

Measurement method of arc dimension of slide section based on machine vision
-
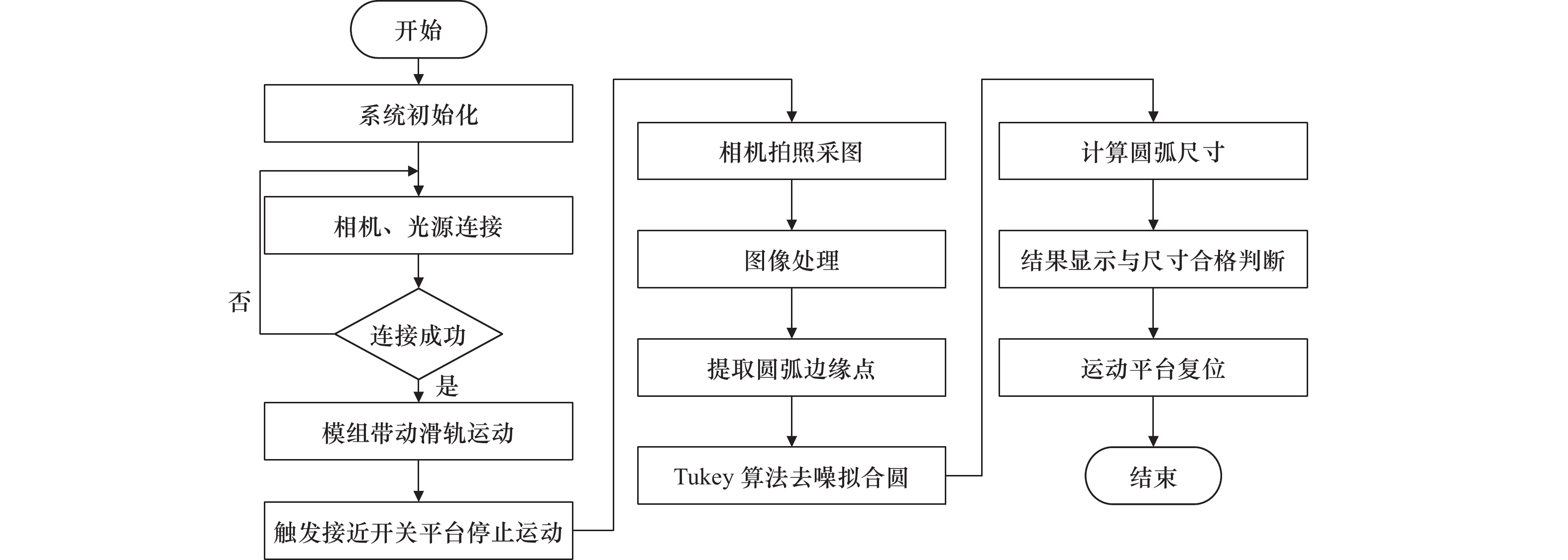
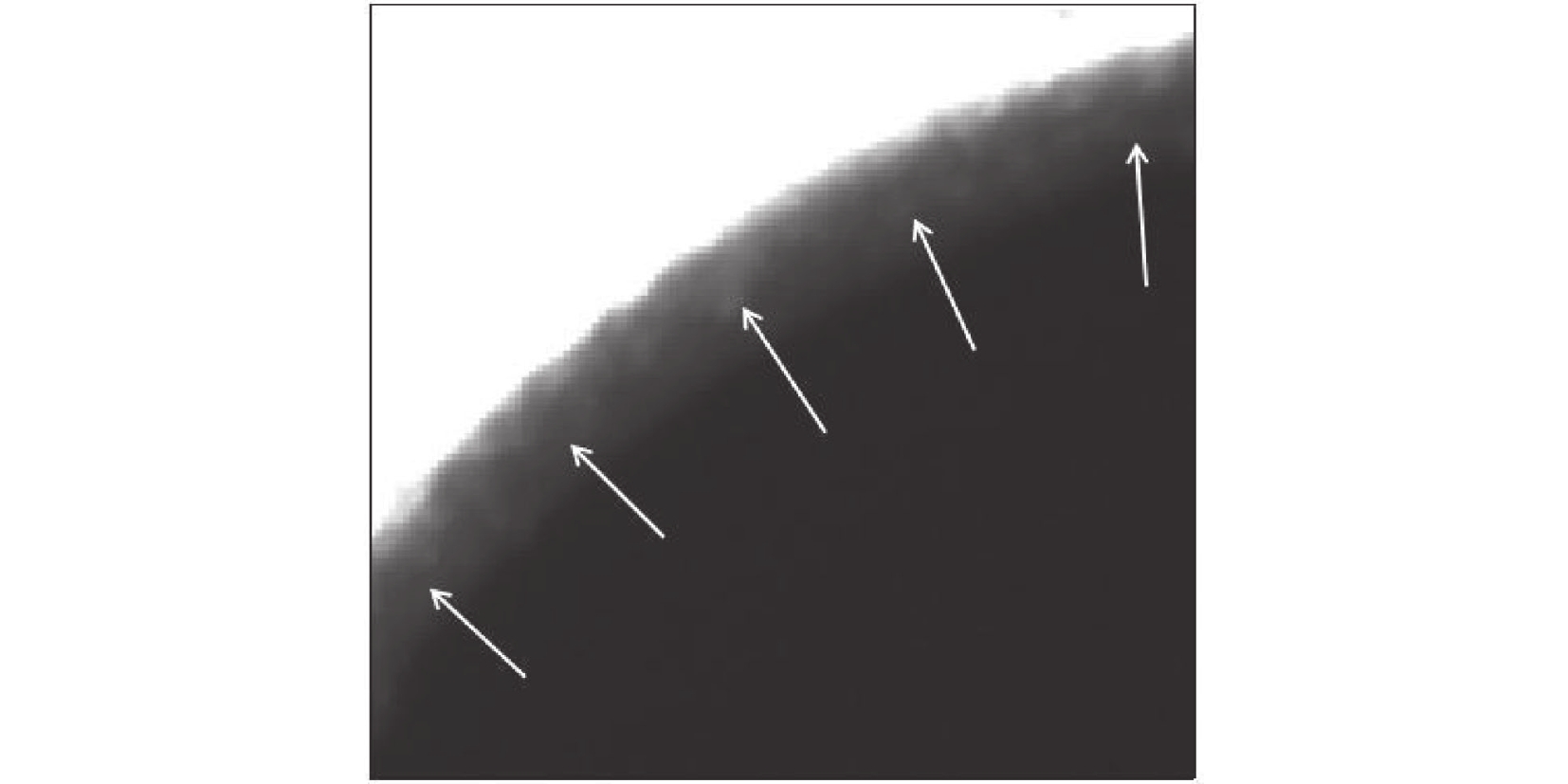
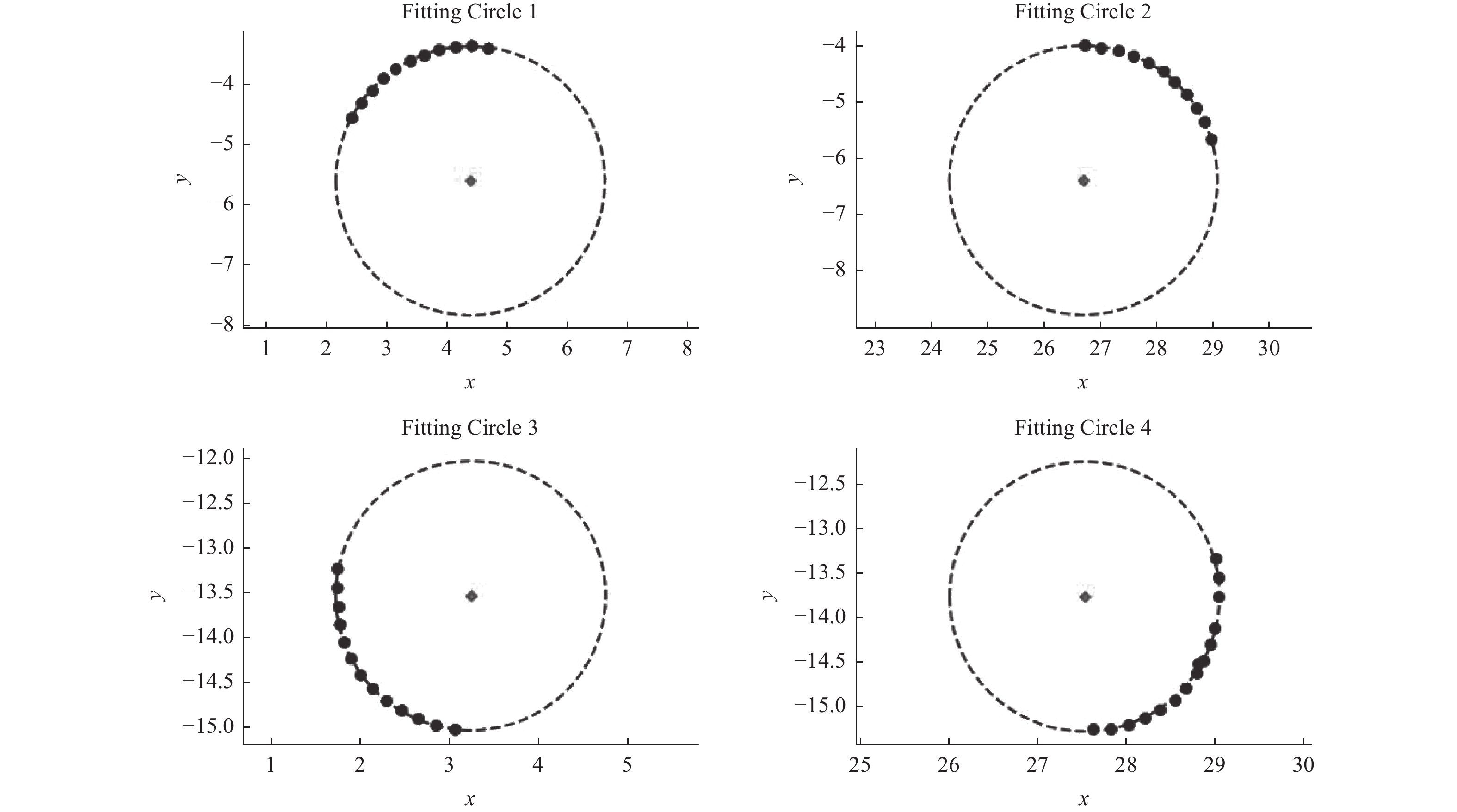
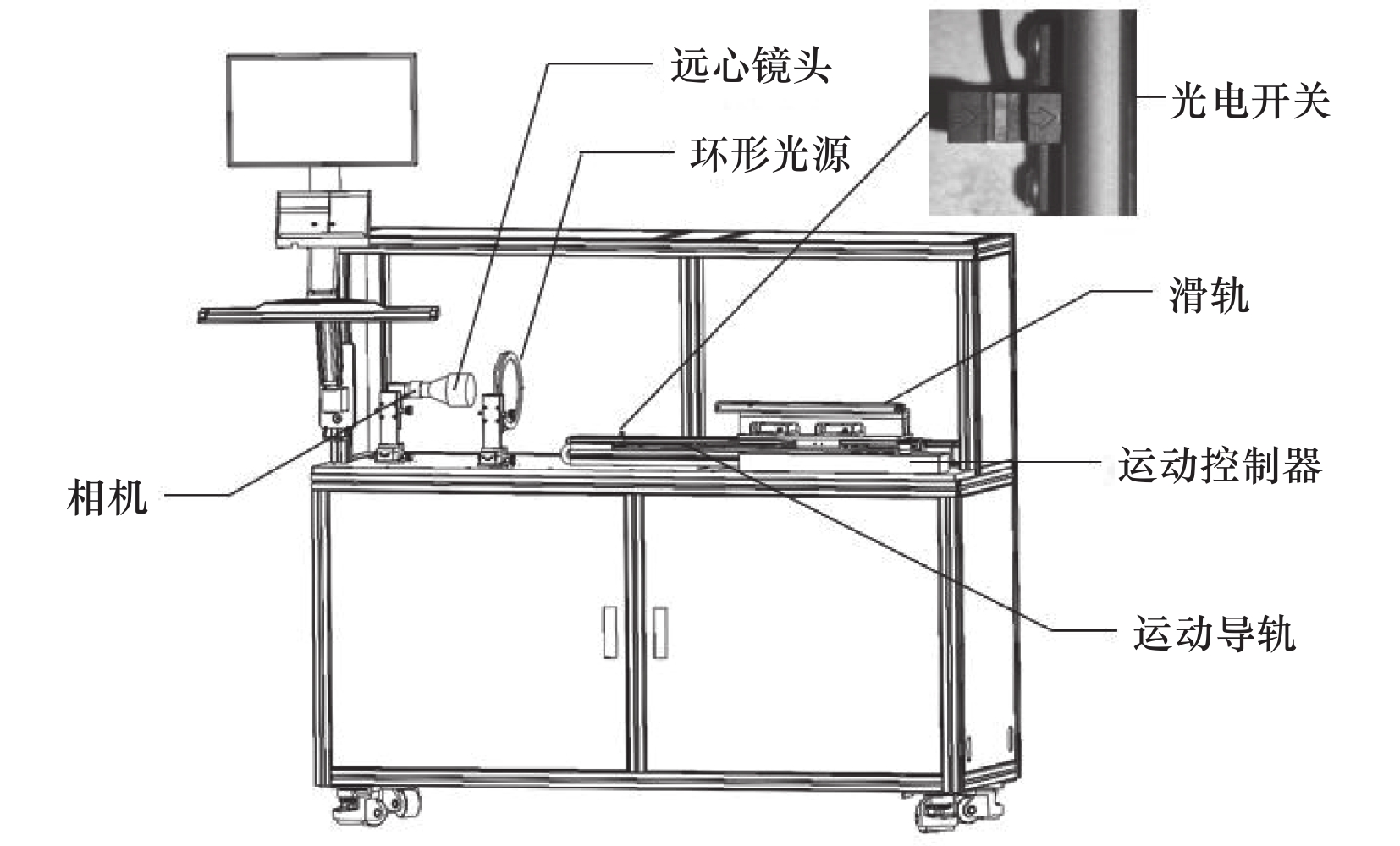
摘要: 为解决汽车座椅滑轨截面圆弧尺寸人工检测效率低、一致性差的问题,文章提出了一种基于卡尺边缘检测与Tukey算法相结合的测量方法,实现滑轨截面圆弧尺寸高效率、高精度的检测。首先对采集到的图像做双边滤波处理,去除图像中的噪声,再通过HALCON算法库中的Emphasize算子对图像做处理,突出图像边缘信息;然后通过卡尺边缘检测算法提取圆弧边缘点;最后结合加权Tukey的最小二乘法分离出异常点并完成圆的拟合。实验结果表明,该方法可实现滑轨截面圆弧尺寸的快速检测,测量系统稳定性好、可靠性高,测量误差均在0.08 mm之内,重复测量精度可达0.02 mm。Abstract: In order to solve the problems of low efficiency and poor consistency in manual detection of the arc dimension of the slide section of car seat, a measuring method based on the combination of caliper edge detection and Tukey algorithm was proposed, which realized the detection of the arc dimension of the slide section with high efficiency and high precision. First, the collected