

Research on synchronous error compensation method of internal mesh powerful honing based on electronic gear box
-
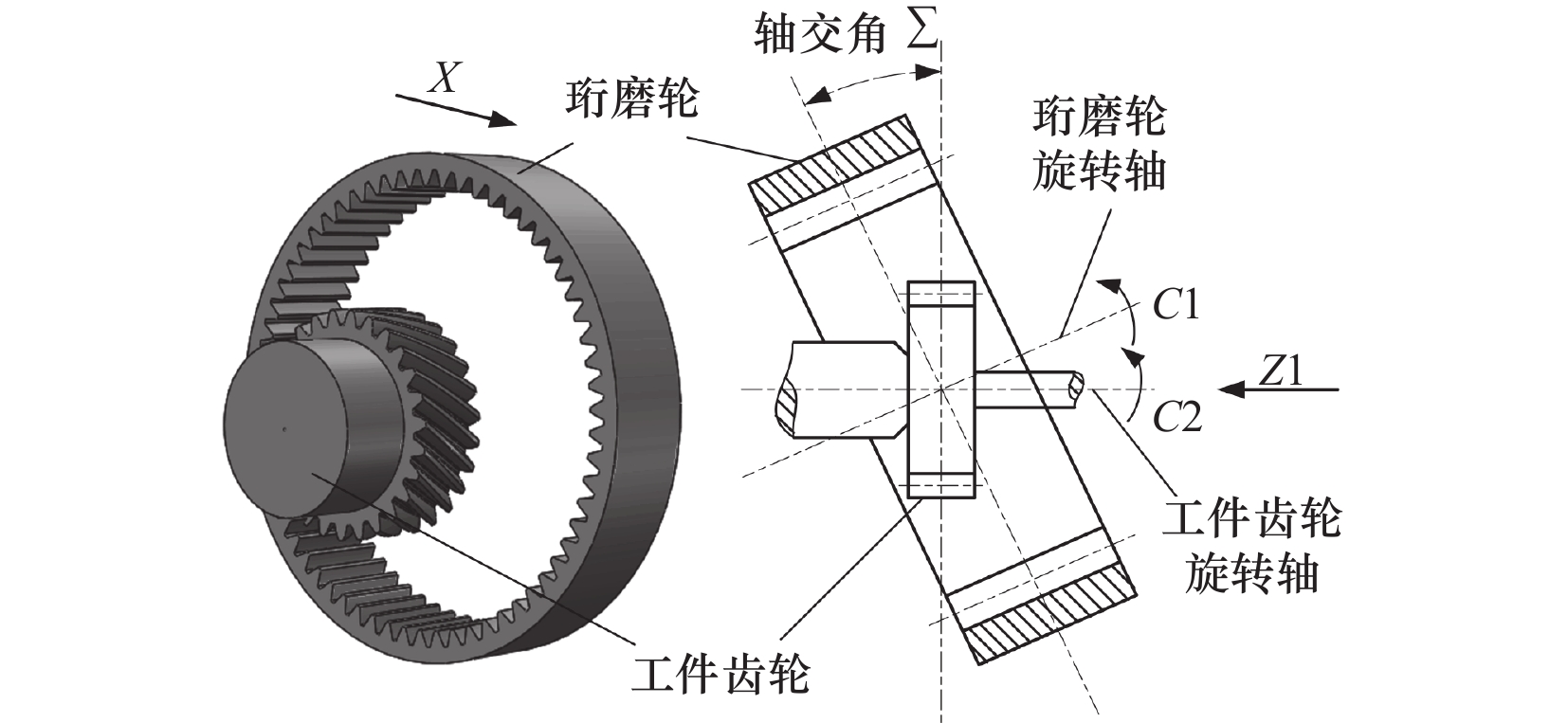
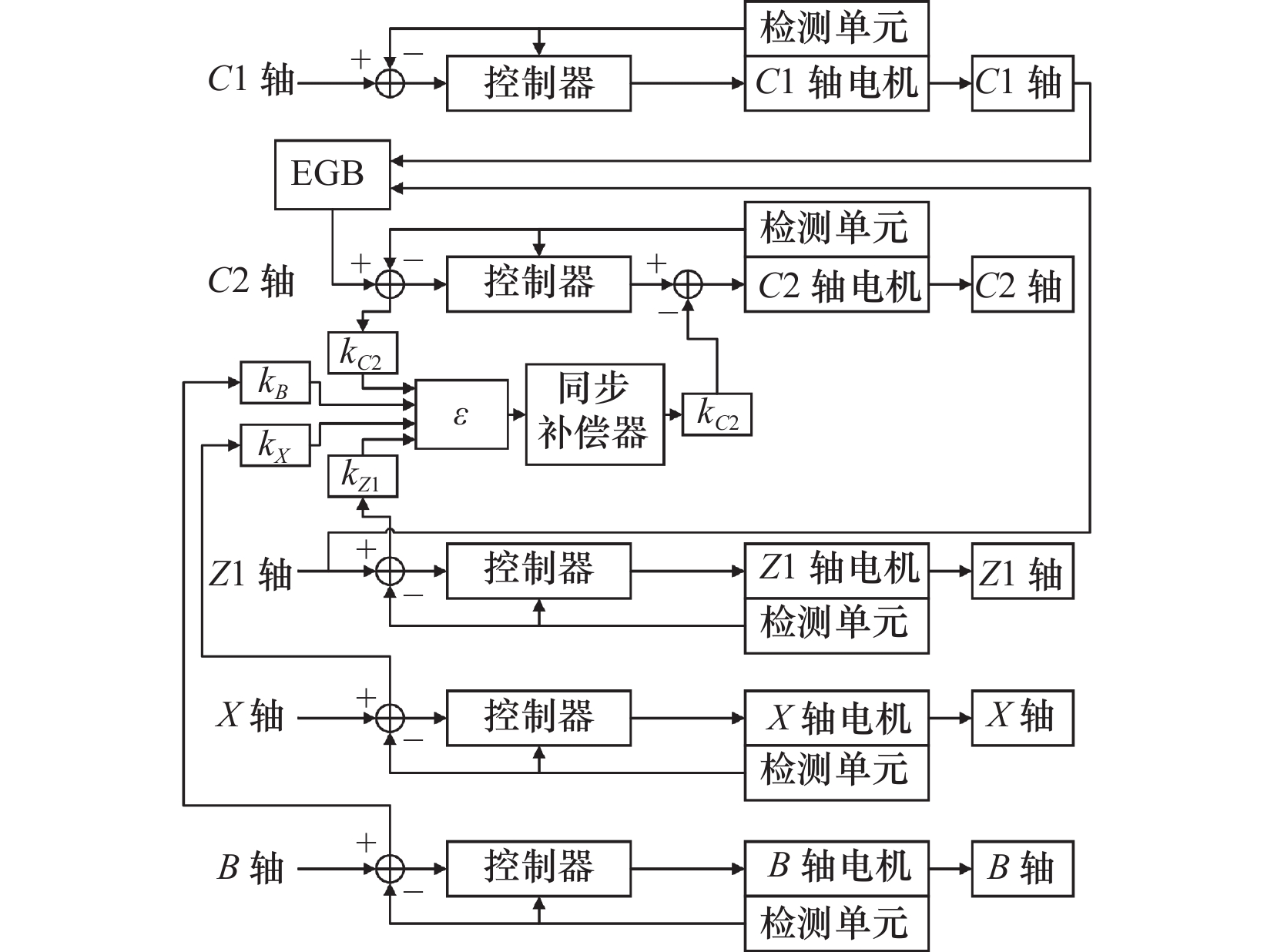
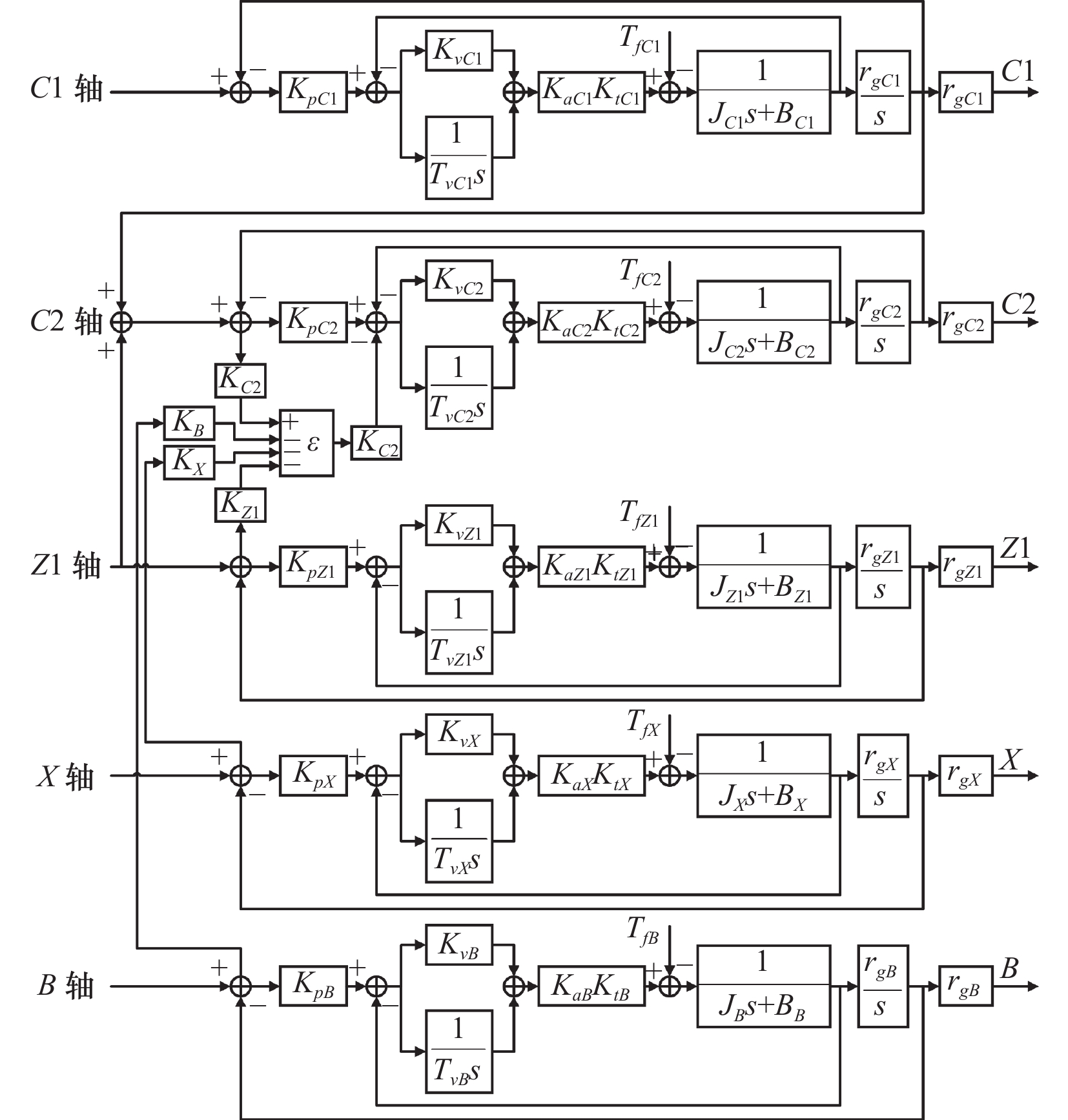
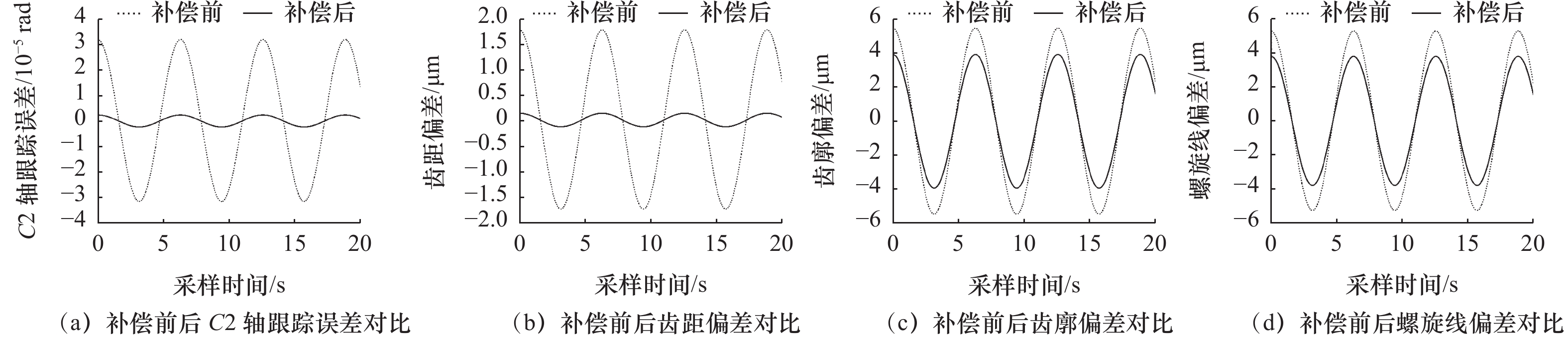
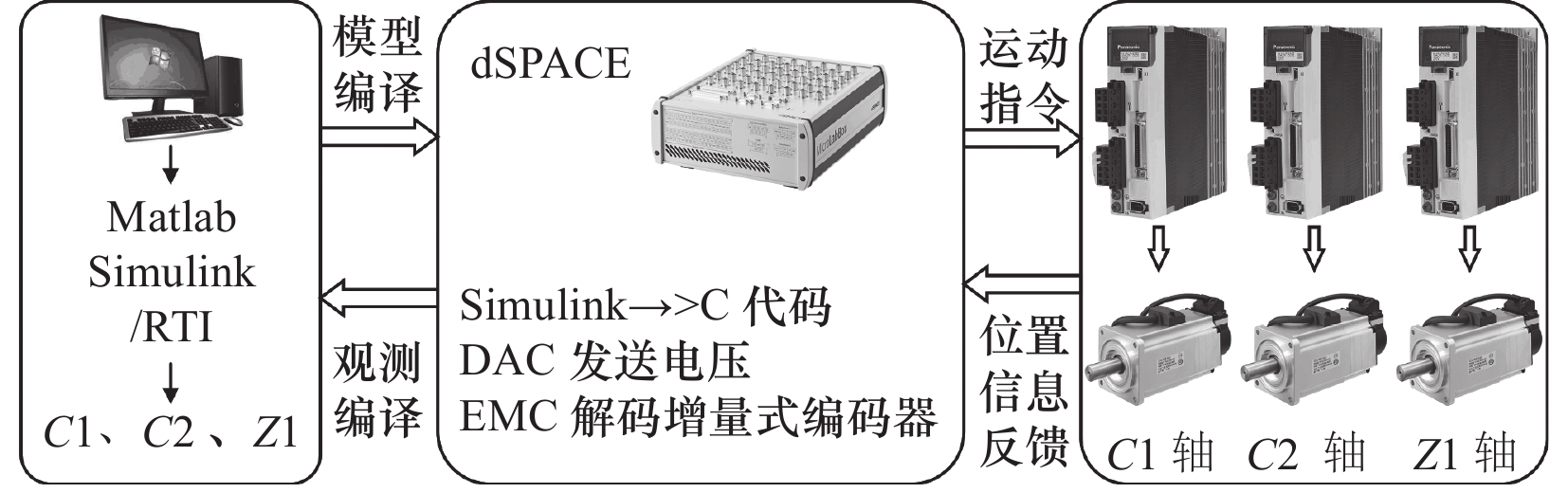
摘要: 电子齿轮箱作为一种特殊的多轴联动控制技术,是齿轮展成加工机床数控系统中的控制核心,其同步控制精度决定齿轮加工精度。内啮合强力珩齿作为一种重要的齿轮精密加工工艺,其展成加工精度很大程度上由电子齿轮箱的控制精度决定。