

Research on optimization of temperature measurement points for linear feed axis of CNC machine tools
-
摘要: 为分析数控机床直线进给系统的温度场,需要布置一定数量的温度测点来进行温度数据的采集。然而,测点的位置和数目都会对研究结果产生直接影响。为实现准确布置温度测点,文章提出一种基于统计学理论进行改进的Canopy-FCM-GRA温度测点优化模型。以某数控机床X向直线进给轴为例,首先根据测得的实验数据确定预聚类数,然后通过模糊矩阵和灰色关联度系数筛选出相应的温度敏感点,最后基于SVR理论分别建立温度测点优化前和优化后的温度-热误差预测模型,通过比较两个模型精度来验证温度测点优化的有效性。结果表明,温度测点优化效果良好,通过优化后的测温点可准确探究进给系统的热特性。Abstract: To analyze the temperature field of the linear feed system of CNC machine tools, it is necessary to arrange a certain number of temperature measurement points for temperature data collection. However, the research results will be directly affected by the location and number of measurement points. To achieve accurate placement of temperature measurement points, an improved Canopy FCM-GRA temperature measurement point optimization model based on statistical theory is proposed in this paper. Taking the X-axis linear feed axis of a certain CNC machine tool as an example, the pre clustering number is first determined based on the measured experimental