

Research on the effect of milling process on surface quality of laser claddingadditive Fe45 alloy
-
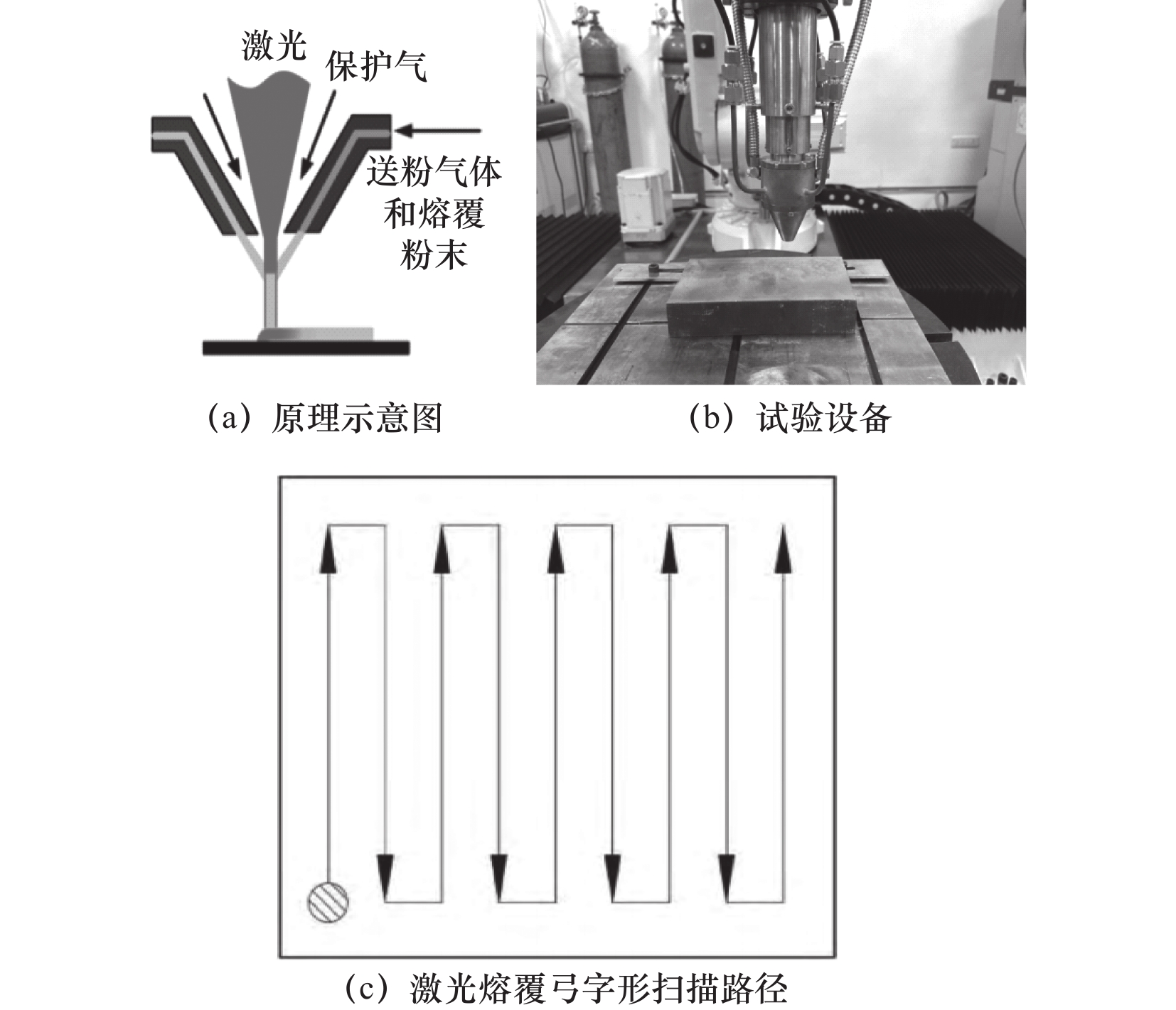
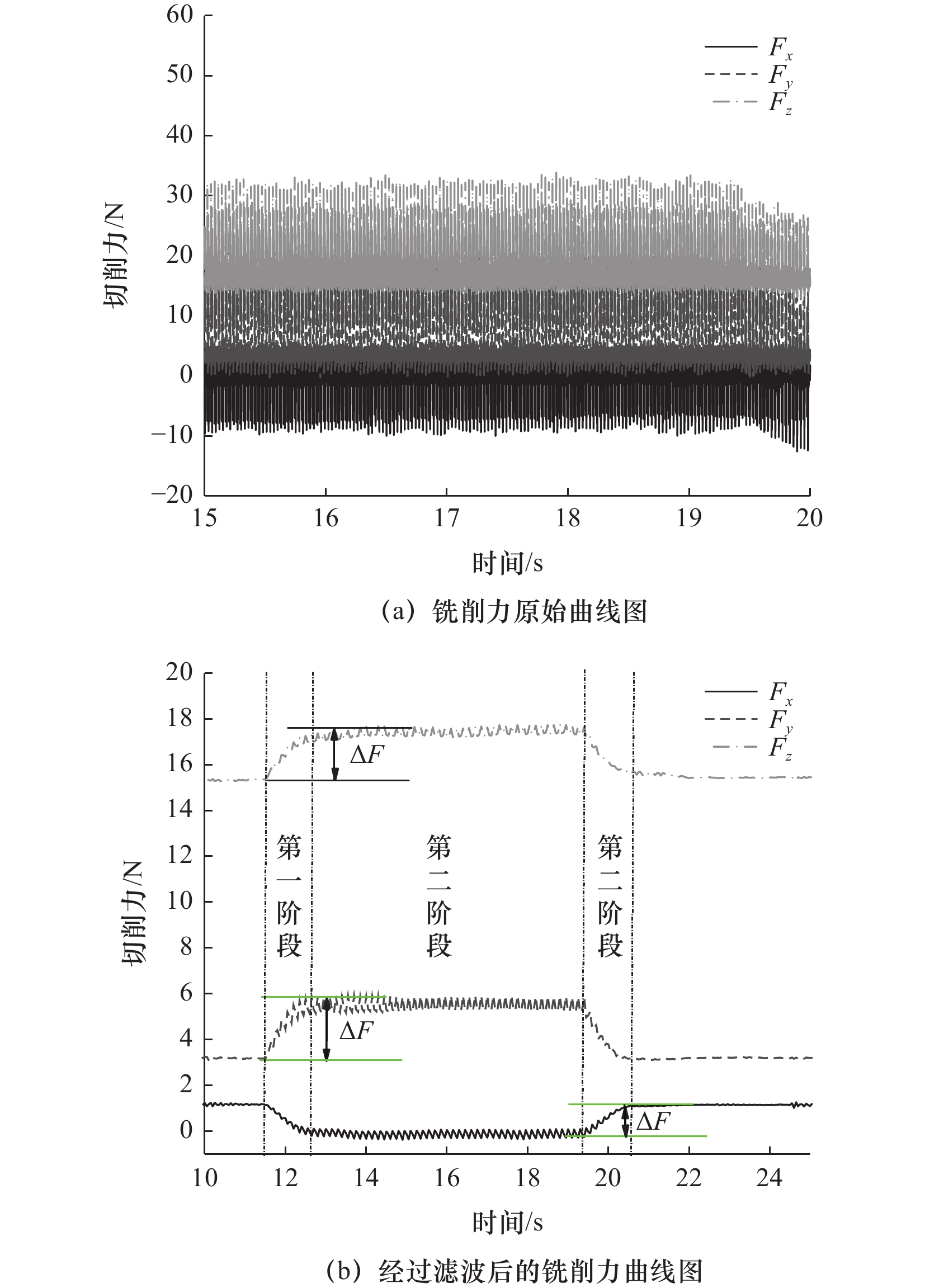
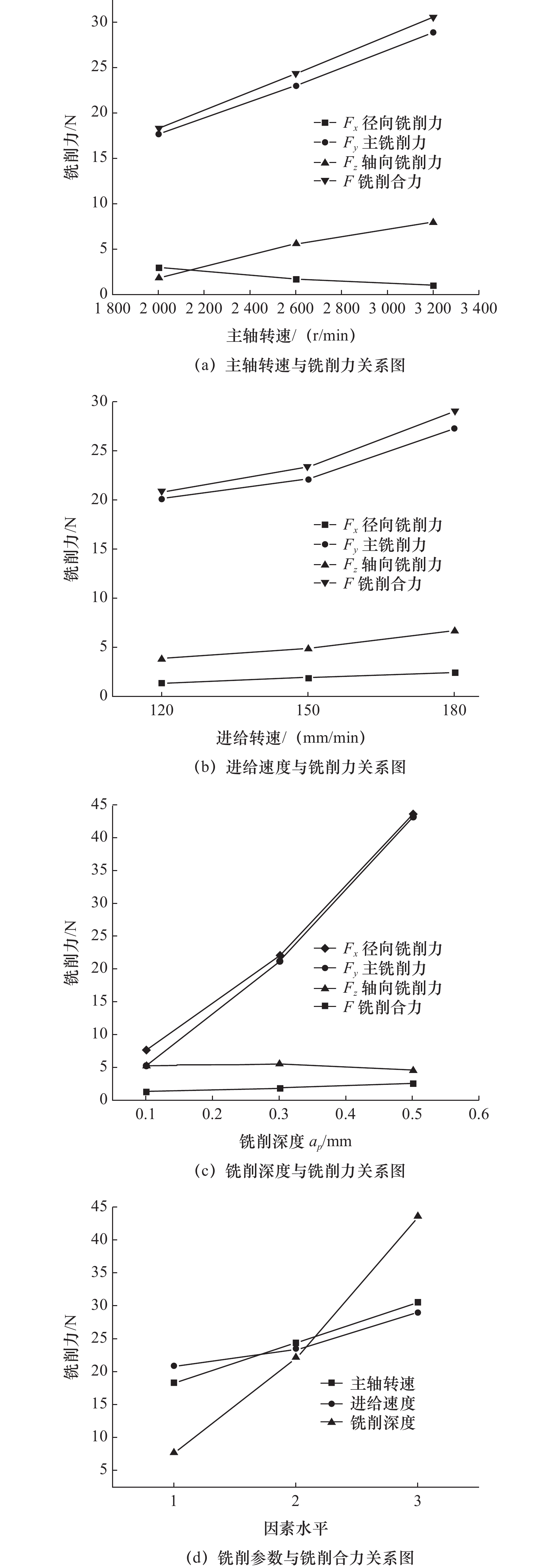
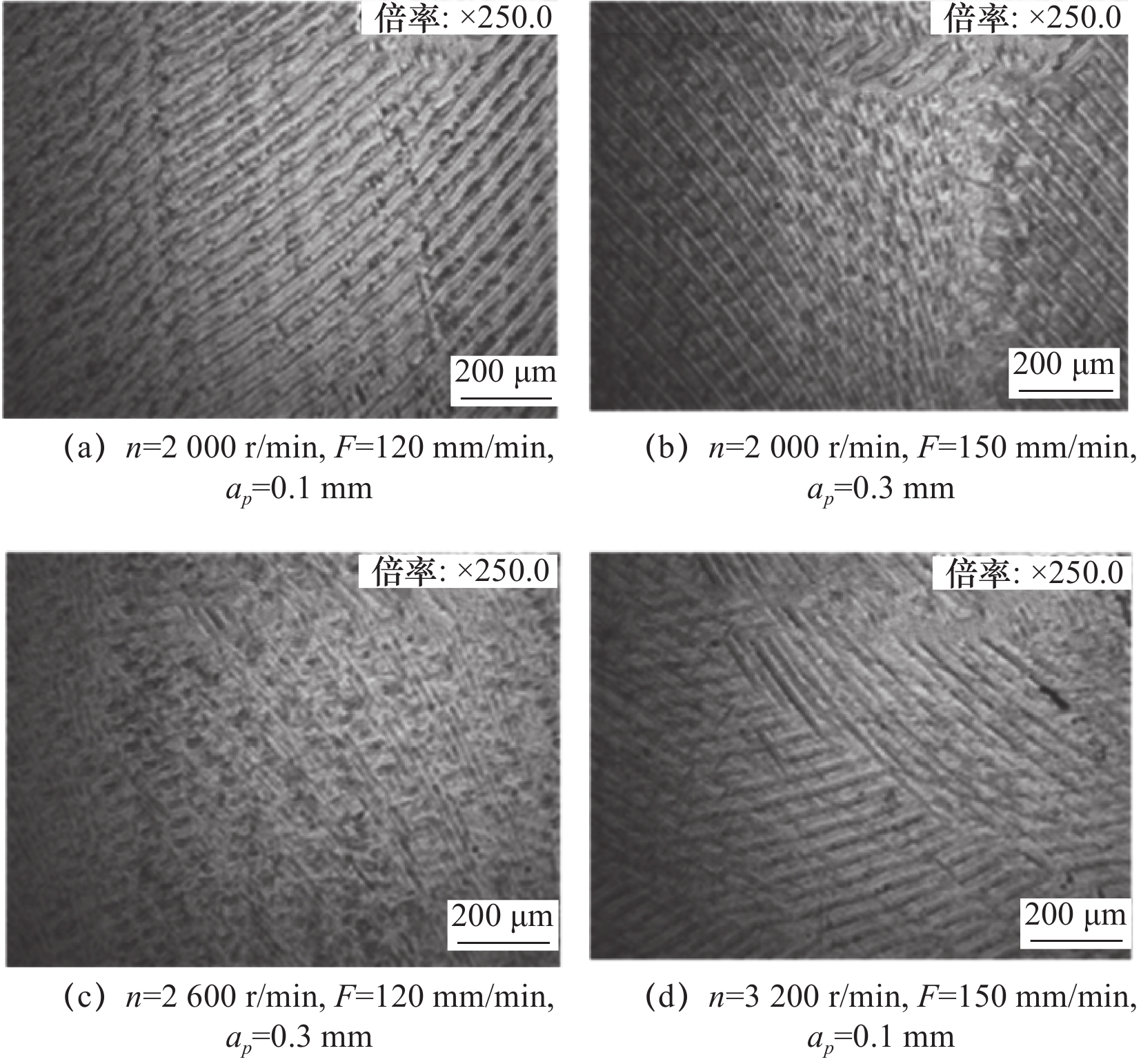
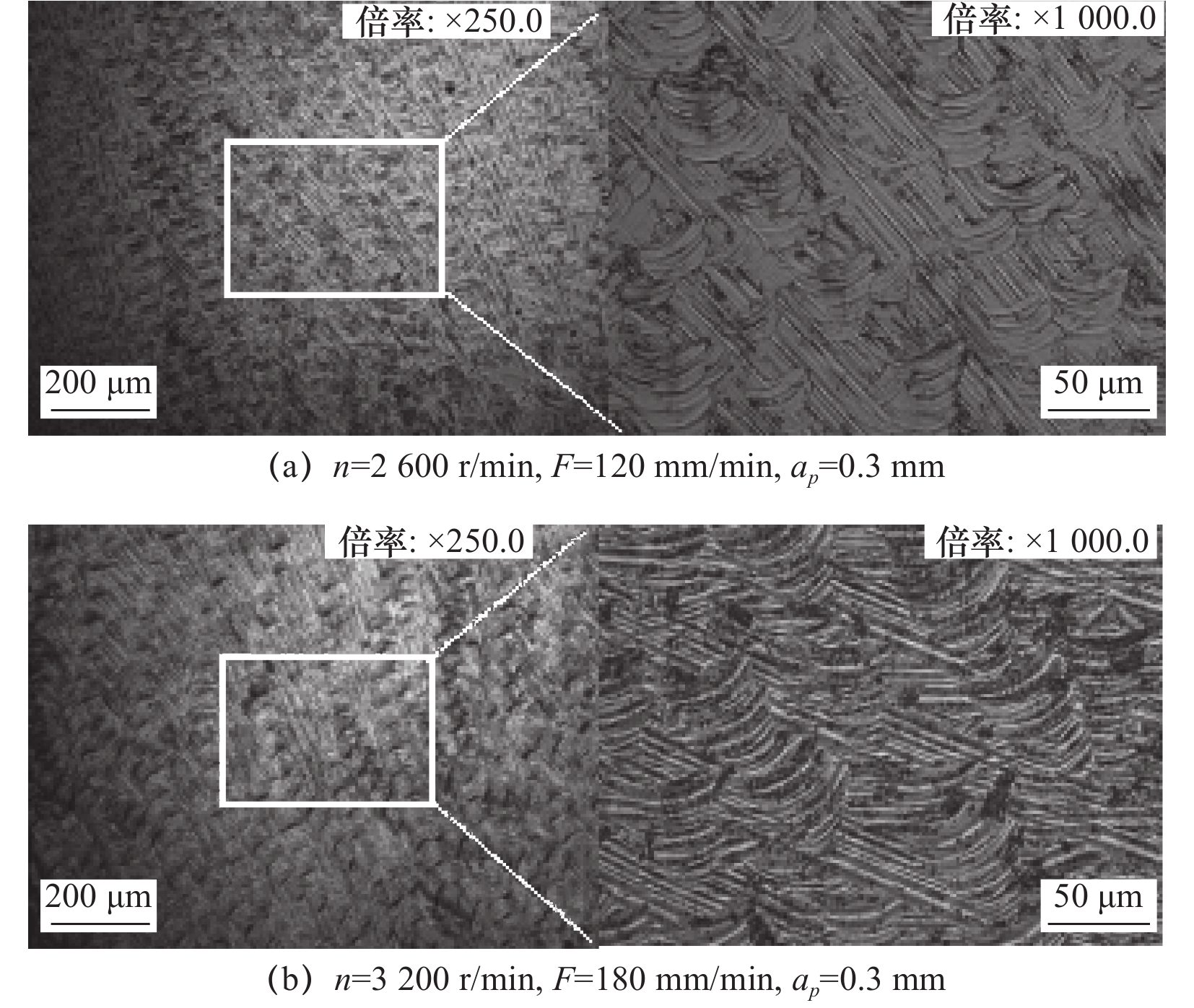
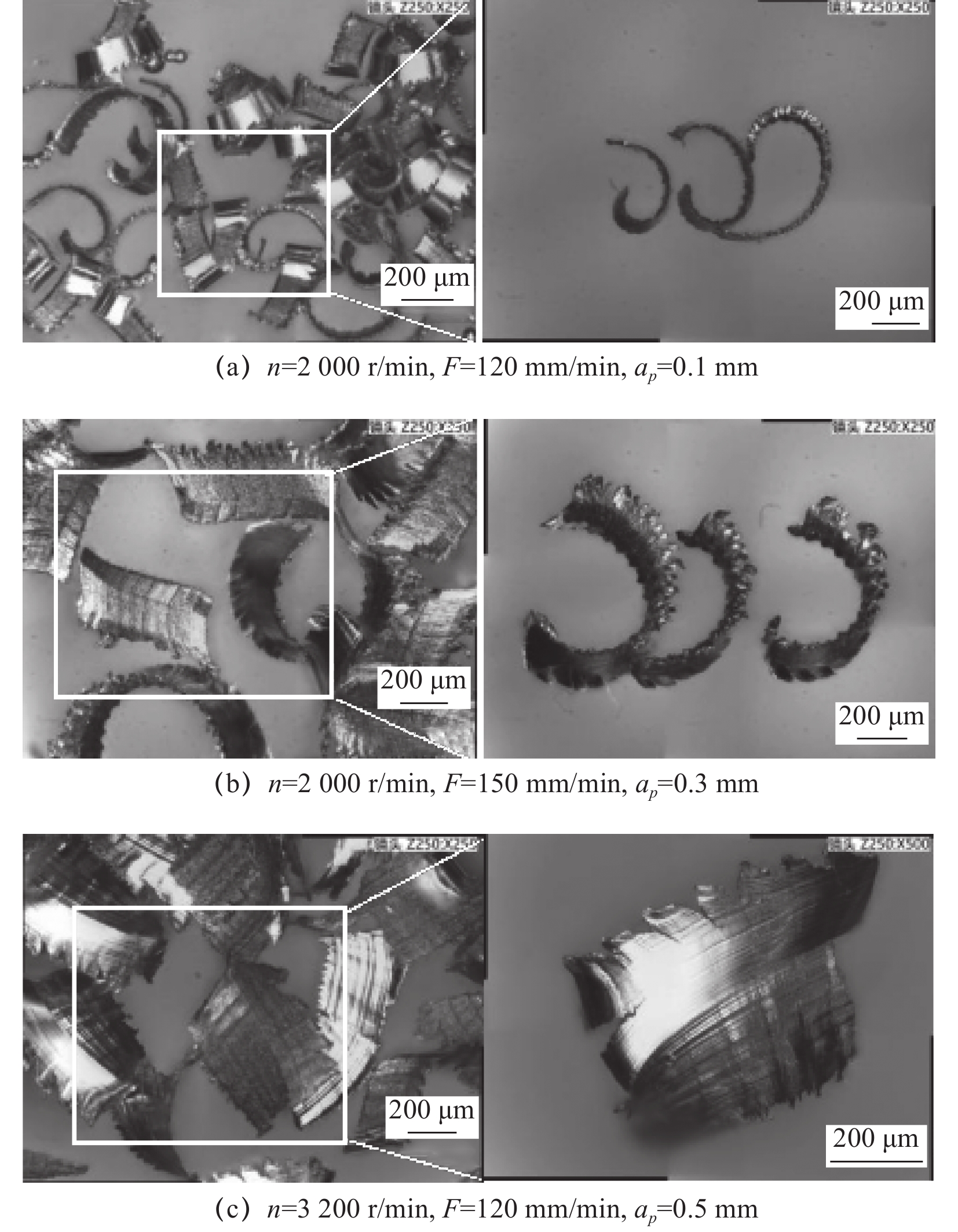
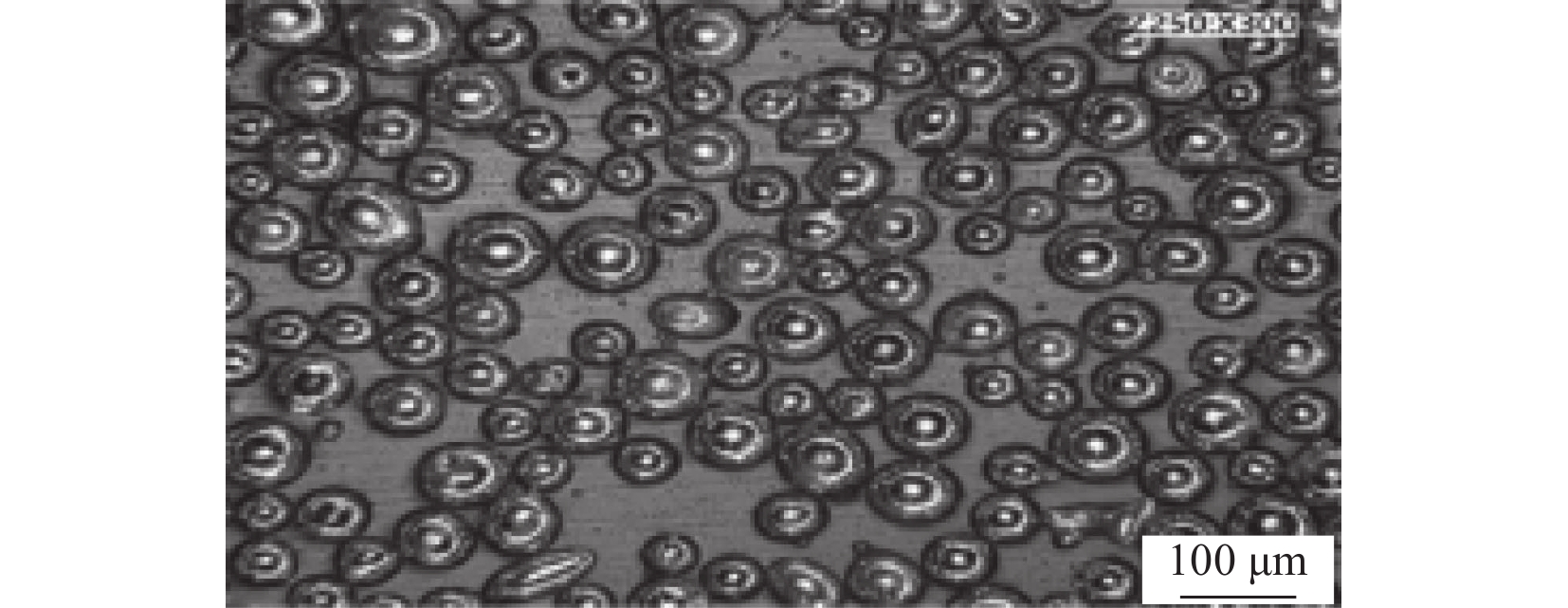
摘要: 针对激光熔覆增材再制造Fe45合金表面质量差,不能满足精密机械零部件的功能和装配要求,对激光熔覆层进行铣削减材加工。文章研究了铣削减材工艺对铣削力、表面粗糙度以及微观形貌的影响规律,采用正交试验方法进行了铣削减材试验。通过方差和极差分析方法,评价了主轴转速S、进给速度F、切削深度ap对熔覆成型件铣削力和表面粗糙度的影响规律;从微观角度分析了铣削减材工艺对表面形貌和切屑的影响。结果表明,铣削减材工艺参数对成型表面质量影响较大,其中对铣削力影响最大的是铣削深度,对表面粗糙度影响最显著的是进给速度;Fe45激光增材成型件经过铣削加工后,表面粗糙度Ra由13.68 μm最低可降至1.7 μm,降低了87.6%。由实验可知,铣削减材工艺能够大幅提高激光熔覆增材再制造Fe45合金表面质量,对激光熔覆涂层机械加工具有指导意义。