

Study on the influence of cutting parameters of high-strength steel on cutting force of high-efficiency turning
-
摘要: D6AC高强度钢强度高、韧性好,是一种在众多领域应用广泛的难加工材料。文章从实现D6AC高强钢粗加工高效切削的角度,采用正交试验方法,研究其高效车削加工时切削用量三要素对切削力影响的显著性,根据试验结果利用极差分析和灰色关联分析获得了各个切削用量对切削力影响的显著性顺序,建立了各个切削分力及切削合力的经验公式并进行了检验,结果表明切削力经验公式具有良好的准确性。Abstract: D6AC high-strength steel has high strength and good toughness, and is a difficult-to-process material widely used in many fields. In this paper, from the perspective of achieving efficient cutting of D6AC high-strength steel roughing, the orthogonal test method is used to study the significance of the three elements of the cutting amount on the cutting force during its efficient turning processing, and the order of significance of each cutting amount on the cutting force is obtained by using extreme difference analysis and grey correlation analysis according to the test results, and the empirical formula of each cutting component force and cutting combined force is established and tested. The results show that the empirical formulae for cutting forces have good accuracy.
-
表 1 D6AC高强钢的化学元素质量分数
成分 质量分数/(%) 成分 质量分数/(%) C 0.48 Ni 0.60 Mn 0.83 Cr 1.07 Si 0.3 Mo 1.04 V 0.10 S 0.000 84 P 0.006  下载: 导出CSV
下载: 导出CSV
表 3 正交试验因素及水平
水平 切削速度vc/(m/min) 进给量f /(mm/r) 切削深度ap/mm 1 320 0.1 2 2 355 0.15 2.5 3 390 0.2 3
下载: 导出CSV
表 4 正交试验方案
实验号 切削速度
vc/(m/min)进给量
f /(mm/r)切削深度
ap/mm1 320 0.1 2 2 320 0.15 2.5 3 320 0.2 3 4 355 0.1 2.5 5 355 0.15 3 6 355 0.2 2 7 390 0.1 3 8 390 0.15 2 9 390 0.2 2.5
下载: 导出CSV
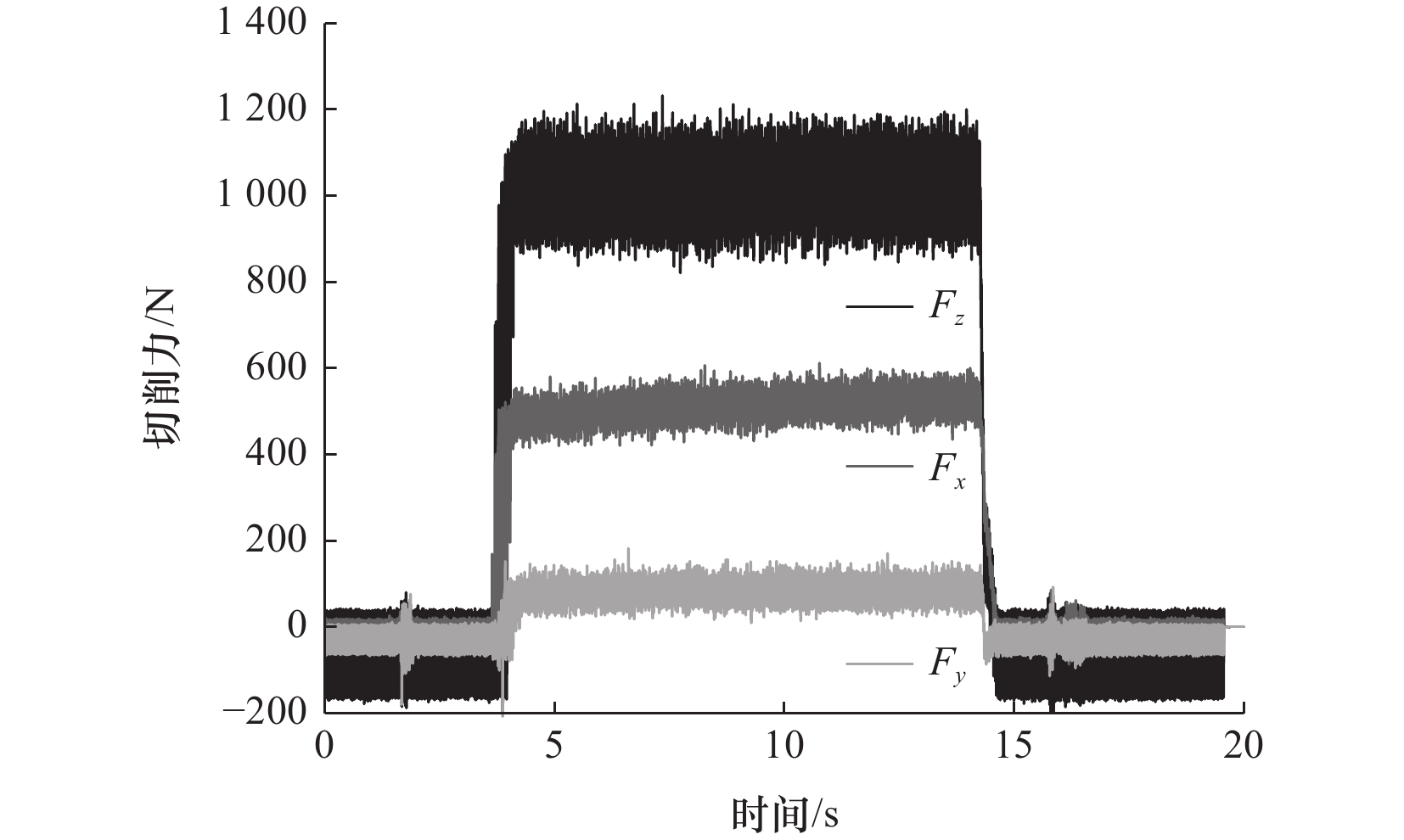
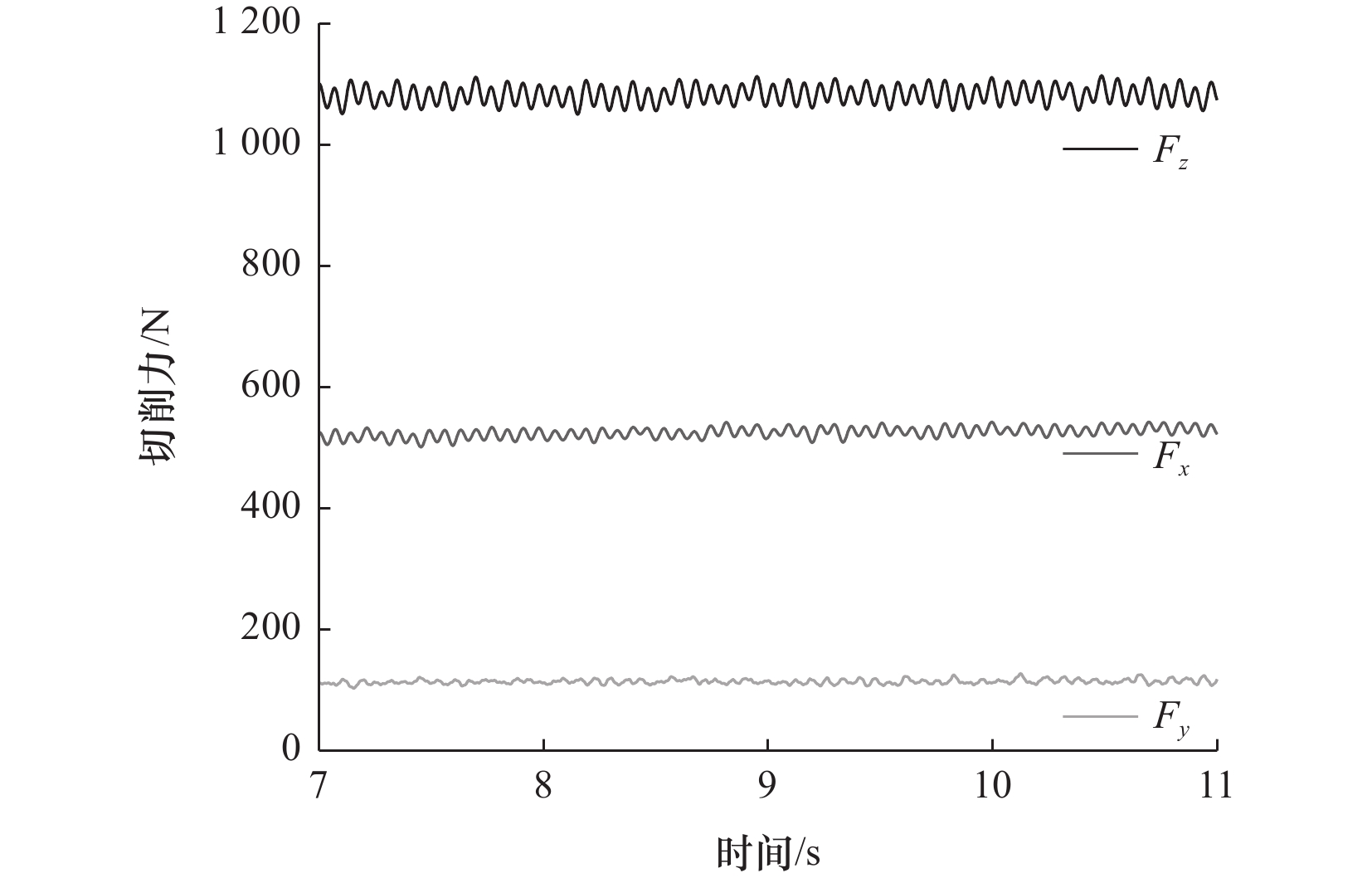
表 5 正交试验切削力数据
正交
试验号切削速度vc/(m/min) 进给量f/(mm/r) 切削深度ap/mm 轴向力Fx/N 径向力Fy/N 主切削力Fz/N 切削合力F合/N 1 320 0.1 2 424.9 101.6 560.9 711.0 2 320 0.15 2.5 482.3 104.2 873.9 1 003.6 3 320 0.2 3 655.2 113.0 1 296.0 1 456.6 4 355 0.1 2.5 403.6 87.2 640.6 762.2 5 355 0.15 3 561.3 99.2 1 033.0 1 179.8 6 355 0.2 2 476.8 121.7 933.7 1 055.4 7 390 0.1 3 485.2 83.7 760.5 906.0 8 390 0.15 2 394.6 105.8 714.6 823.1 9 390 0.2 2.5 524.0 112.9 1 082.0 1 207.5
下载: 导出CSV
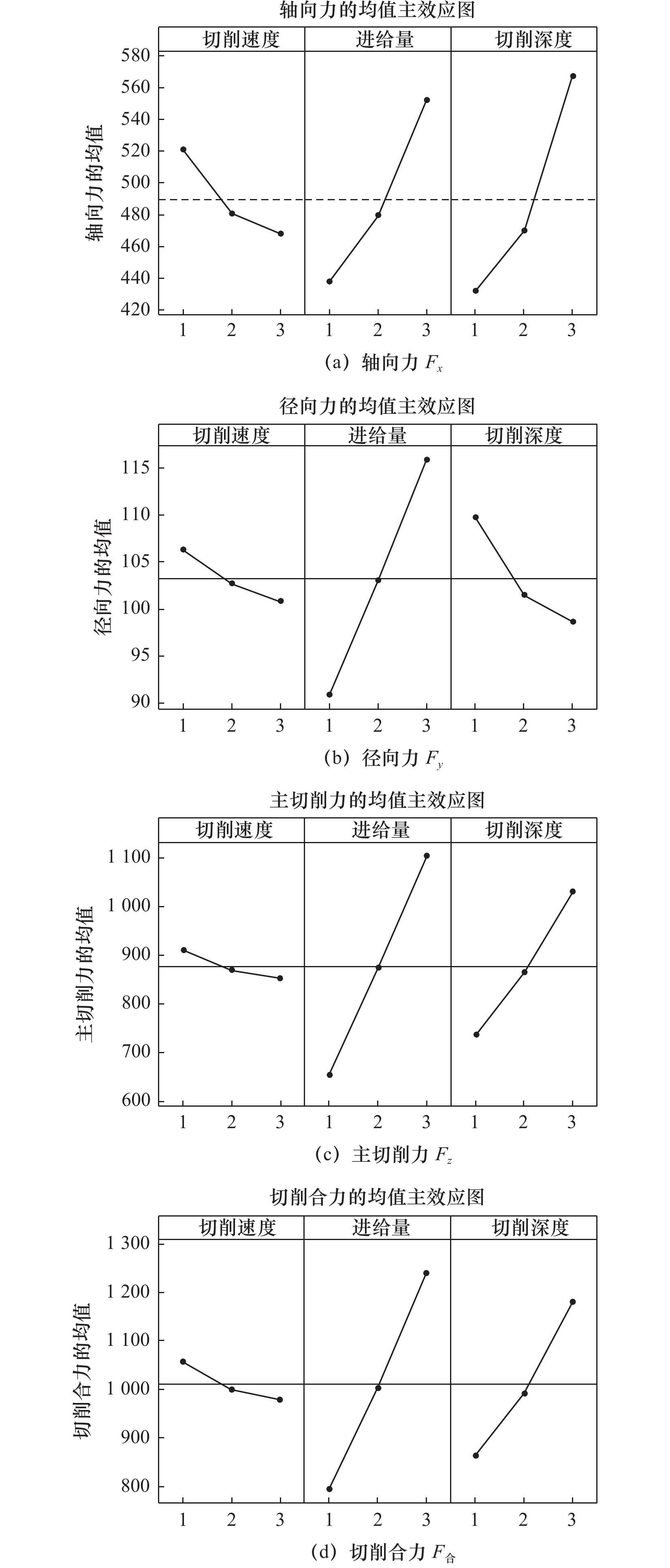
表 6 正交切削试验切削力极差分析表
切削力/N Km 切削参数 切削速度/
(m/min)进给量/
(mm/r)切削深度/
