

Research on machining method of cylindrical gear with micro-drum tooth
-
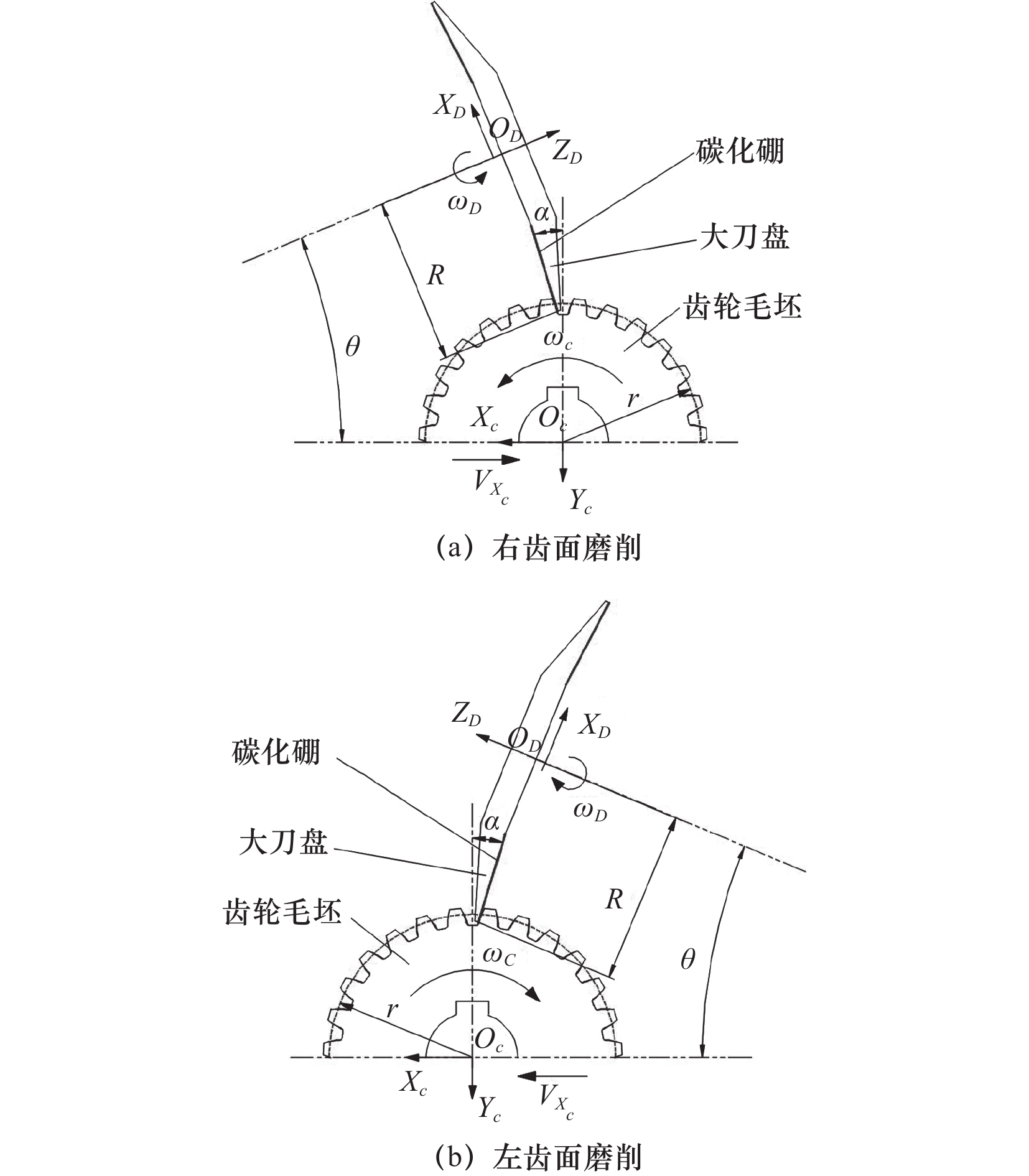
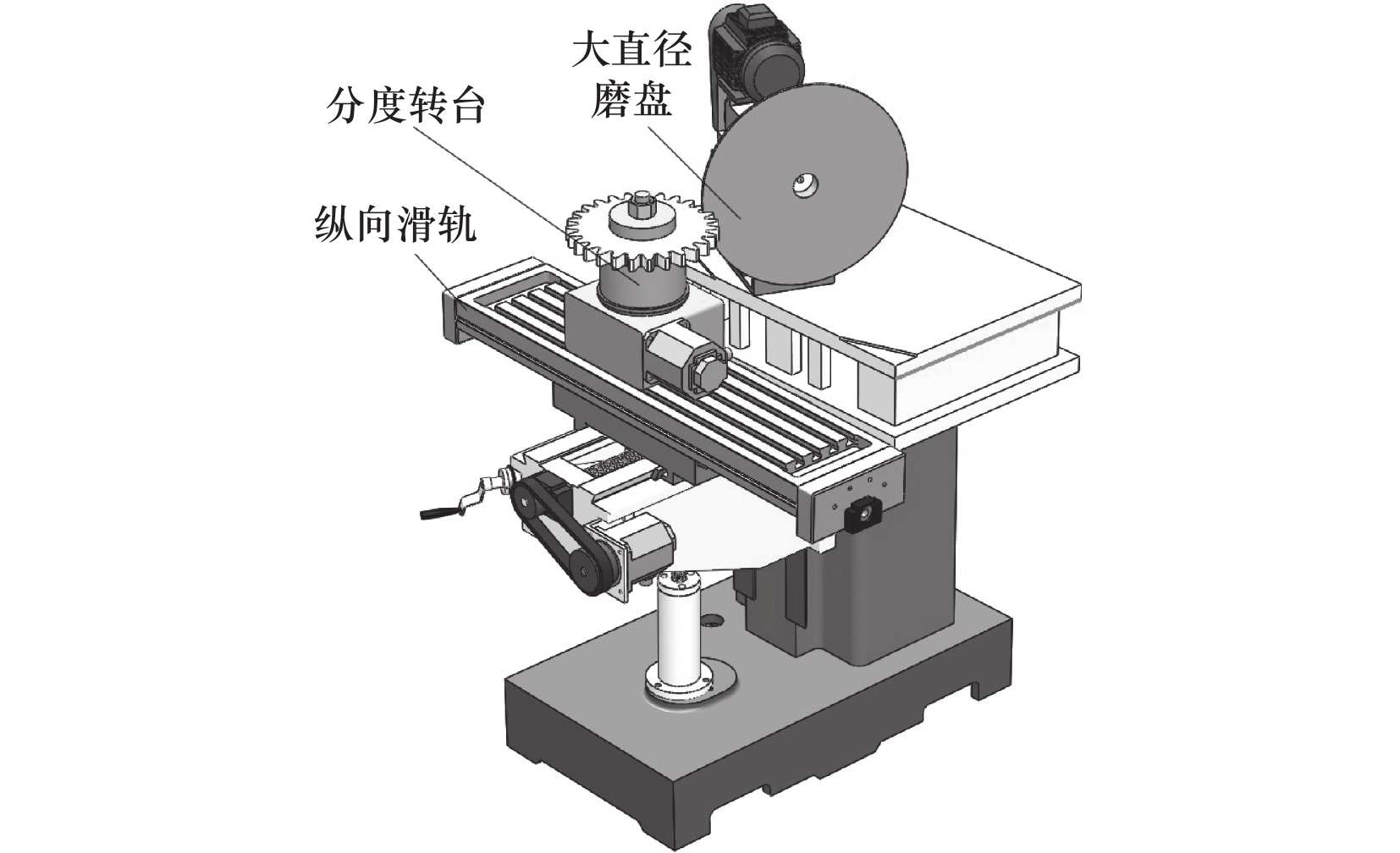
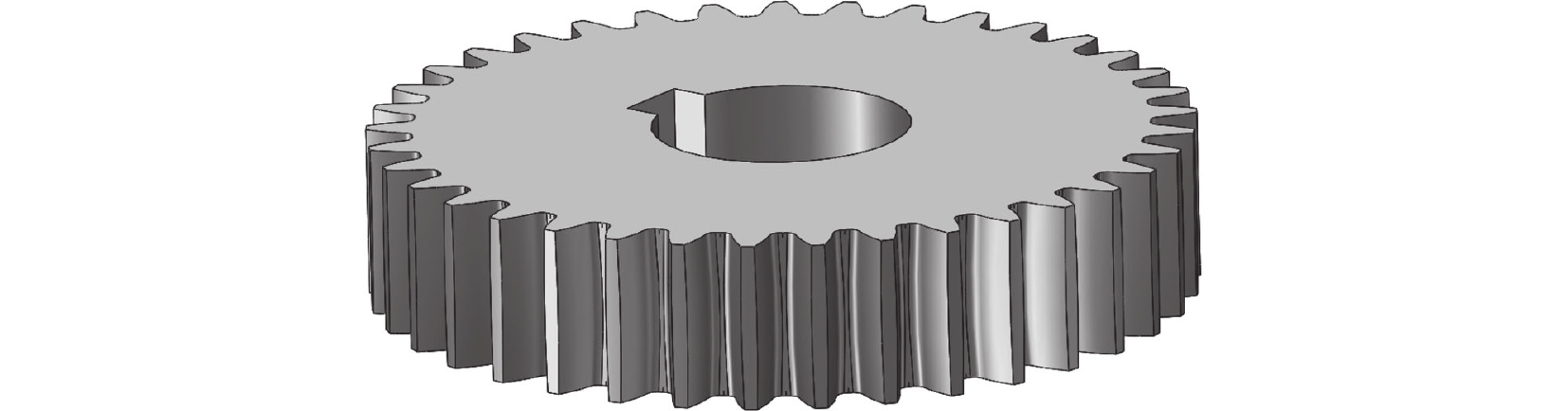
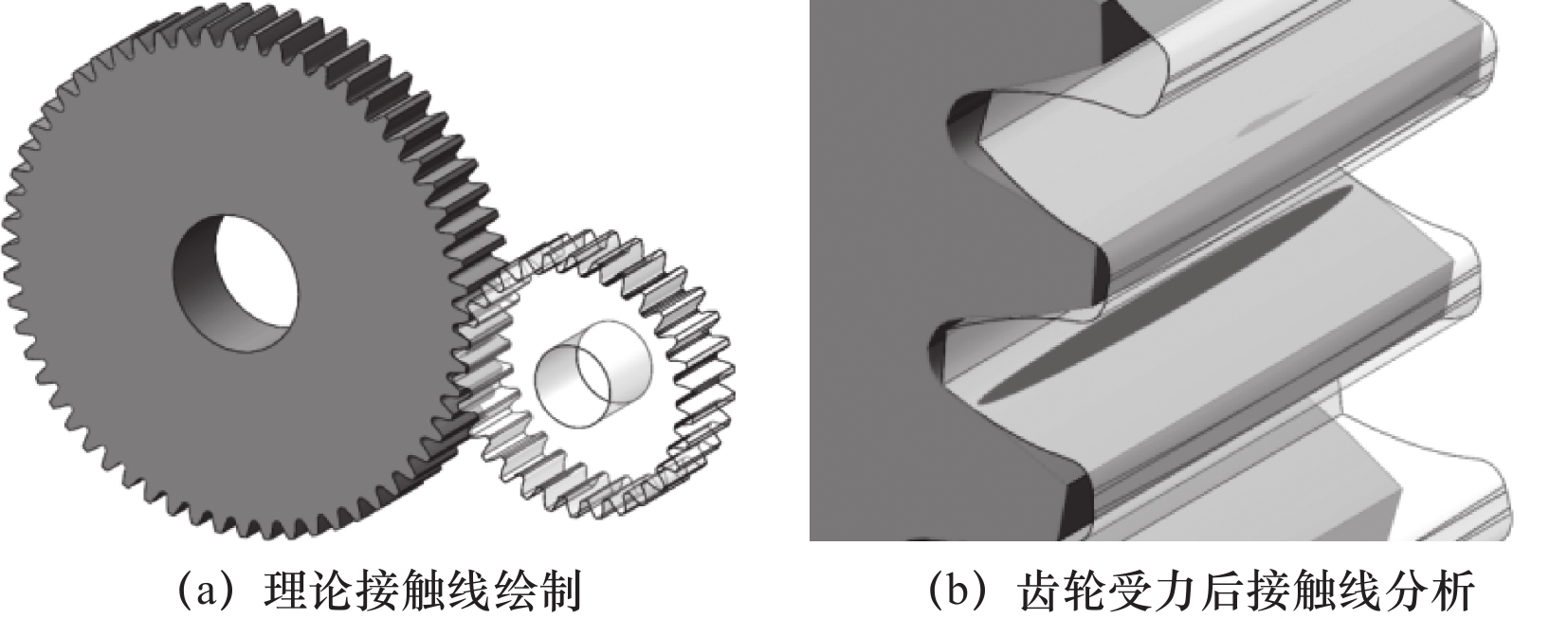
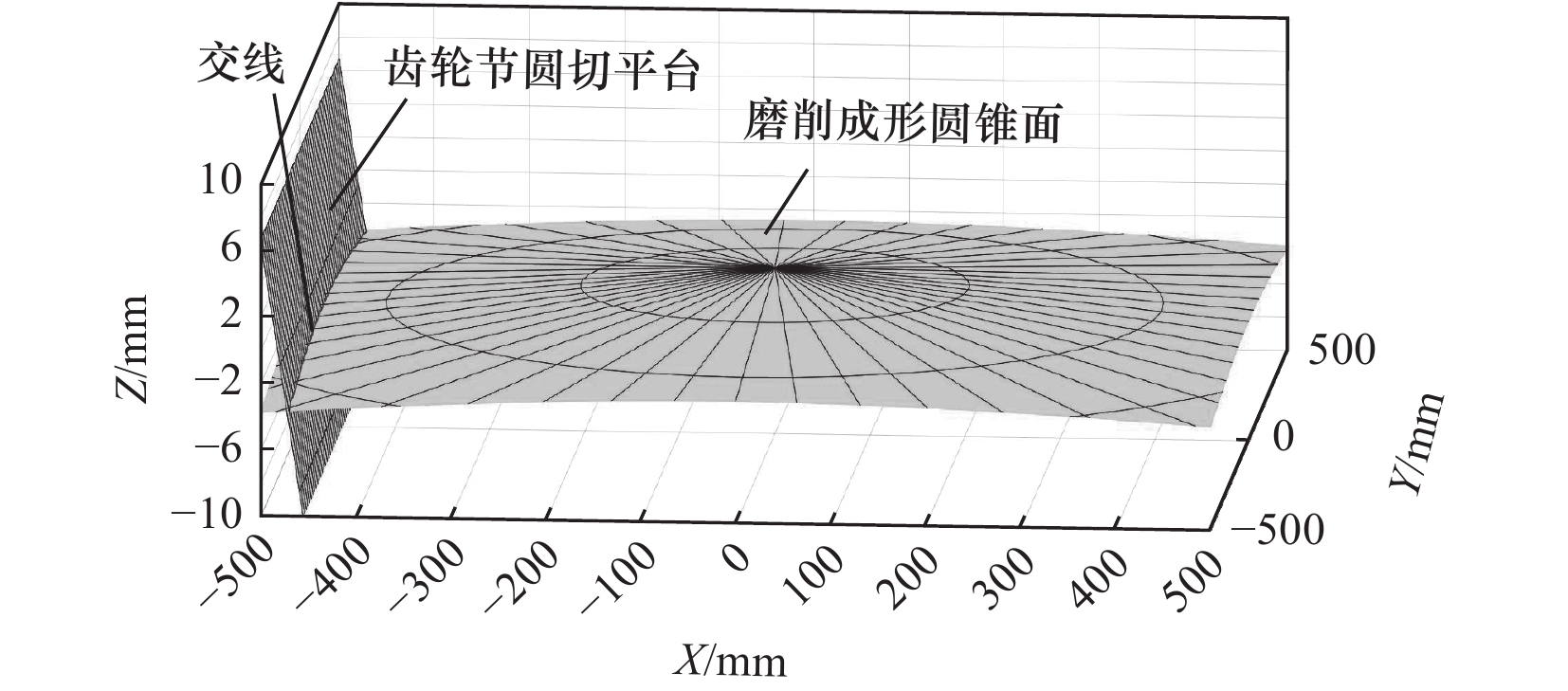
摘要: 通过对现有磨齿加工工艺的研究,文章提出了一种可实现齿向修形的新型磨削工艺,通过在倾斜安装的立方碳化硼磨盘对齿轮齿面进行磨削,基于 Vericut加工仿真验证,该磨削方法可以实现齿轮的齿向修形并全齿宽磨削齿面。利用仿真后的齿轮进行齿轮副齿面接触分析,得到接触区间主要分布在齿面中间部分区域,可有效减小齿轮副啮合偏载,提升齿轮传动的平稳性。根据磨盘磨削轨迹与被加工齿轮节圆切平面的几何位置关系,构建鼓形量控制调节模型,得出鼓形量可由立方碳化硼磨盘的安装角度进行控制,能够保证齿向修形量的准确性与稳定性。Abstract: Based on the study of the existing grinding technology, a new grinding process which can realize tooth profile modification is put forward. The gear tooth surface is grinded by an inclined cubic boron carbide grinding disc. Based on Vericut machining simulation verification, this grinding method can realize gear tooth profile modification and full tooth width grinding. The contact analysis of the tooth surface of the gear pair is carried out by using the simulated gear, and it is found that the contact interval is mainly distributed in the middle part of the tooth surface, which can effectively reduce the meshing partial load of the gear pair and improve the stationarity of the gear transmission. According to the geometric position relationship between the grinding track of the grinding disc and the circular cutting plane of the machined gear section, the drum shape control adjustment model is constructed, and it is concluded that the drum shape can be controlled by the installation angle of the cubic boron carbide grinding disc, which can ensure the accuracy and stability of the tooth modification.