images were processed by bilateral filtering to remove the noise in the images, and a emphasize operator in the HALCON algorithm library was used to process the images and highlight the edge information of the images. Then the arc edge points were extracted by caliper edge detection algorithm. Finally, the outliers were separated by the least square method of weighted Tukey and the circle fitting was completed. The experimental results showed that this method could realize the rapid detection of the arc dimension of the slide section, and the measuring system had a good stability and high reliability. The measuring errors were all within 0.08 mm, and the repeated measurement accuracy could reach 0.02 mm.
-
Key words:
- machine vision /
- arc measurement /
- bilateral filtering /
- Tukey algorithm
-
表 1 Circle 1测量结果
待测滑轨 滑轨1 滑轨2 滑轨3 滑轨4 滑轨5 滑轨6 滑轨7 滑轨8 滑轨9 滑轨10 测量值/mm 3.506 3.496 3.565 3.539 3.493 3.546 3.605 3.556 3.535 3.515 标准值/mm 3.523 3.512 3.505 3.551 3.534 3.497 3.546 3.513 3.575 3.571 误差值/mm 0.017 0.016 0.06 0.012 0.041 0.049 0.059 0.043 0.04 0.056  下载: 导出CSV
下载: 导出CSV
表 4 Circle 4测量结果
待测滑轨 滑轨1 滑轨2 滑轨3 滑轨4 滑轨5 滑轨6 滑轨7 滑轨8 滑轨9 滑轨10 测量值/mm 2.065 2.013 1.957 1.979 2.087 2.018 1.968 2.120 1.971 2.041 标准值/mm 2.035 2.069 2.028 2.013 2.013 2.064 2.039 2.061 2.045 2.013 误差值/mm 0.3 0.056 0.071 0.034 0.074 0.046 0.071 0.059 0.074 0.028
下载: 导出CSV
表 2 Circle 2测量结果
待测滑轨 滑轨1 滑轨2 滑轨3 滑轨4 滑轨5 滑轨6 滑轨7 滑轨8 滑轨9 滑轨10 测量值/mm 3.521 3.511 3.476 3.492 3.542 3.611 3.559 3.517 3.493 3.562 标准值/mm 3.581 3.559 3.504 3.536 3.563 3.591 3.523 3.476 3.533 3.526 误差值/mm 0.06 0.048 0.028 0.044 0.021 0.02 0.036 0.041 0.04 0.036
下载: 导出CSV
表 3 Circle 3测量结果
待测滑轨 滑轨1 滑轨2 滑轨3 滑轨4 滑轨5 滑轨6 滑轨7 滑轨8 滑轨9 滑轨10 测量值/mm 2.056 2.025 1.965 2.033 1.979 2.112 2.063 2.011 1.996 2.021 标准值/mm 2.031 2.076 2.035 2.076 1.956 2.071 2.025 1.976 2.076 2.079 误差值/mm 0.025 0.051 0.07 0.043 0.023 0.041 0.038 0.035 0.08 0.058