mm轴向力Fx K1 520.8 437.9 432.1 K2 480.6 479.4 470.0 K3 467.9 552.0 567.2 极差R 52.9 114.1 135.1 排秩 3 2 1 因素主次 切削深度ap>进给量f>切削速度vc 径向力Fy K1 106.3 90.8 109.7 K2 102.7 103.1 101.4 K3 100.8 115.9 98.6 极差R 5.5 25.1 11.1 排秩 3 1 2 因素主次 进给量f>切削深度ap>切削速度vc 主切削力Fz K1 910.3 654.0 736.4 K2 869.1 873.8 865.5 K3 852.4 1 103.9 1 029.8 极差R 57.9 449.9 293.4 排秩 3 1 2 因素主次 进给量f>切削深度ap>切削速度vc 切削合力F合 K1 1057.0 793.0 863.2 K2 999.1 1 002.2 991.1 K3 978.9 1 239.8 1 180.8 极差R 78.2 446.8 317.6 排秩 3 1 2 因素主次 进给量f>切削深度ap>切削速度vc
下载: 导出CSV
表 7 回归分析统计量
切削力 复相关系数R2 F值 F值所对应概率P 轴向力Fx 0.973 8 49.647 6 0.001 3 径向力Fy 0.998 4 814.684 3 <0.000 1 主切削力Fz 0.995 9 400.081 2 <0.000 1 切削合力F合 0.999 2 1218.847 0 <0.000 1
下载: 导出CSV
表 8 切削力实际值与预测值对照表
切削力/
N切削速度vc/
(m/min)进给量f /
(mm/r)切削深度ap/mm 实际值/N 预测值/N 相对误
差/(%)轴向力Fx 320 0.15 2.5 482.3 493.6 2.3 355 0.1 2.5 403.6 410.0 1.6 390 0.15 2 394.6 399.2 1.2 径向力Fy 320 0.15 2.5 104.2 106.8 2.5 355 0.1 2.5 87.2 89.7 2.9 390 0.15 2 105.8 107.0 1.1 主切削力Fz 320 0.15 2.5 873.9 896.5 2.6 355 0.1 2.5 640.6 652.5 1.9 390 0.15 2 714.6 727.8 1.9 切削合力F合 320 0.15 2.5 1003.6 1008.0 0.4 355 0.1 2.5 762.2 765.3 0.4 390 0.15 2 823.1 817.8 0.7
下载: 导出CSV
表 9 灰色关联系数表