文章结合强力珩齿加工的运动学模型,建立了内啮合强力珩齿的电子齿轮箱模型,将强力珩齿加工各运动轴跟踪误差的相对差值定义为同步误差,并将其映射到齿距偏差、齿廓偏差和螺旋线偏差上;提出一种基于电子齿轮箱的同步误差补偿控制方法,建立了同步补偿控制模型;在dSPACE半实物多轴运动仿真平台上,进行内啮合强力珩齿加工的运动控制实验。实验结果表明:所提出的基于电子齿轮箱的同步误差补偿方法可以有效降低内啮合强力珩齿的同步误差。Abstract: As a special multi-axis linkage control technology, the electronic gear box is the control core in the CNC system of the gear spreading machine tool, and its synchronization control accuracy determines the gear machining accuracy. As an important gear precision machining process, the development machining accuracy of internal meshing power honing is largely determined by the control accuracy of the electronic gear box. Combined with the kinematics model of power honing, the paper establishes the electronic gearbox model of internal mesh power honing. The relative difference of tracking error of each motion axis of power honing is defined as synchronization error, and mapped to tooth pitch deviation, tooth profile deviation and helix deviation. A synchronization error compensation control method based on the electronic gear box is proposed, and a synchronization compensation control model is established.The motion control experiments of internal meshing power honing are carried out on the dSPACE semi-physical multi-axis motion simulation platform. The experimental results show that the proposed synchronization error compensation method based on electronic gear box can effectively reduce the synchronization error of internal mesh power honing.