下载: 导出CSV
表 5 重复精度测量结果
测量
位置第一次
测量/mm第二次
测量/mm第三次
测量/mm第四次
测量/mm第五次
测量/mm重复
精度/mmCircle 1 3.502 3.513 3.509 3.511 3.5 0.013 Circle 2 3.496 3.512 3.506 3.505 3.516 0.02 Circle 3 2.021 2.009 2.005 2.012 2.016 0.016 Circle 4 2.012 2.016 2.023 2.02 2.019 0.011
下载: 导出CSV
-
[1] 石光林,程金海,夏明祥,等. 冲压模具的结构变形分析及型面补偿技术[J]. 锻压技术,2018,43(8):168-172. doi: 10.13330/j.issn.1000-3940.2018.08.031 [2] 代国成,罗哉,江文松,等. 基于机器视觉的小尺寸外螺纹关键参数检测方法[J]. 制造技术与机床,2023(8):161-165. [3] 包昊菁,刘思远,任真,等. 基于机器视觉的链轮尺寸测量方法[J]. 吉林大学学报:工学版,2022(6):1-15. [4] 陈怡然,廖宁,刘超. 基于机器视觉的圆形零件尺寸参数测量[J]. 工具技术,2022,56(3):109-113. doi: 10.3969/j.issn.1000-7008.2022.03.023 [5] 李执,阎坤,傅琪,等. 基于机器视觉的金属工件尺寸测量[J]. 仪表技术与传感器,2022(3):92-97. doi: 10.3969/j.issn.1002-1841.2022.03.018 [6] 任永强,涂德江,韩暑. 基于机器视觉的柴油机缸套尺寸测量[J]. 组合机床与自动化加工技术,2020(9):151-153. doi: 10.13462/j.cnki.mmtamt.2020.09.034 [7] 马晓锋,王中任. 