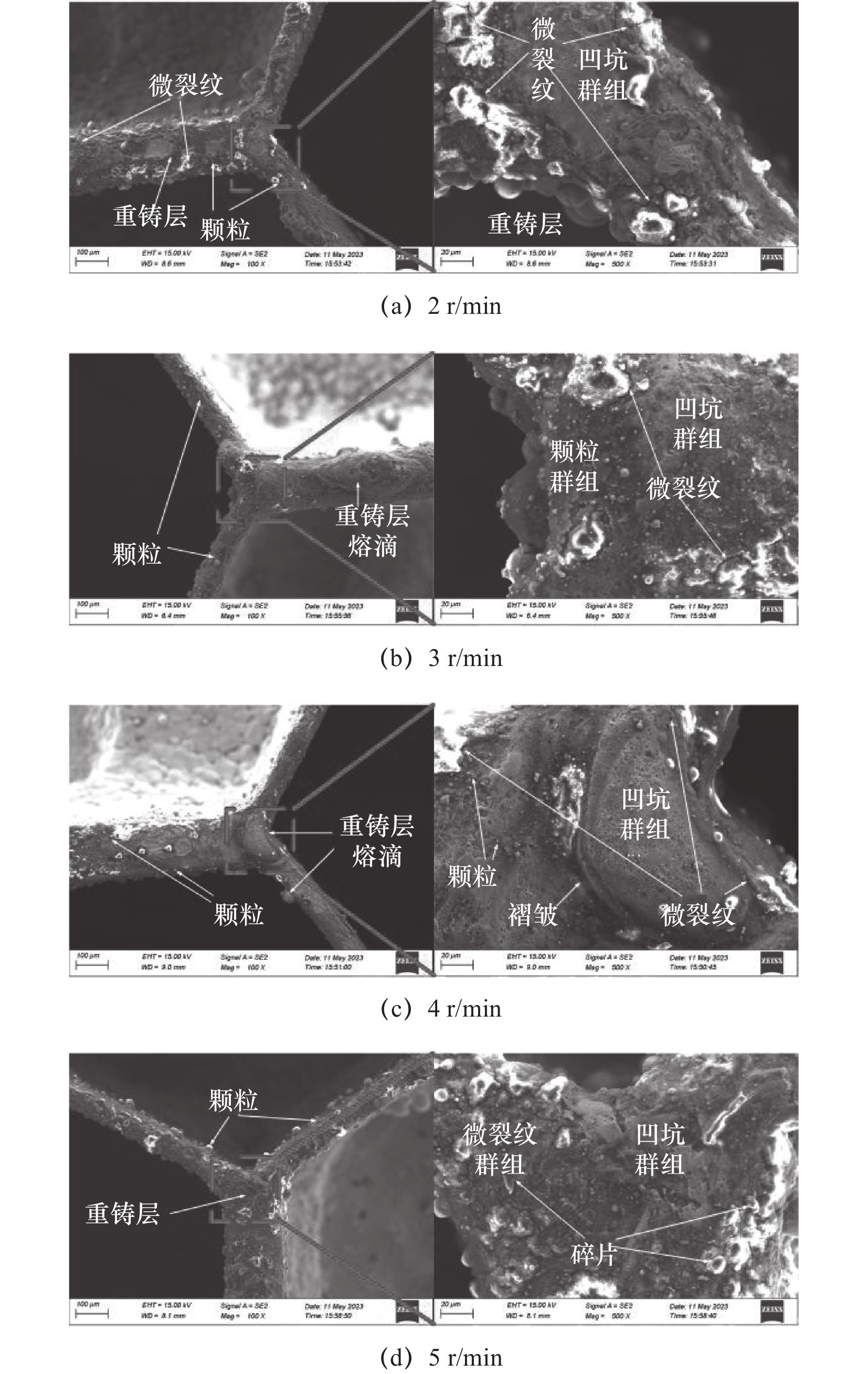
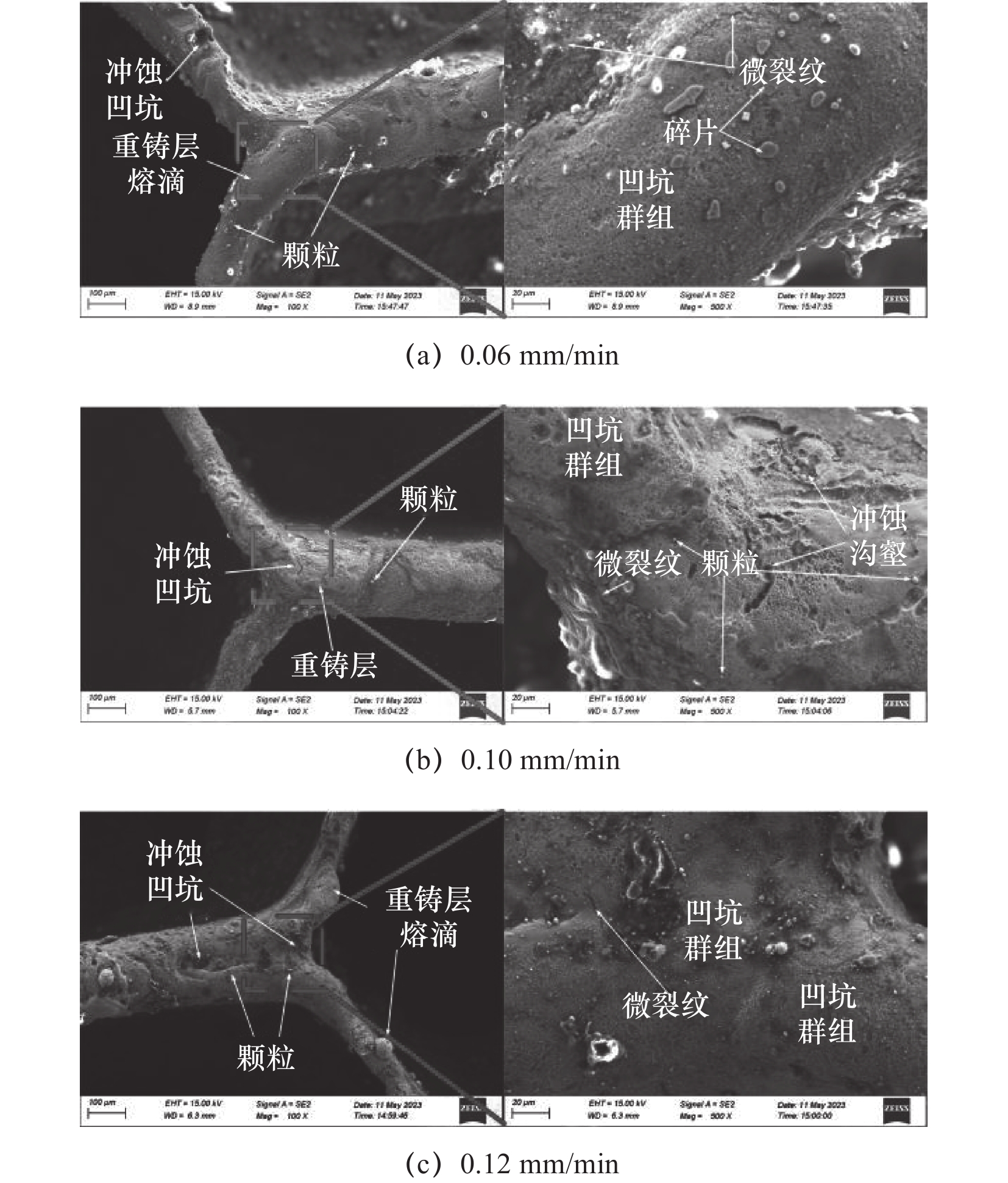
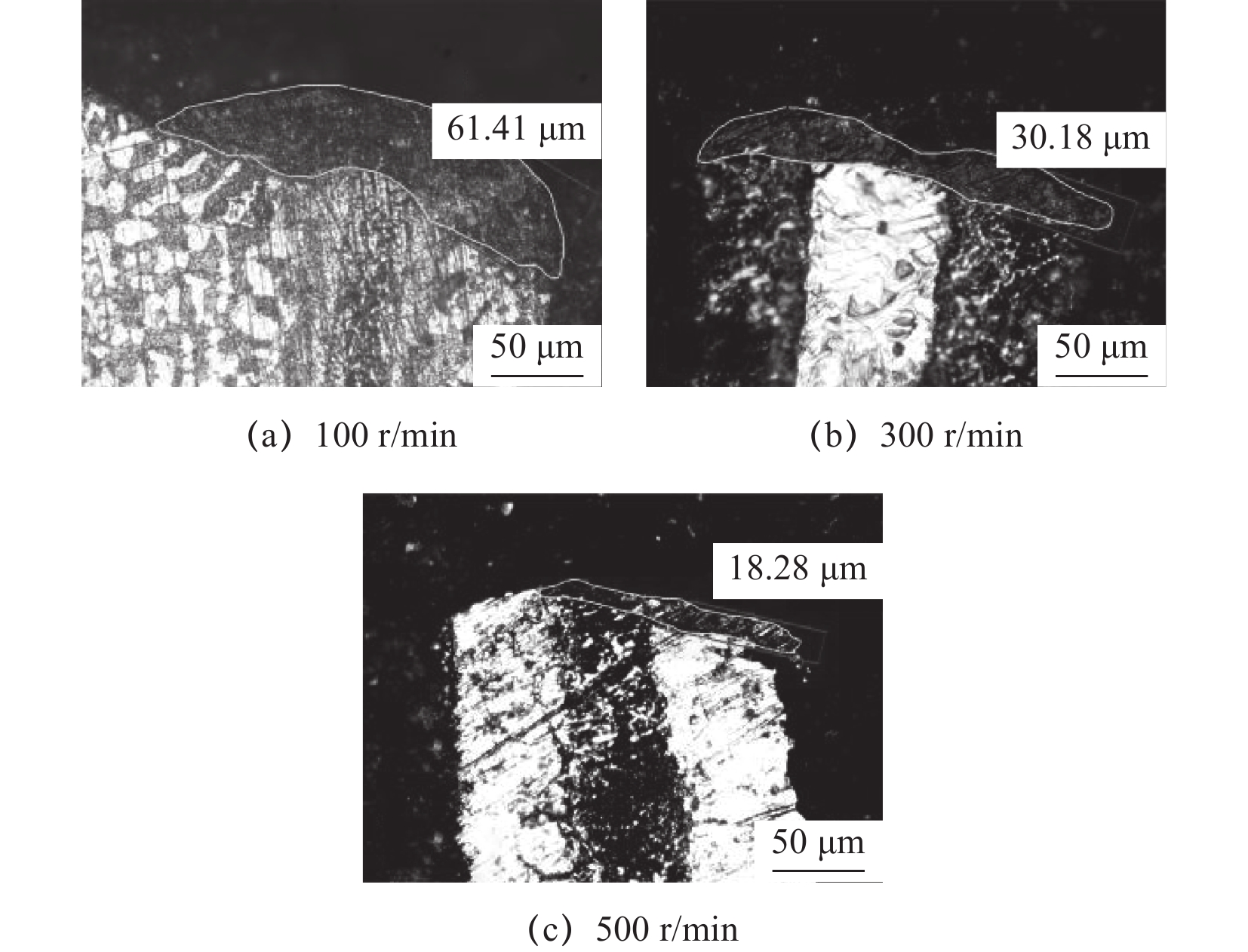
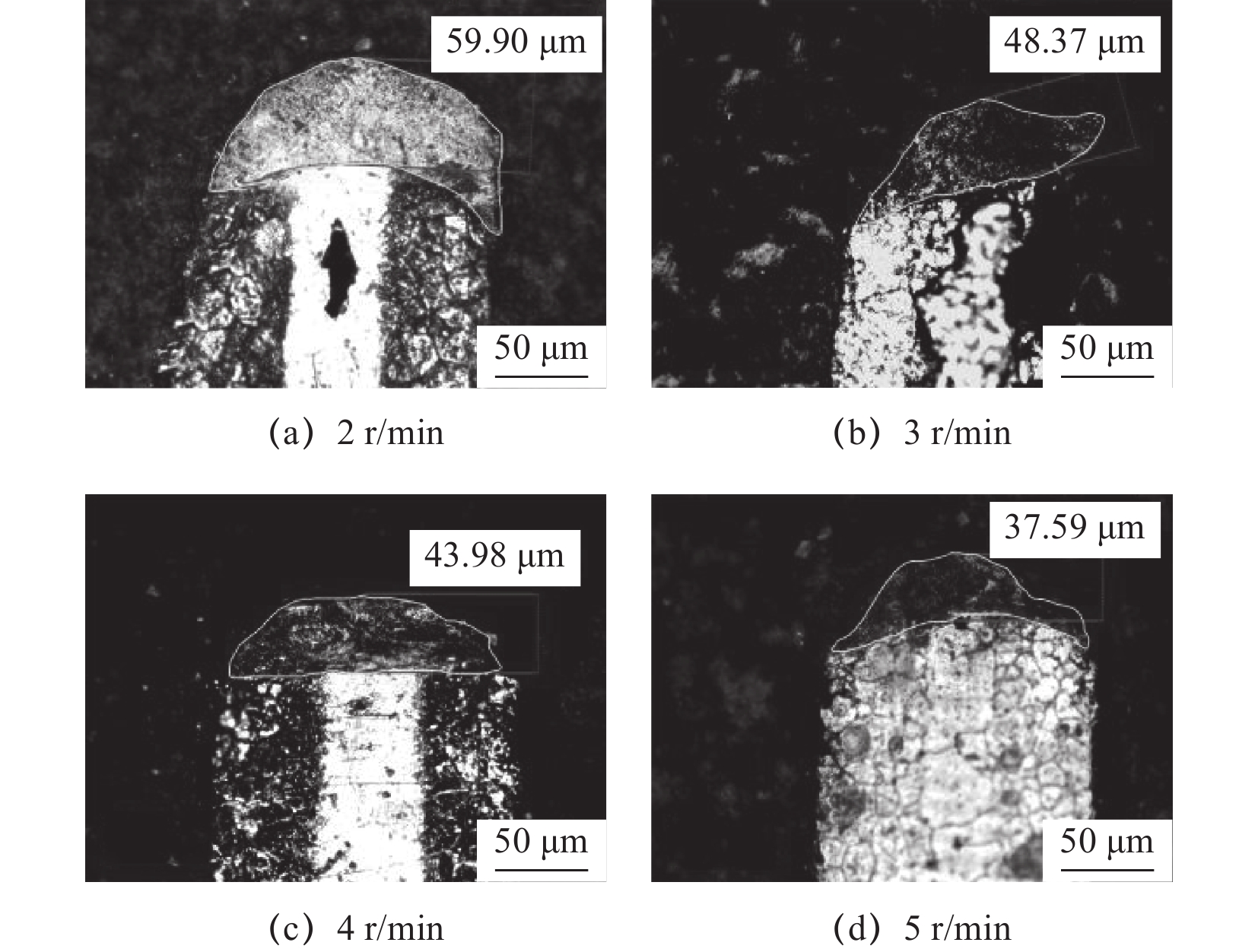
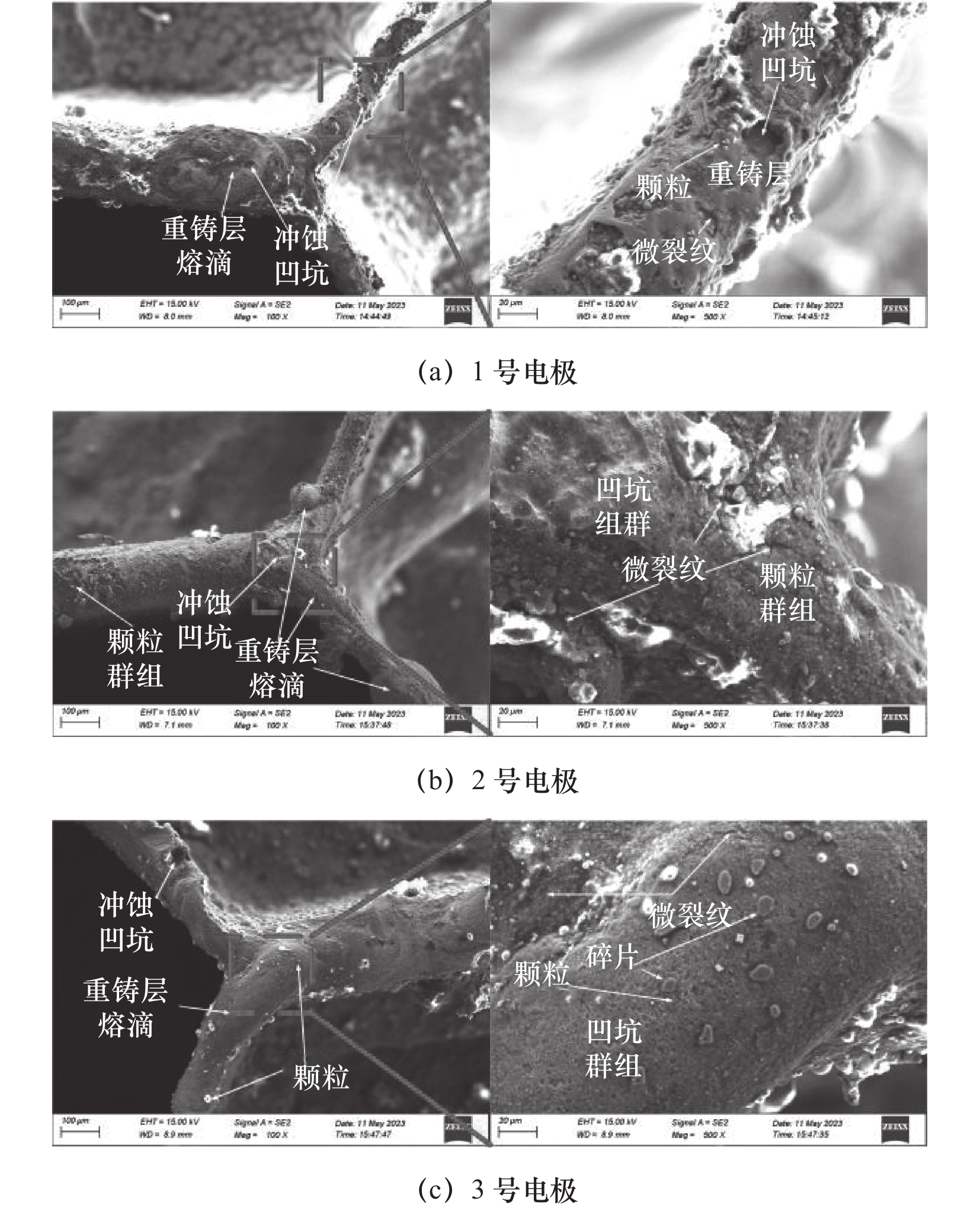
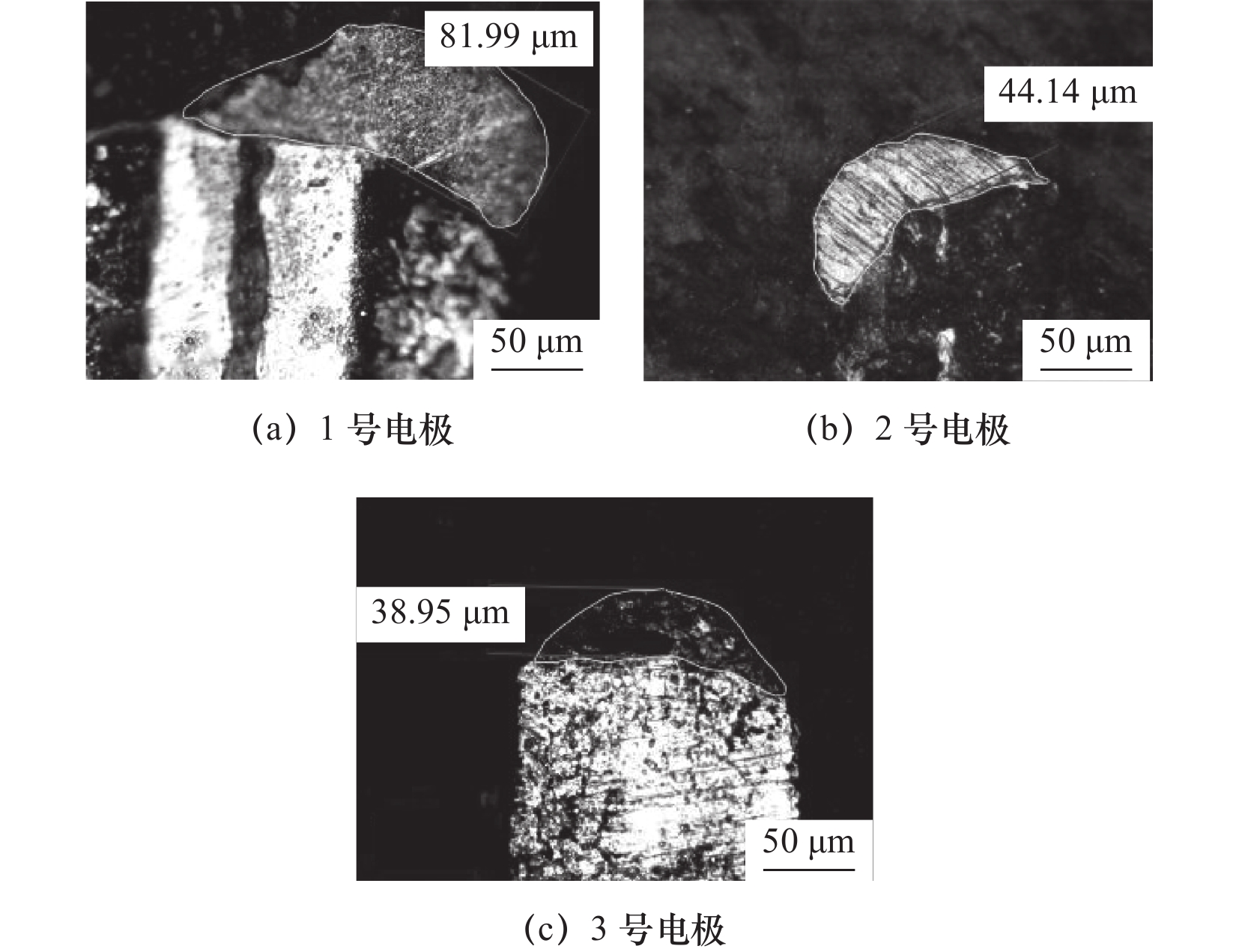
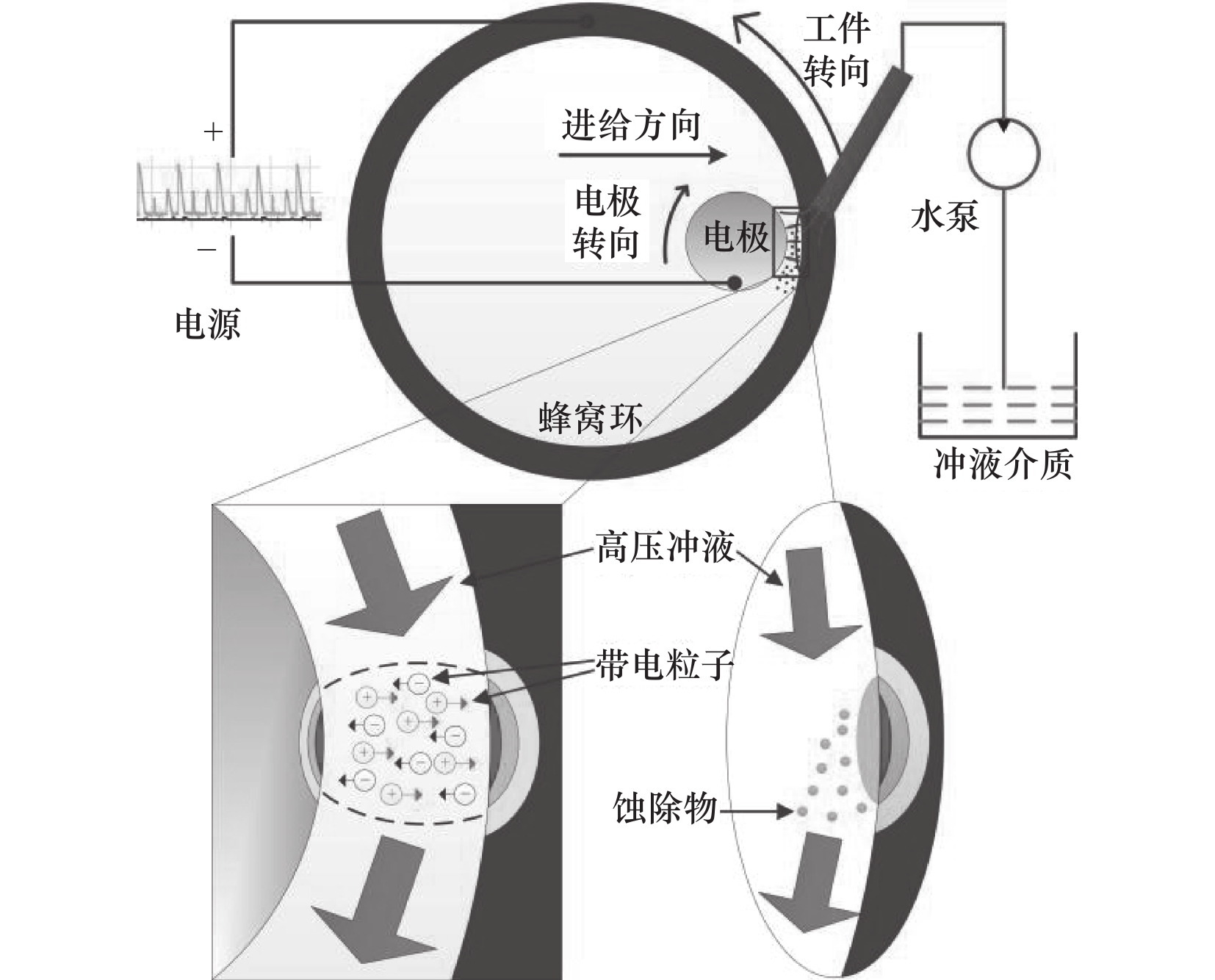
摘要: 蜂窝密封结构是当代航空发动机的先进高效密封结构,传统加工难以满足其加工质量要求,且一般电加工效率低,因此选择短电弧车削。