-
表 1 仿真采用的工件齿轮与珩磨轮参数
工件参数 珩磨轮参数 压力角α/(°) 20 压力角α/(°) 20 工件齿数Zw 50 法向模数mn/(°) 2 法向模数mn/(°) 2 螺旋角βh/(°) 25 螺旋角βw/(°) 25 B轴摆径aB/mm 125 工件齿宽bw/mm 120 螺旋角方向 右旋 工件直径ψw/mm 300  下载: 导出CSV
下载: 导出CSV
表 2 仿真结果统计与分析
仿真条件 C2轴跟踪误差/(×10−5 rad) 最大值 平均值 均方根值 补偿前 3.35 2.05 2.27 补偿后 0.30 0.15 0.17 仿真条件 齿距偏差/μm 最大值 平均值 均方根值 补偿前 1.9 1.1 1.3 补偿后 0.180 0.086 0.095 仿真条件 齿廓偏差/μm 最大值 平均值 均方根值 补偿前 5.5 3.5 3.9 补偿后 4.4 2.5 2.8 仿真条件 螺旋线偏差/μm 最大值 平均值 均方根值 补偿前 5.3 3.4 3.8 补偿后 4.2 2.4 2.7
下载: 导出CSV
表 3 实验结果统计与分析
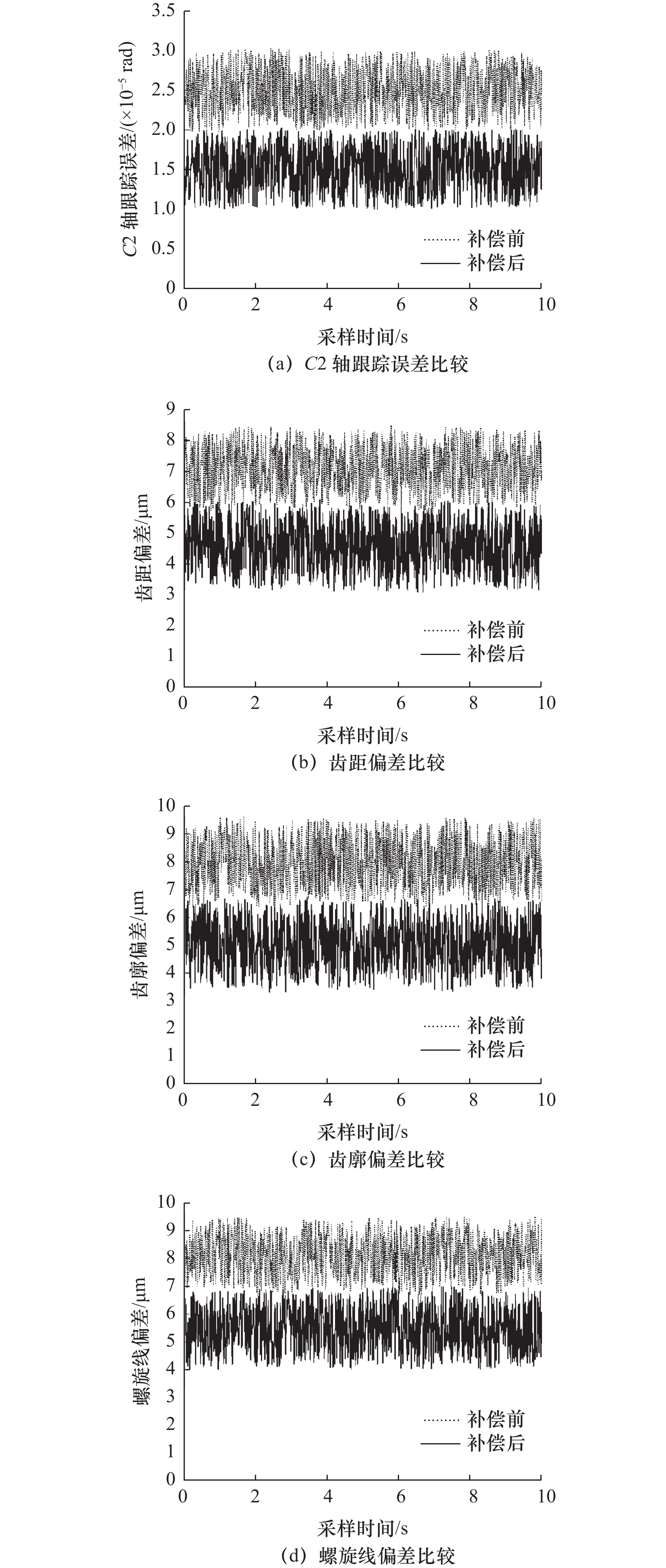
实验条件 C2轴跟踪误差/(×10−3 rad) 最大值 平均值 均方根值 补偿前 3.020 5 2.504 8 2.521 2 补偿后 2.020 2 1.525 1 1.552 7 实验条件 齿距偏差/μm 最大值 平均值 均方根值 补偿前 8.490 1 7.124 6 7.163 0 补偿后 6.082 9 4.600 0 4.669 7 实验条件 齿廓偏差/μm 最大值 平均值 均方根值 补偿前 9.637 6 7.988 8 8.037 9 补偿后 6.712 1 5.040 2 5.122 8 实验条件 螺旋线偏差/μm 最大值 平均值 均方根值 补偿前 9.488 3 8.129 9 8.164 5 补偿后 6.984 1 5.472 9 5.533 7
下载: 导出CSV
-
[1] Dinsdale J,Jones P F,Thorneycroft M,et al. The electronic gearbox—computer software replaces mechanical couplings[J]. CIRP Annals,1982,31(1):247-249. doi: 10.1016/S0007-8506(07)63307-1 [2] Tian X Q,Han J,Xia L. Precision control and compensation of helical gear hobbing via electronic gearbox cross-coupling controller[J]. International Journal of Precision Engineering and Manufacturing,2015,16:797-805. doi: 10.1007/s12541-015-0105-2 [3] 熊显文,张柱银,廖翠姣. 基于电子齿轮箱的数控插齿机内联传动结构[J]. 机械科学与技术,2008,27(6):793-798. [4] 庄磊,左敦稳,王珉,等. 电子齿轮箱系统的研究与应用[J]. 机械设计与制造工程,2001(2):48-50. [5] 石照耀. 