data, and then the corresponding temperature sensitive points are selected through fuzzy matrix and grey correlation coefficient. Finally, based on SVR theory, temperature thermal error prediction models are established before and after temperature measurement point optimization. The effectiveness of temperature measurement point optimization is verified by comparing the accuracy of the two models. The results show that the optimization effect of temperature measurement points is good, and the optimized temperature measurement points can accurately explore the thermal characteristics of the feed system.
-
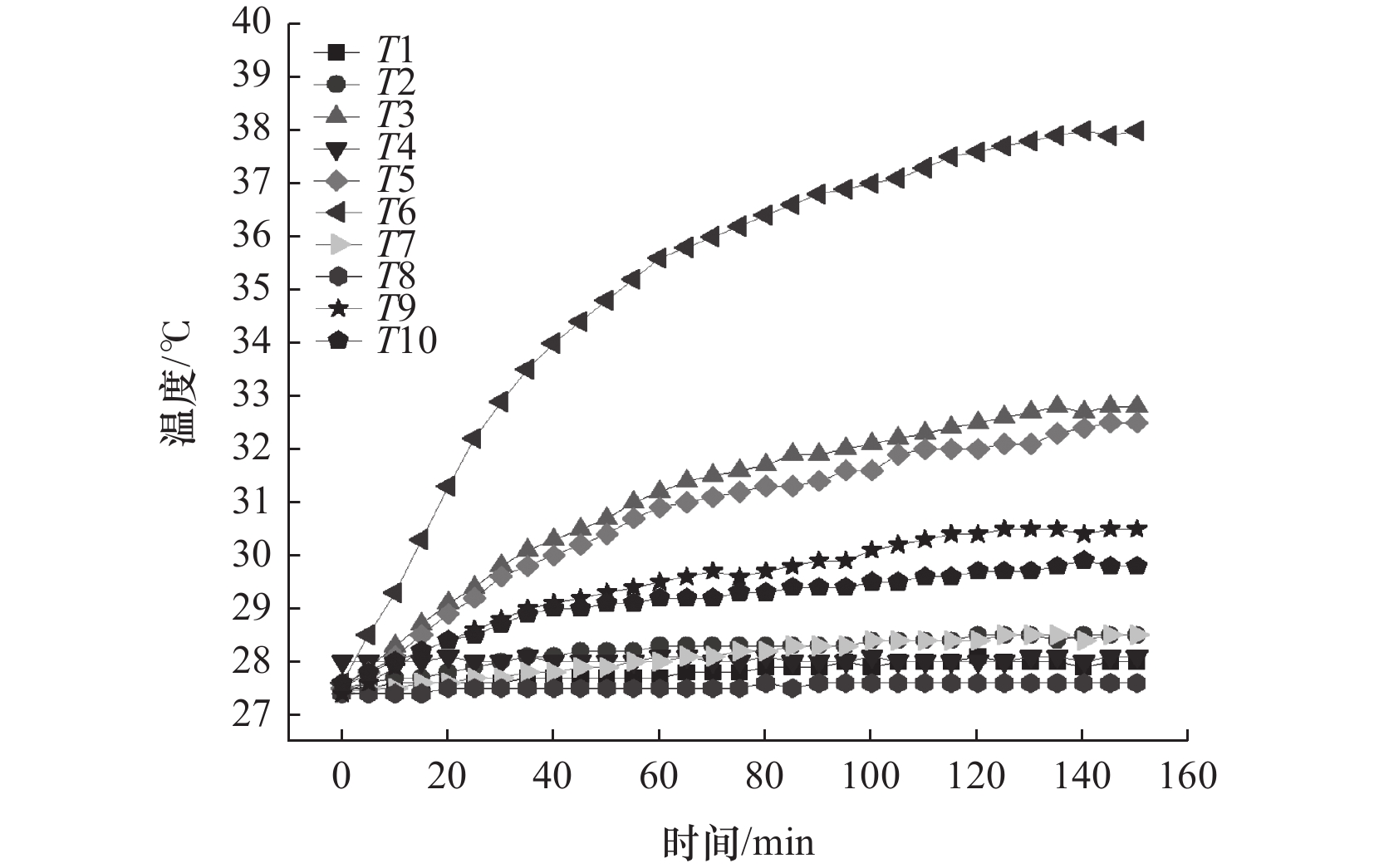
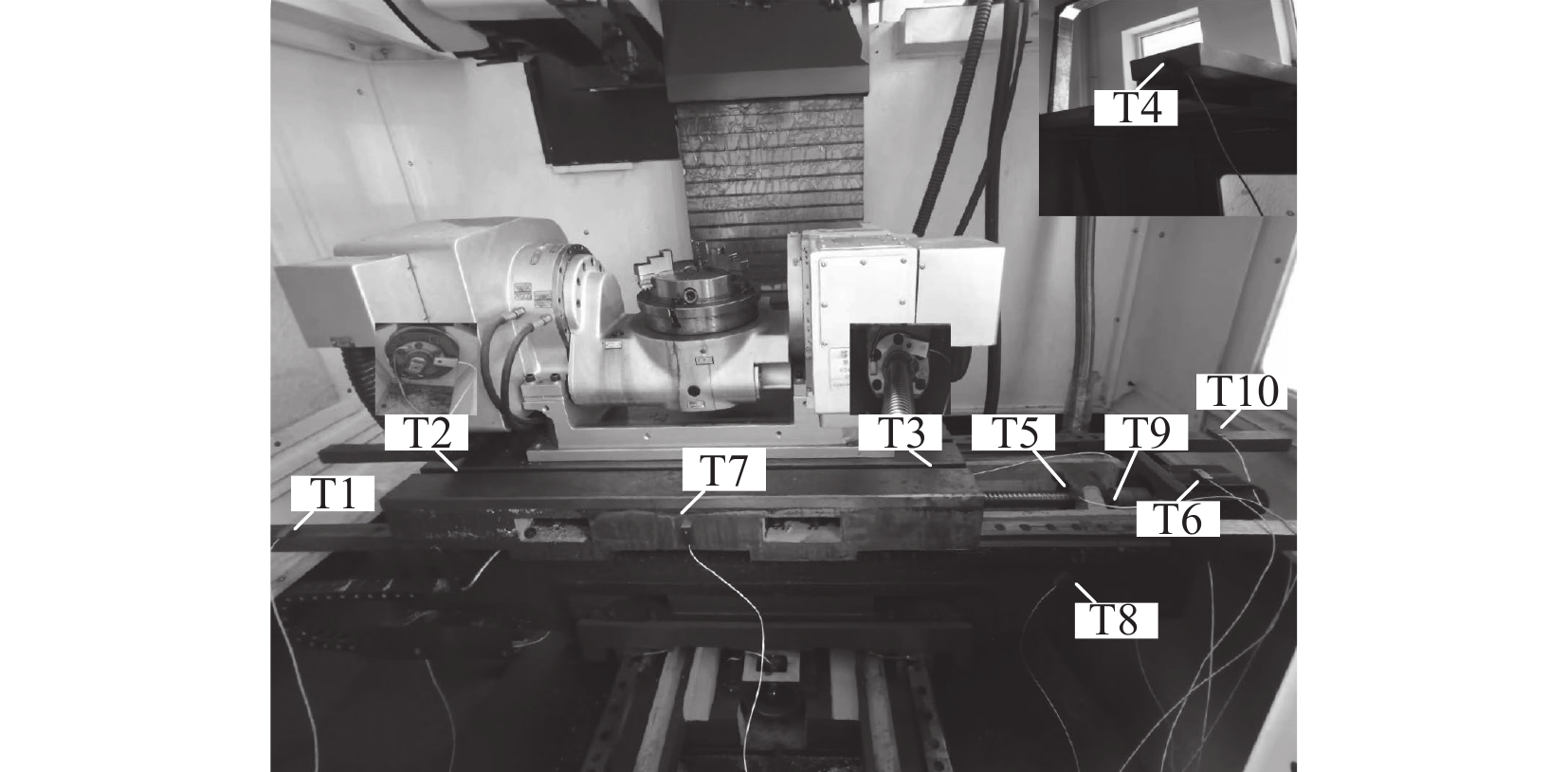
表 1 温度传感器布置说明
温度传感器编号 布置位置 T1、T10 远端导轨、电机端导轨 T2、T3 丝杠尾座、螺母座 T5、T9 电机端丝杠前/后 T6 电机外壳 T4、T7、T8 环境、工作台、床身  下载: 导出CSV
下载: 导出CSV
表 4 各温度测点的灰色关联度系数
温度测点 灰色关联度系数 温度测点 灰色关联度系数 T1 0.690 2 T6 0.749 6 T2 0.694 4 T7 0.693 0 T3 0.713 9 T8 0.690 9 T4 0.690 1 T9 0.704 7 T5 0.712 6 T10 0.701 4
下载: 导出CSV
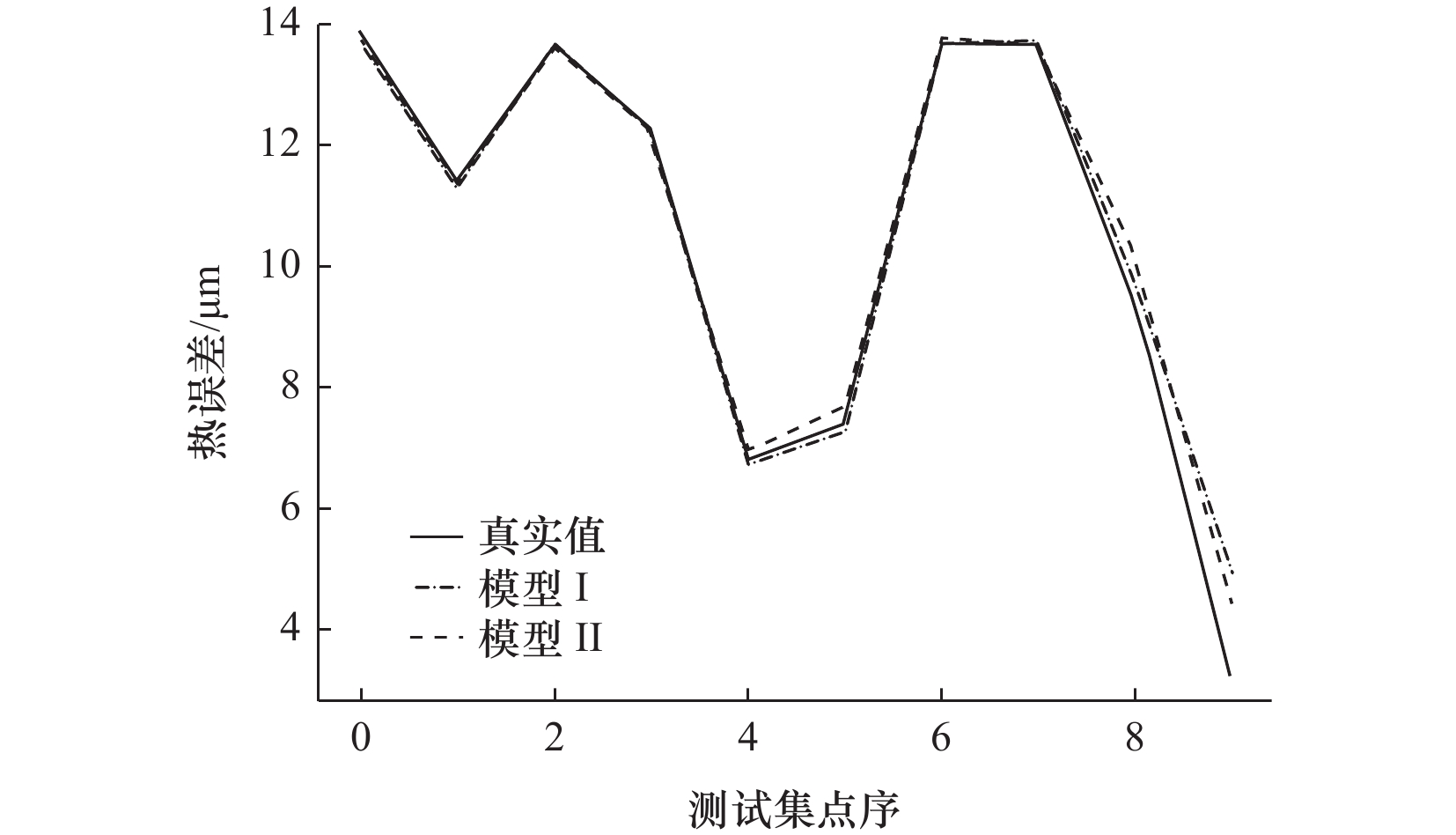
表 5 模型Ⅰ、Ⅱ的评价系数值