针对材料为GH3536的蜂窝密封环进行实验,为研究不同参数对其加工后重铸层的影响,设置单因素试验,以重铸层厚度和微观形貌作为检测指标,分析电流及电压波形图、工件表面扫描电镜图、截面金相图和表面能谱图。结果证明:重铸层厚度随电压和进给速度增加而增加,随工件和电极转速增加而减小,且表面质量有相同的趋势,多槽挡板电极可以得到更好的冲液效果,重铸层更薄且表面质量更好。因此,适当降低电压和进给速度、提高工件和电极转速,以及采用多槽挡板电极,可减少微裂纹、冲蚀凹坑、褶皱和熔滴颗粒等现象,提高工件表面质量,降低重铸层厚度。Abstract: The honeycomb sealing structure is the advanced and efficient sealing structure of contemporary aviation engines. It is difficult to meet the processing quality requirements of traditional processing, and the general electricity processing efficiency is low. Therefore, the short arc car is selected. Experiments for honeycomb seals with GH3536. In order to study the impact of different parameters on the post -processing layer of the processing layer, set the single factor test, and use the thickness and micro -appearance of the recasting layer as the test index, analyze the current and voltage waveform diagram, the surface scanning electron microscopy, cross -sectional gold phase diagram, and the cross -section gold phase diagram, and Surface can spectrum. The results prove that the thickness of the reconstruction layer increased with the voltage and the rate of feed, and the speed of the