Abstract: To address the problems of poor surface quality of laser cladding additive remanufactured Fe45 alloy, the laser cladding layer can not meet the function and assembly requirements of precision machinery parts.The influence of the milling process on milling force, surface roughness and micromorphologies were studied.The milling subtractive test was carried out by orthogonal test method.The effects of spindle speed (S), feed speed (F) and cutting depth (ap) on milling force and surface roughness of additive parts were evaluated by variance and range analysis.The influence of milling subtractive process on surface morphology and chip is analyzed from the microscopic point of view.The results show that the milling parameters have a great influence on the surface quality, and the most significant effect on the milling force is the milling depth, and the most significant effect on the surface roughness is the feed speed.The surface roughness Ra of Fe45 laser additive can be reduced from 13.68 μm to 1.7 μm after milling, which is 87.6% lower. From the experiment, it can be seen that the milling reduction process can significantly improve the surface quality of laser cladding additive remanufacturing Fe45 alloy, which has guiding significance for the mechanical processing of laser cladding coatings.
-
Key words:
- milling process /
- laser cladding /
- milling parameters /
- milling forces /
- surface quality
-
表 2 因素水平表
水平 因素 A主轴转速n/(r/min) B进给速度F/ (mm/min) C铣削深度ap/mm 1 2 000 120 0.1 2 2 600 150 0.3 3 3 200 180 0.5  下载: 导出CSV
下载: 导出CSV
表 3 正交试验方案
序号 因素 A主轴转速n/ (r/min) B进给速度F / (mm/min) C铣削深度ap/mm 1 2 000 120 0.1 2 2 000 150 0.3 3 2 000 180 0.5 4 2 600 120 0.3 5 2 600 150 0.5 6 2 600 180 0.1 7 3 200 120 0.5 8 3 200 150 0.1 9 3 200 180 0.3
下载: 导出CSV
表 4 正交试验铣削力及表面粗糙度
因素 A B C Fx/N Fy/N Fz/N F/N Ra/μm 1 2 000 120 0.1 1.38 2.25 2.07 3.3 2.72 2 2 000 150 0.3 2.79 13.43 2.29 13.91 1.98 3 2 000 180 0.5 4.86 37.49 1.19 37.82 2.36 4 2 600 120 0.3 1.79 13.67 3.05 14.12 2.31 5 2 600 150 0.5 1.94 47.44 6.21 47.89 1.96 6 2 600 180 0.1 1.51 7.97 7.66 11.16 1.73 7 3 200 120 0.5 0.99 44.64 6.51 45.11 3.48 8 3 200 150 0.1 1.10 5.60 6.19 8.42 1.70 9 3 200 180 0.3 1.04 36.49 11.29 38.21 2.41