英国克兰菲尔德精密工程研究所(CUPE)的超精密加工与测量技术[J]. 工具技术,1991(6):37-40. [6] 田晓青,韩江,夏链. 高速高精度电子齿轮箱技术研究及实现[J]. 中国机械工程,2014,25(1):11-16. [7] Khadem R,Yeh C C,Sadeghi-Tehrani M,et al. Comparative tracking error analysis of five different optical tracking systems[J]. Computer Aided Surgery,2000,5(2):98-107. doi: 10.3109/10929080009148876 [8] Chowdhary G,Mühlegg M,Johnson E. Exponential parameter and tracking error convergence guarantees for adaptive controllers without persistency of excitation[J]. International Journal of Control,2014,87(8):1583-1603. doi: 10.1080/00207179.2014.880128 [9] Do K D. Control of nonlinear systems with output tracking error constraints and its application to magnetic bearings[J]. International Journal of Control,2010,83(6):1199-1216. doi: 10.1080/00207171003664828 [10] Uchiyama N. Contouring controller design based on iterative contour error estimation for three-dimensional machining[J]. Robotics and Computer-Integrated Manufacturing,2011,27(4):802-807. doi: 10.1016/j.rcim.2011.01.001 [11] Sun D,Wang C,Shang W,et al. A synchronization approach to trajectory tracking of multiple mobile robots while maintaining time-varying formations[J]. IEEE Transactions on Robotics,2009,25(5):1074-1086. doi: 10.1109/TRO.2009.2027384 [12] 沈荣康. 基于内齿珩轮强力珩齿拓扑修形加工的多轴同步控制研究[D]. 合肥:合肥工业大学,2019:48-55. [13] 朱永刚. 内齿珩轮强力珩齿电子齿轮箱精度控制及误差补偿研究[D]. 合肥:合肥工业大学,2019:37-51. -

 下载:
下载:



 点击查看大图
点击查看大图

图(9) / 表(3)
计量
- 文章访问数: 67
- HTML全文浏览量: 20
- PDF下载量: 17
- 被引次数: 0