切削力 切削速度/(m/min) 进给量/(mm/r) 切削深度/mm 轴向力Fx 0.811 0.811 0.811 0.598 0.754 0.754 0.333 1 1 0.518 0.935 0.518 0.782 0.782 0.581 0.730 0.422 0.613 0.434 0.590 0.434 0.333 0.5 1 0.498 0.498 0.993 径向力Fy 0.515 0.515 0.515 0.481 0.927 0.927 0.393 0.685 0.686 0.550 0.844 0.551 0.843 0.843 0.457 0.500 1 0.333 0.333 1 0.333 0.544 0.860 0.462 0.683 0.683 0.651 主切削力Fz 1 1 1 0.540 0.871 0.871 0.333 1 1 0.561 0.822 0.561 0.779 0.779 0.583 0.986 0.504 0.496 0.407 0.648 0.407 0.387 0.632 0.705 0.632 0.632 0.705 切削合力F合 1 1 1 0.560 0.823 0.823 0.333 1 1 0.537 0.879 0.537 0.795 0.795 0.574 0.929 0.482 0.520 0.404 0.657 0.404 0.370 0.589 0.769 0.599 0.599 0.751
下载: 导出CSV
表 10 灰色关联度
切削力 评价项 关联度 排秩 轴向力Fx 切削速度 0.560 3 进给量 0.699 2 切削深度 0.745 1 径向力Fy 切削速度 0.538 3 进给量 0.817 1 切削深度 0.546 2 主切削力Fz 切削速度 0.625 3 进给量 0.765 1 切削深度 0.703 2 切削合力F合 切削速度 0.614 3 进给量 0.758 1 切削深度 0.709 2
下载: 导出CSV
-
[1] 肖俊生. 超高强度钢D6AC的钻削加工[J]. 航天工艺,1991(4):32-35. [2] 陈开忠. D6AC超高强度钢的性能研究[J]. 四川冶金,1992(2):30-34. [3] 叶瑞英,李静媛,马红,等. D6AC钢冲击断口形貌的分形研究[J]. 材料科学与工程,2001(4):47-51. [4] 胡昌明,贺红亮,胡时胜. D6AC钢的动态力学性能研究[J]. 兵器材料科学与工程,2003(2):26-29. doi: 10.3969/j.issn.1004-244X.2003.02.007 [5] 刘文礼,韩元琦,盛继伦,等. 固体火箭发动机壳体用D6AC超高强度钢的研究[J]. 兵器材料科学与工程,1985(4):25-36. [6] 刘振祥,许立福,黄树涛,等. 高效切削高强钢切削力和切削温度仿真研究[J]. 