workpiece and electrode decreased, and the surface quality has the same trend. The casting layer is smaller and the surface quality is better. Therefore, properly reduce voltage and feed speed, improve workpiece and electrode speed, and use wide groove baffle electrodes, which can reduce the phenomenon of micro -cracks, erosion pit, folds, and melting particles, layer thickness.
-
Key words:
- short arc car cutting /
- honeycomb ring /
- recasting layer /
- surface quality
-
表 1 实验参数设置
影响参数 参数值 电压/V 8,9,11,14 电极转速/(r/min) 100,300,500 工件转速/(r/min) 2,3,4,5 进给速度/(mm/min) 0.06,0.10,0.12 电极形状编号 1,2,3 加工极性 正极性  下载: 导出CSV
下载: 导出CSV
-
[1] 吕江,何立东,王晨阳,等. 蜂窝密封在小功率汽轮机轴端密封上的应用[J]. 润滑与密封,2015,40(6):90-94. [2] 黄强. 蜂窝内环组件加工变形分析及控制[J]. 金属加工:冷加工,2021,836(3):18-22. [3] 杜保明,陈永亮. 蜂窝密封的机械加工和填料的选择[J]. 机械工程师,2002(12):58-59. [4] 史兰宇,王晨光,陈杰,等. 高温合金蜂窝芯高速铣削材料去除机理与损伤行为[J]. 机械工程学报,2022,58(23):284-295. [5] 杨立光,任连生,王荣,等. 蜂窝密封组件电火花加工工艺的研究[A]//2012年全国电火花成形加工技术研讨会论文集[C]. 北京,2012:79-82. [6] 李雪芝. 短电弧铣削加工过程热流场分析及材料蚀除机理研究[D]. 乌鲁木齐:新疆大学,2019. [7] 许燕,何巍杨,周建平,等. 电极材料及极性对短电弧铣削镍基高温合金影响的研究[J]. 制造技术与机床,2018(6):160-163. [8] 李雪芝,周建平,许燕,等. 基于L-M算法的BP神经网络预测短电弧加工表面质量模型[J]. 燕山大学学报,2016,40(4):296-300,318. [9] 焦文泰. 关于模具在电加工过程中产生裂纹的分析[J]. 机械工人:热加工,1984(1):9-15. [10] 杨惠峰. 由放电加工引起裂纹和变形的原因及其对策[J]. 模具工业,1988(2):60-61. [11] 唐伟,许燕,周建平,等. 放电参数对短电弧铣削TC4加工性能影响的研究[J]. 制造技术与机床,2023(5):28-34. [12] 张立,胡国玉,周建平,等. 不同非电参数对短电弧铣削钛合金TC4加工性能影响研究[J]. 制造技术与机床,2020(11):89-95. -

 下载:
下载:





 点击查看大图
点击查看大图
图(15) / 表(1)
计量
- 文章访问数: 53
- HTML全文浏览量: 15
- PDF下载量: 6
- 被引次数: 0


