

Effect of process parameters on milling force and milling temperature of 30CrMnSiA high-strength steel
-
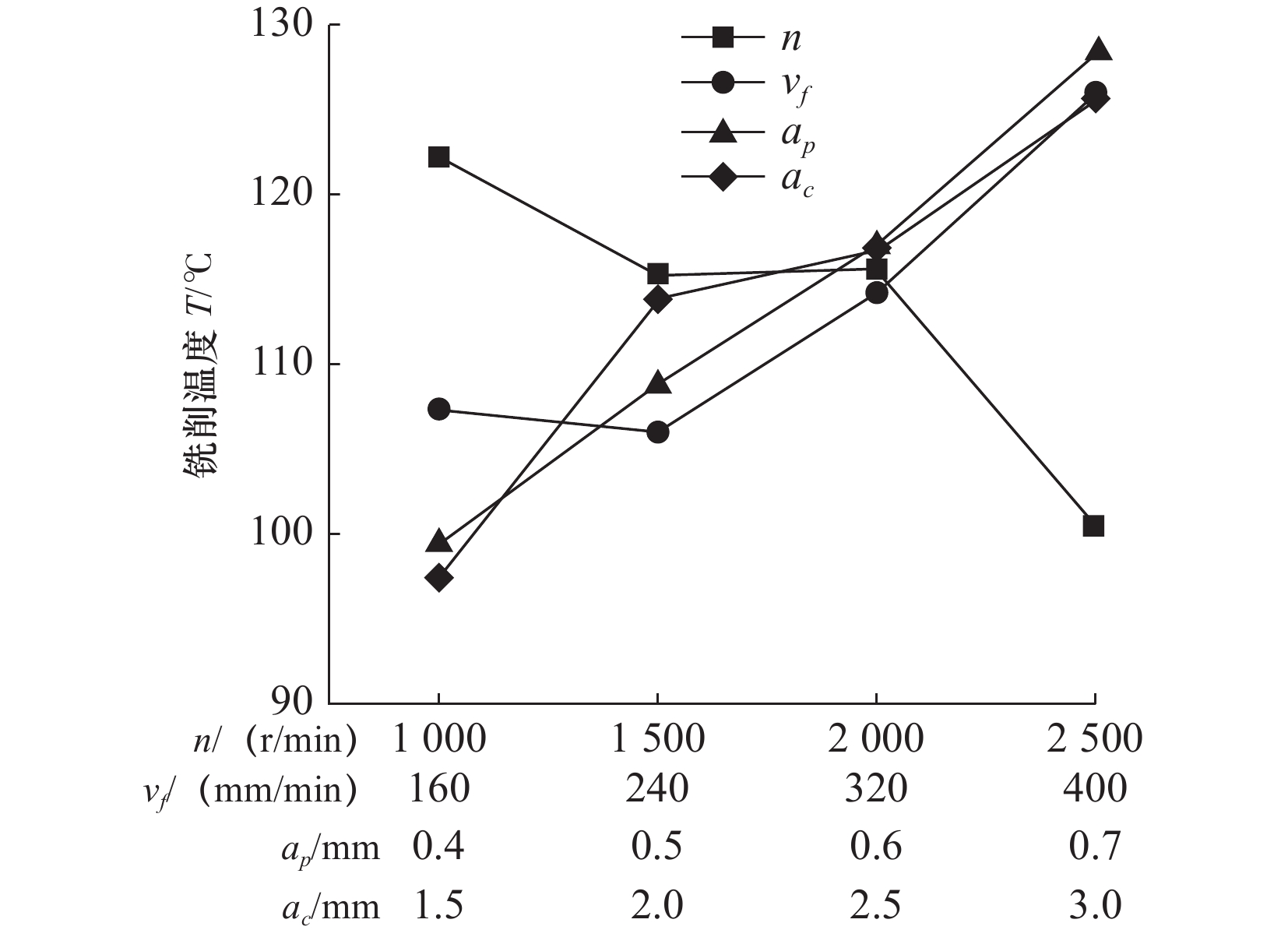
摘要: 30CrMnSiA高强钢具有较高的强度和良好的耐磨性、抗疲劳性和抗冲击性,被广泛应用于航空航天等领域。为研究工艺参数对30CrMnSiA高强钢铣削力和铣削温度的影响,采用正交试验法进行铣削试验,运用极差分析、方差分析以及有限元仿真研究了铣削力和铣削温度,并通过多元回归分析得到了铣削力的经验公式。结果表明:进给速度对铣削力的影响较大,铣削宽度、铣削深度和主轴转速影响较小,且各铣削参数主要影响X方向铣削力,对Y方向和Z方向影响较小;铣削参数对铣削温度的影响程度大小:铣削深度>铣削宽度>主轴转速>进给速度。Abstract: 30CrMnSiA high-strength steel has high strength, good wear resistance, fatigue resistance, and impact resistance, and is widely used in aerospace and other fields. In order to study the influence of process parameters on milling force and milling temperature of 30CrMnSiA high strength steel, the orthogonal test method was used to carry out milling test. The range analysis, variance analysis and finite element simulation were used to study the milling force and milling temperature, and the empirical formula of milling force was obtained through multivariate regression analysis. The results show that the feed rate has a significant impact on milling force, while the milling width, milling depth, and spindle speed have a smaller impact. Moreover, each milling parameter mainly affects the milling force in the X direction, and has a smaller impact on the Y and Z directions; The degree of influence of milling parameters on milling temperature is as follows: milling depth>milling width>spindle speed>feed speed.