系数类型 模型I结果 模型II结果 MAE 0.375 9 0.426 MSE 0.297 4 0.306 6 RMSE 0.545 3 0.553 7 r2 0.975 3 0.976
下载: 导出CSV
-
[1] 黄智,刘永超,廖荣杰,等. 基于SSO算法优化神经网络的数控机床热误差建模[J]. 东北大学学报:自然科学版,2021,42(11):1569-1578. [2] 李媛,曲航,戴野,等. 电主轴热误差补偿技术的研究进展[J]. 航空制造技术,2022,65(11):87-97,103. [3] 李帅,罗韬. 大型机床滚珠丝杠副温升与降温研究[J]. 机床与液压,2021,49(18):62-66. doi: 10.3969/j.issn.1001-3881.2021.18.012 [4] 袁江,陶涛,许凯,等. 机床丝杠进给系统热误差测点优化及实验[J]. 机械设计与制造,2021(3):258-260,265. doi: 10.3969/j.issn.1001-3997.2021.03.058 [5] 邓小雷,陈昱珅,方诚至,等. 基于加权融合矩阵系统聚类的多机床温度测点选择方法[J]. 浙江大学学报:工学版,2023,57(6):1147-1156. [6] 黄智,刘永超,邓涛,等. 一种五轴数控机床热误差建模方法[J]. 中国机械工程,2020,31(13):1529-1538. [7] 沈振辉,杨拴强. 基于模糊聚类及相关性分析的温度测点布置优化方法研究[J]. 现代制造工程,2018(11):112-118. doi: 10.16731/j.cnki.1671-3133.2018.11.020 [8] 赵家黎,吴丽媛,黄利康,等. 基于改进的FCM聚类算法对温度测点的优化和建模[J]. 组合机床与自动化加工技术,2019(6):63-66. doi: 10.13462/j.cnki.mmtamt.2019.06.017 [9] Li Y,Zhao W H,Wu W W. et al. Boundary conditions optimization of spindle thermal error analysis and thermal key points selection based on inverse heat conduction[J]. International Journal of Advanced Manufacturing Technology,2017,90(9-12):2803-2812. doi: 10.1007/s00170-016-9594-0 [10] 谢飞,王玲,殷鸣,等. 