兵器材料科学与工程,2023,46(1):48-54. [7] Wang Y X. Zhang C M,Guo C S,et al. Test and simulation study on turning of ultra high strength steel A-100[J]. IOP Conference Series:Materials Science and Engineering,2019,493(1):012107. [8] 杜凯,焦黎,颜培,等. 淬硬超高强度钢45CrNiMoVA硬车削加工性研究[J]. 兵工学报,2023,44(3):773-782. [9] Sivaraman V,Sankaran S,Vijayaraghavan L. A study on the influence of cutting parameters on forces during machining the multiphase V-microalloyed steel[J]. The International Journal of Advanced Manufacturing Technology,2015,79(5-8):1285-1292. doi: 10.1007/s00170-015-6921-9 [10] 陶亮,刘爱军,陈超,等. 切削用量对车削40CrNiMo切削力影响的仿真研究[J]. 工具技术,2018,52(3):29-31. [11] 王永鑫. AerMet100钢车削工艺性能及参数优化试验研究[D]. 西安:陕西理工大学,2020:45-55. [12] Guo C S,Zhang C M,Bai H Q. et al. Influence of milling parameters on milling performance of 300M ultra high strength steel[J]. IOP Conference Series:Materials Science and Engineering,2019,493(1):012065. [13] 周超,姜增辉,张莹,等. 切削参数对车削34CrNi3Mo高强度钢切削力的影响[J]. 工具技术,2022,56(7):109-112. [14] 李昊泽,黄树涛,于晓琳,等. 高速切削AF1410高强度钢的切削过程及切削力研究[J]. 工具技术,2021,55(1):17-22. [15] 赵旭峰. 18MnD5钢的切削性能研究[D]. 秦皇岛:燕山大学,2022:9-48. -

 下载:
下载:


 点击查看大图
点击查看大图
图(5) / 表(10)
计量
- 文章访问数: 98
- HTML全文浏览量: 24
- PDF下载量: 37
- 被引次数: 0