-
Key words:
- high-strength steel /
- process parameters /
- milling force /
- milling temperature /
- orthogonal test
-
表 1 30CrMnSiA高强钢化学成分
元素 质量分数/(%) 元素 质量分数/(%) C 0.367 Ni 0.015 Si 1.056 Cu 0.008 Mn 1.179 P 0.012 Cr 1.141 S 0.002  下载: 导出CSV
下载: 导出CSV
表 2 正交试验因素水平
水平 n/(r/min) vf /(mm/min) $ a $p/mm $ {a}_{c} $/mm 1 1 000 160 0.4 1.5 2 1 500 240 0.5 2 3 2 000 320 0.6 2.5 4 2 500 400 0.7 3
下载: 导出CSV
表 3 正交试验结果
序号 n/(r/min) $ {v}_{f} $/(mm/min) $ a $p/mm $ {a}_{c} $/mm T/ ℃ Fx/N Fy/N Fz/N 1 1 000 160 0.4 1.5 80.20 58.86 32.84 11.27 2 1 000 240 0.5 2 107.50 97.40 42.74 18.93 3 1 000 320 0.6 2.5 136.90 142.70 52.58 26.29 4 1 000 400 0.7 3 160.40 197.70 73.82 39.25 5 1 500 240 0.4 2.5 97.60 64.89 28.24 10.43 6 1 500 160 0.5 3 124.00 72.03 33.33 12.67 7 1 500 400 0.6 1.5 112.30 98.00 55.47 21.84 8 1 500 320 0.7 2 124.00 120.00 59.14 34.21 9 2 000 320 0.4 3 111.30 110.90 39.31 19.53 10 2 000 400 0.5 2.5 119.80 105.80 53.62 18.49 11 2 000 160 0.6 2 113.50 73.48 38.76 13.58 12 2 000 240 0.7 1.5 114.80 77.82 45.76 14.70 13 2 500 400 0.4 2 107.20 115.50 47.12 30.54 14 2 500 320 0.5 1.5 81.70 63.17 28.22 12.12 15 2 500 240 0.6 3 102.30 99.80 38.81 17.69 16 2 500 160 0.7 2.5 109.40 70.77 32.21 15.36
下载: 导出CSV
表 4 铣削力极差分析结果
指标 Ki n/(r/min) vf /(mm/min) $ a $p/mm ac/mm Fx k1 124.17 68.79 87.54 74.46 k2 88.73 84.98 84.60 101.60 k3 92.00 109.19 103.50 96.04 k4 87.31 129.25 116.57 120.11 R 36.86 60.46 31.97 45.65 优水平 4 1 2 1 Fy k1 50.50 34.29 36.88 40.57 k2 44.05 38.89 39.48 46.94 k3 44.36 44.81 46.41 41.66 k4 36.59 57.51 52.73 46.32 R 13.91 23.22 15.85 6.37 优水平 4 1 1 1 Fz k1 23.94 13.22 17.94 14.98 k2 19.79 15.44 15.55 24.32 k3 16.58 23.04 19.85 17.64 k4 18.93 27.53 25.94 22.29 R 7.36 14.31 10.39 9.34 优水平 3 1 2 1
下载: 导出CSV
表 5 铣削力实验结果方差分析
铣削力 因素 离差平方和 均方 F值 显著性 Fx n 3683.223 1227.741 24.988 * vf 8499.703 2833.234 57.663 ** ap 2656.585 885.528 18.023 * ac 4238.042 1412.681 28.752 * e 147.402 49.134 — — Fy n 388.649 129.550 9.408 * vf 1214.269 404.756 29.395 * ap 612.637 204.212 14.831 * ac 124.647 41.549 3.017 — e 41.309 13.770 — — Fz n 113.040 37.680 7.773 — vf 530.248 176.749 36.460 ** ap 233.841 77.947 16.079 * ac 217.694 72.565 14.969 * e 14.543 4.848 — —