下载: 导出CSV
表 5 铣削力极差分析表
径向铣削分力Fx 主铣削力Fy 轴向铣削分力Fz 铣削合力F 水平 A B C A B C A B C A B C 1 3.01 1.37 1.33 17.72 20.18 5.27 1.85 3.88 5.31 18.36 20.86 7.64 2 1.74 1.94 1.87 23.03 22.16 21.19 5.64 4.89 5.54 24.36 23.41 22.08 3 1.04 2.47 2.59 28.91 27.32 43.19 7.99 6.71 4.63 30.58 29.06 43.61 极差 1.97 1.08 1.26 11.19 7.13 37.92 6.15 2.84 0.91 12.22 8.20 35.96 排秩 1 3 2 2 3 1 1 2 3 2 3 1
下载: 导出CSV
表 6 铣削合力方差分析表
因素 偏差平方和 自由度 F值 A 224.11 2 2.12 B 105.72 2 1.00 C 1 965.07 2 18.59 误差 105.73 2
下载: 导出CSV
表 7 表面粗糙度极差分析
水平 因素 A B C 1 2.35 2.84 2.05 2 2.00 1.88 2.23 3 2.53 2.16 2.60 极差 0.53 0.96 0.55 排秩 3 1 2 主次顺序 B>C>A 最优水平 A2 B2 C1 最优组合 A2B2C1
下载: 导出CSV
-