数控机床热误差的温度测点优化方法[J]. 组合机床与自动化加工技术,2019(6):45-49. doi: 10.13462/j.cnki.mmtamt.2019.06.013 [11] Vyroubal J. Compensation of machine tool thermal deformation in spindle axis direction based on decomposition method[J]. Precision Engineering,2012,36(1):121-127. doi: 10.1016/j.precisioneng.2011.07.013 [12] 马跃,王洪福,孙伟,等. 基于IFCM-GRA的空间多维热误差温度测点优化[J]. 大连理工大学学报,2016,56(3):236-243. doi: 10.7511/dllgxb201603003 [13] 李传珍,李国龙,陶小会,等. 基于改进有序聚类法的立式加工中心进给系统温测点优化[J]. 工程设计学报,2020,27(2):223-231. doi: 10.3785/j.issn.1006-754X.2020.00.021 [14] 戴野,尹相茗,魏文强,等. 基于ANFIS的高速电主轴热误差建模研究[J]. 仪器仪表学报,2020,41(6):50-58. doi: 10.19650/j.cnki.cjsi.J2006202 [15] 李淋,蔡站文,杨勇,等. 数控插齿机热误差模块化稳健性预测模型建立[J]. 机床与液压,2022,50(8):26-30. doi: 10.3969/j.issn.1001-3881.2022.08.005 [16] 高卫国,王伟松,张大卫,等. 考虑结构热变形的机床进给系统热误差研究[J]. 工程设计学报,2019,26(1):29-38. [17] 刘阔,韩伟,王永青,等. 数控机床进给轴热误差补偿技术研究综述[J]. 机械工程学报,2021,57(3):156-173. -

 下载:
下载:



 点击查看大图
点击查看大图
图(7) / 表(5)
计量
- 文章访问数: 52
- HTML全文浏览量: 20
- PDF下载量: 16
- 被引次数: 0