下载: 导出CSV
表 6 铣削力多元回归分析
铣削力 R R2 F F临界值 显著性 Fx 0.929 0.862 17.210 F0.01(4,11)=5.67 ** Fy 0.886 0.785 10.029 ** Fz 0.839 0.704 6.535 **
下载: 导出CSV
表 7 正交试验结果
指标 Ki n/(r/min) vf /( mm/min) $ a $p/mm ac/mm T k1 121.25 106.78 99.08 97.25 k2 114.48 105.55 108.25 113.05 k3 114.85 113.48 116.25 115.93 k4 100.15 124.93 127.15 124.50 R 21.10 19.38 28.07 27.25 优水平 4 2 1 1
下载: 导出CSV
-
[1] 周武风,董娜,戴木海,等. 30CrMnSiA支臂零件裂纹产生原因分析[J]. 失效分析与预防,2022,17(2):129-133. doi: 10.3969/j.issn.1673-6214.2022.02.010 [2] 夏琴香,范旭东,周昊阳,等. 30CrMnSiA合金结构钢电流辅助单向压缩流变行为[J]. 塑性工程学报,2023,30(6):125-132. [3] 郭强,迟克刚. 30CrMnSiA钢结构件低温断裂失效分析[J]. 金属热处理,2023,48(8):276-280. doi: 10.13251/j.issn.0254-6051.2023.08.045 [4] 严金凤,申小平,荆琴. 航空合金钢30CrMnSiA深孔钻削预测模型研究[J]. 南昌航空大学学报:自然科学版,2019,33(1):86-90. [5] 李尧,胡敏,董松,等. 基于ABAQUS的30CrMnSiA合金钢切削仿真研究[J]. 工具技术,2016,50(9):35-37. [6] 刘振祥,黄树涛,张玉璞,等. 切削用量对高效铣削高强钢切削温度的影响研究[J]. 兵器材料科学与工程,2023,46(4):80-85. [7] 刘贞,潘广悦,李轩,等. 高强钢30CrMnSi铣削加工性能研究[J]. 新技术新工艺,2020(11):62-65. [8] Yang Z C,Xue Y,Li Y,et al. The effect of milling parameters on surface integrity in high-speed milling of ultrahigh strength steel[J]. Procedia CIRP,2018,71:83-88. doi: 10.1016/j.procir.2018.05.076 [9] Kumar M S,Shafeer P K,Ross N S,et al. A comprehensive machinability comparison during milling of AISI 52100 steel under dry and cryogenic cutting conditions[J]. Journal of Engineering Manufacture,2023,237(3):364-376. doi: 10.1177/09544054221101749 [10] 张昱,张昌明. AerMet100超高强度钢铣削表面质量与参数优化[J]. 兵器材料科学与工程,2020,43(5):5-10. [11] Xu J,Yan F W,Li Y,et al. Multiobjective optimization of milling parameters for ultrahigh-strength steel AF1410 based on the NSGA-II Method[J]. Advances in Materials Science and Engineering,2020(3):8796738. [12] 王忠建,雷小宝,熊洪源,等. 航空不锈钢30CrMnSiA大去除率条件下的铣削力分析[J]. 工具技术,2016,50(1):67-70. -

 下载:
下载:




 点击查看大图
点击查看大图

图(5) / 表(7)
计量
- 文章访问数: 62
- HTML全文浏览量: 13
- PDF下载量: 17
- 被引次数: 0