基于引导滤波与神经网络算法的螺纹孔检测方法[J]. 制造技术与机床,2022(1):165-170. [8] Li Y ,Li M X,Xia X Y,et al. Rail straightness detection method based on the cooperation of dual laser sensors[J]. Measurement,2022,199:111435. [9] Meng Y,Chen F,Hao X D,et al. Research on rail profile measurement method based on machine vision[C]. 2020 Chinese Automation Congress (CAC). IEEE,2020:2576-2581. [10] Xiong Z H,Zuo Z J,Li H,et al. Research on dynamic measurement of hot ring rolling dimension based on machine vision[J]. IFAC-PapersOnLine,2022,55(3):125-130. doi: 10.1016/j.ifacol.2022.05.022 [11] 南栋,毕笃彦,马时平,等. 一种基于参数估计的自适应双边滤波算法[J]. 中南大学学报:自然科学版,2014,45(11):3840-3845. [12] 董丽丽,丁畅,许文海. 基于直方图均衡化图像增强的两种改进方法[J]. 电子学报,2018,46(10):2367-2375. doi: 10.3969/j.issn.0372-2112.2018.10.009 [13] 石岩青,常彩霞,刘小红,等. 面阵相机内外参数标定方法及进展[J]. 激光与光电子学进展,2021,58(24):9-29. -

 下载:
下载:





 点击查看大图
点击查看大图
图(8) / 表(5)
计量
- 文章访问数: 65
- HTML全文浏览量: 17
- PDF下载量: 11
- 被引次数: 0