-
表 1 齿轮及加工刀具参数
齿数 36 模数 5 压力角α/(°) 20 齿宽B/mm 30 齿顶高系数$ {h_a^*} $ 1 顶隙系数$ {C^*} $ 0.25 磨盘半径$ {R_T} $/mm 500 磨盘安装角θ/(°) 20.3  下载: 导出CSV
下载: 导出CSV
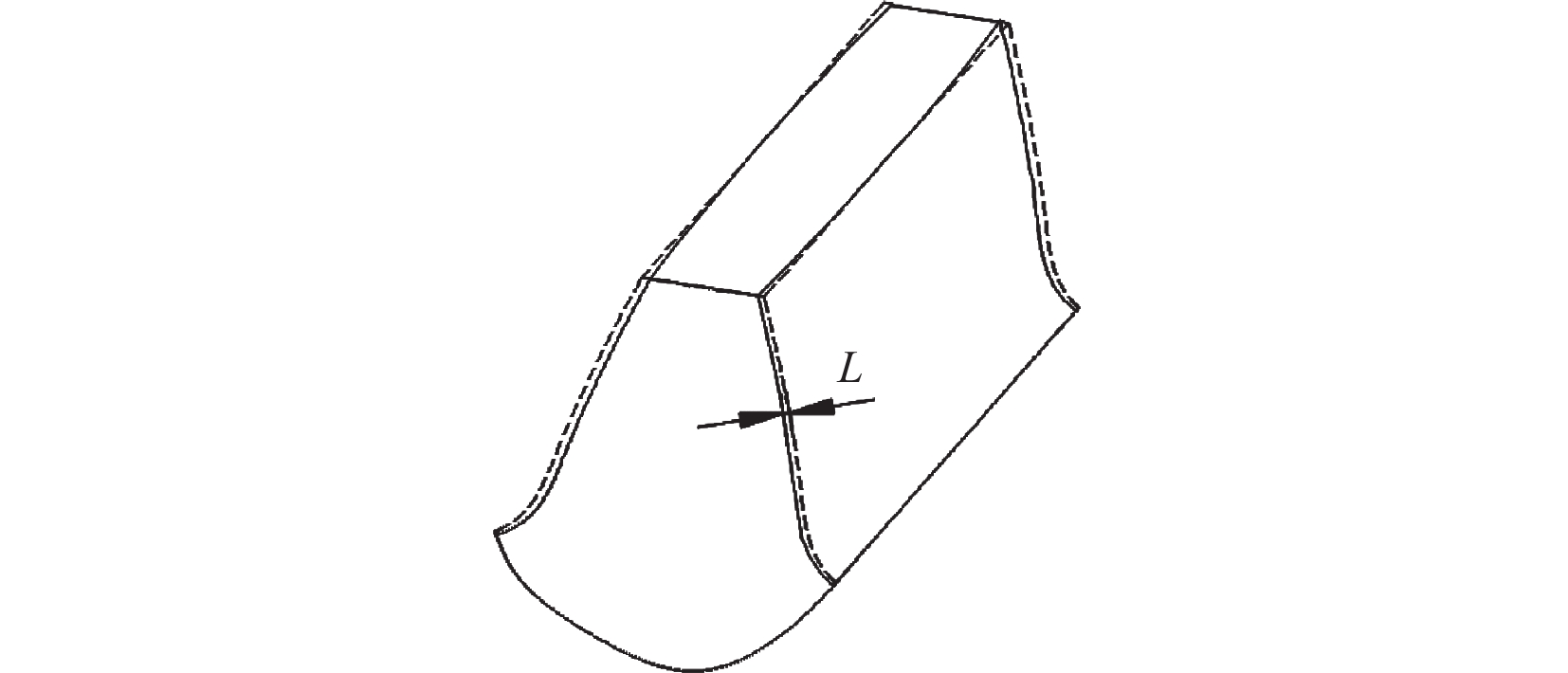
表 2 不同磨盘安装角下齿轮的鼓形量
磨盘安装角$\theta $/($ ^ \circ $) 鼓形量$L$/mm 20.50 0.021 7 20.45 0.019 5 20.40 0.017 3 20.35 0.015 1 20.30 0.012 9 20.25 0.010 7 20.20 0.008 5 20.15 0.006 4 20.10 0.004 2 20.05 0.002 1 20.00 0
下载: 导出CSV
-
[1] Peng Y,Song A P,Shen Y H,et al. A novel arc-tooth-trace cycloid cylindrical gear[J]. Mechanism and Machine Theory,2017,118:180-193. doi: 10.1016/j.mechmachtheory.2017.08.009 [2] 相涯. 渐开线圆柱齿轮齿向鼓形修形方法研究[J]. 机械传动,2018,42(6):49-52,107. doi: 10.16578/j.issn.1004.2539.2018.06.011 [3] 张明,周锦进. 圆柱齿轮轮齿电化学鼓形修整装置[J]. 制造技术与机床,2000(1):43-44. doi: 10.3969/j.issn.1005-2402.2000.01.017 [4] 罗才旺,唐进元,陈思雨. 齿向鼓形修形及偏载对齿轮传动特性的影响研究[J]. 机械科学与技术,2011,30(8):1331-1334,1342. [5] 辛经纬,王生泽. 齿轮修形及其实现方法研究[J]. 机械,2009,36(5):19-21. doi: 10.3969/j.issn.1006-0316.2009.05.006 [6] Imrek H,Duzcuoglu H. Relation between wear and tooth widthmodification in spur gears[J]. Wear,2007,262(3-4):390-394. doi: 10.1016/j.wear.2006.06.004 [7] Fatih K,Stephen E. Influence of tip relief modification on the wear of spur gears with asymmetric teeth[J]. Tribology Transactions,2008,51(5):581-588. doi: 10.1080/10402000802011703 [8] Han J,Zhu Y G,Xia L,et al. A novel gear flank modification methodology on internal gearing power honing gear machine[J]. Mechanism and Machine Theory,2018,121:669-682. doi: 10.1016/j.mechmachtheory.2017.11.024 [9] 王少杰,夏链,韩江,等. 基于多轴联动控制的内齿珩轮强力珩齿齿向修形工艺研究[J]. 合肥工业大学学报:自然科学版,2022,45(1):18-23. [10] Yu T,Qian Y X,Dong K,et al. Improving the precisionof gear honing with external honing ring using diamonddressing gear[J]. Advanced Materials Research,2010,135:111-115. doi: 10.4028/www.scientific.net/AMR.135.111 [11] 蒋进科,方宗德,刘钊. 拓扑修形斜齿轮齿面插齿修正[J]. 华中科技大学学报:自然科学版,2019,47(7):102-107. [12] 阳辉,黄筱调,方成刚,等. 成形磨齿齿向修形扭曲误差分析及补偿[J]. 机床与液压,2019,47(9):99-106,161. doi: 10.3969/j.issn.1001-3881.2019.09.021 [13] 何坤,杜彦斌,余凯飞. 齿向任意修形齿轮的连续展成磨削运动轨迹规划[J]. 制造技术与机床,2019(5):81-86. doi: 10.19287/j.cnki.1005-2402.2019.05.012 -

 下载:
下载:



 点击查看大图
点击查看大图

图(9) / 表(2)
计量
- 文章访问数: 59
- HTML全文浏览量: 10
- PDF下载量: 18
- 被引次数: 0