[1] Haldar B,Raha P. Identifying defects and problems in laser cladding and suggestions of some remedies for the rame[J]. Materials Today:Proceedings,2018,5(5):13090-13101. [2] 陈小明,王海金,周夏凉,等,激光表面改性技术及其研究进展[J]. 材料导报,2018,32(S1):341-344. [3] Hu Y N,Wu S C,Withers P J,et al. The effect of manufacturing defects on the fatigue life of selective laser melted Ti-6Al-4V structures[J]. Materials and Design,2020,192:682-695. [4] 季文彬,邓日清,戴士杰,等. 铣削对SLM增材TC4钛合金表面完整性和疲劳性能的影响[J]. 中国机械工程,2023,34(2):208-217,225. [5] Li S,Zhang B,Bai Q. Effect of temperature buildup on milling forces in additive/subtractive hybrid manufacturing of Ti-6Al-4V[J]. The International Journal of Advanced Manufacturing Technology,2020,107(9-10):4191-4200. [6] Böß V,Denkena B,Wesling V,et al. Repairing parts from nickel base material alloy by laser cladding and ball end milling[J]. Production Engineering,2016:1-9. [7] Zhao Y H,Sun J,Li J F. Study on chip morphology and milling characteristics of laser cladding layer[J]. The International Journal of Advanced Manufacturing Technology,2015,77(5-8):783-796. doi: 10.1007/s00170-014-6483-2 [8] Shu L S,Cang X Y,Zhou J,et al. Study on machinability and grain deformation of laser cladding manufactured and wrought IN718 alloys in dry milling process[J]. Materials Today Communications,2023,34:105066. [9] Zhao Y H,Sun J,Li J F. Effect of rare earth oxide on the properties of laser cladding layer and machining vibration suppressing in side milling[J]. Applied Surface Science,2014,321:387–395. [10] 王情情. 切削加工Ti-6Al-4V微观组织形成及演化机理研究[D]. 济南:山东大学,2019. [11] 章媛洁,宋波,赵晓,等. 激光选区熔化增材与机加工复合制造AISI420不锈钢表面粗糙度与残余应力演变规律研究[J]. 机械工程学报,2018,54(13):170-178. [12] 白海清,沈钰,安熠蔚,等. 304不锈钢与其激光熔覆件小孔钻削的对比研究[J]. 应用激光,2020,40(1):1-6. [13] Hua Y,Liu Z Q. Effects of cutting parameters and tool nose radius on surface roughness and work hardening during dry turning inconel718[J]. The International Journal of Advanced Manufacturing Technology,2018,96(5-8):2421-2430. doi: 10.1007/s00170-018-1721-7 [14] Polishetty A,Shunmugavel M,Goldberg M,et al. Cutting force and surface finish analysis of machining additive manufactured titanium alloy Ti-6Al-4V[J]. Procedia Manufacturing,2017,7:284-289. doi: 10.1016/j.promfg.2016.12.071 -

 下载:
下载:




 点击查看大图
点击查看大图
图(10) / 表(8)
计量
- 文章访问数: 45
- HTML全文浏览量: 8
- PDF下载量: 20
- 被引次数: 0


