

Steady rests design in crank axle of spindle neck lathe and material rack topology optimization
-
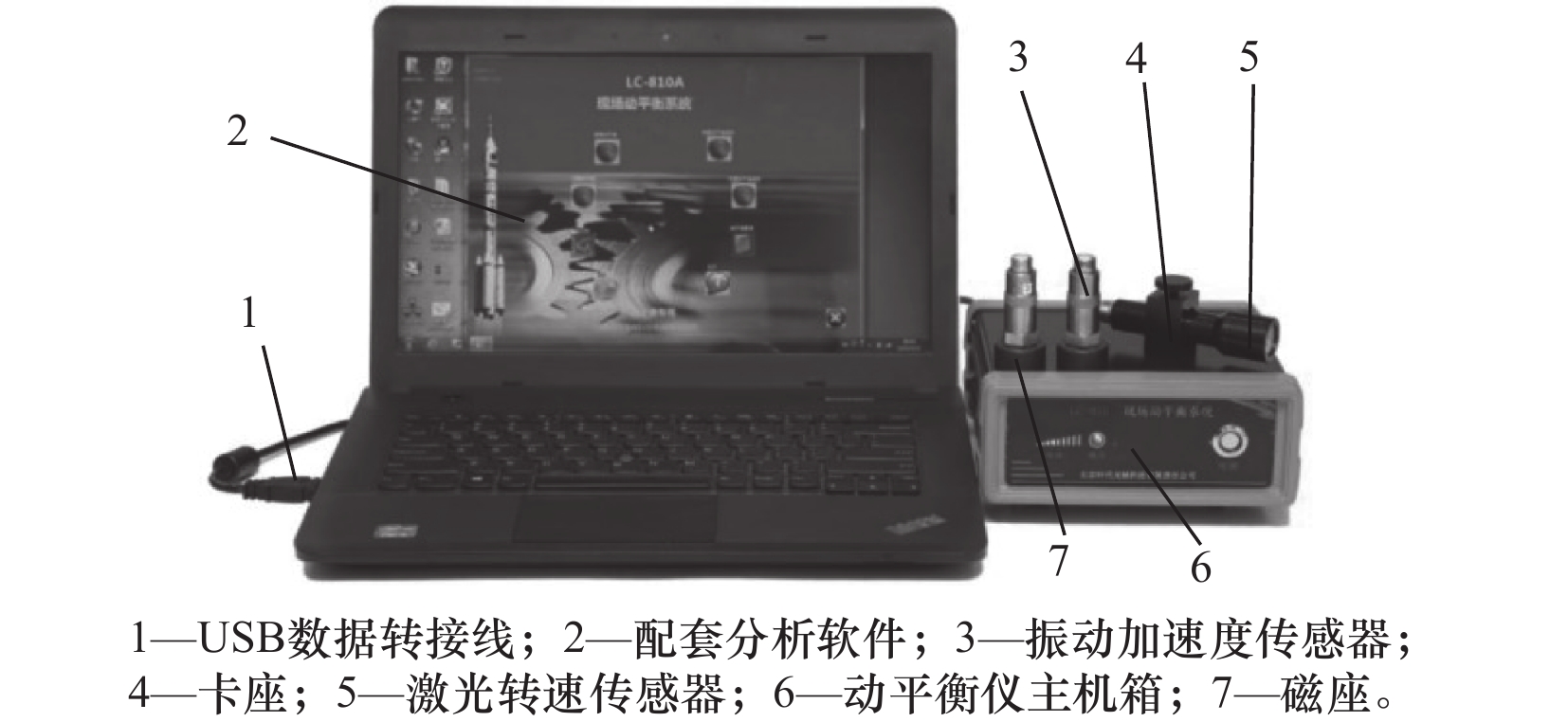
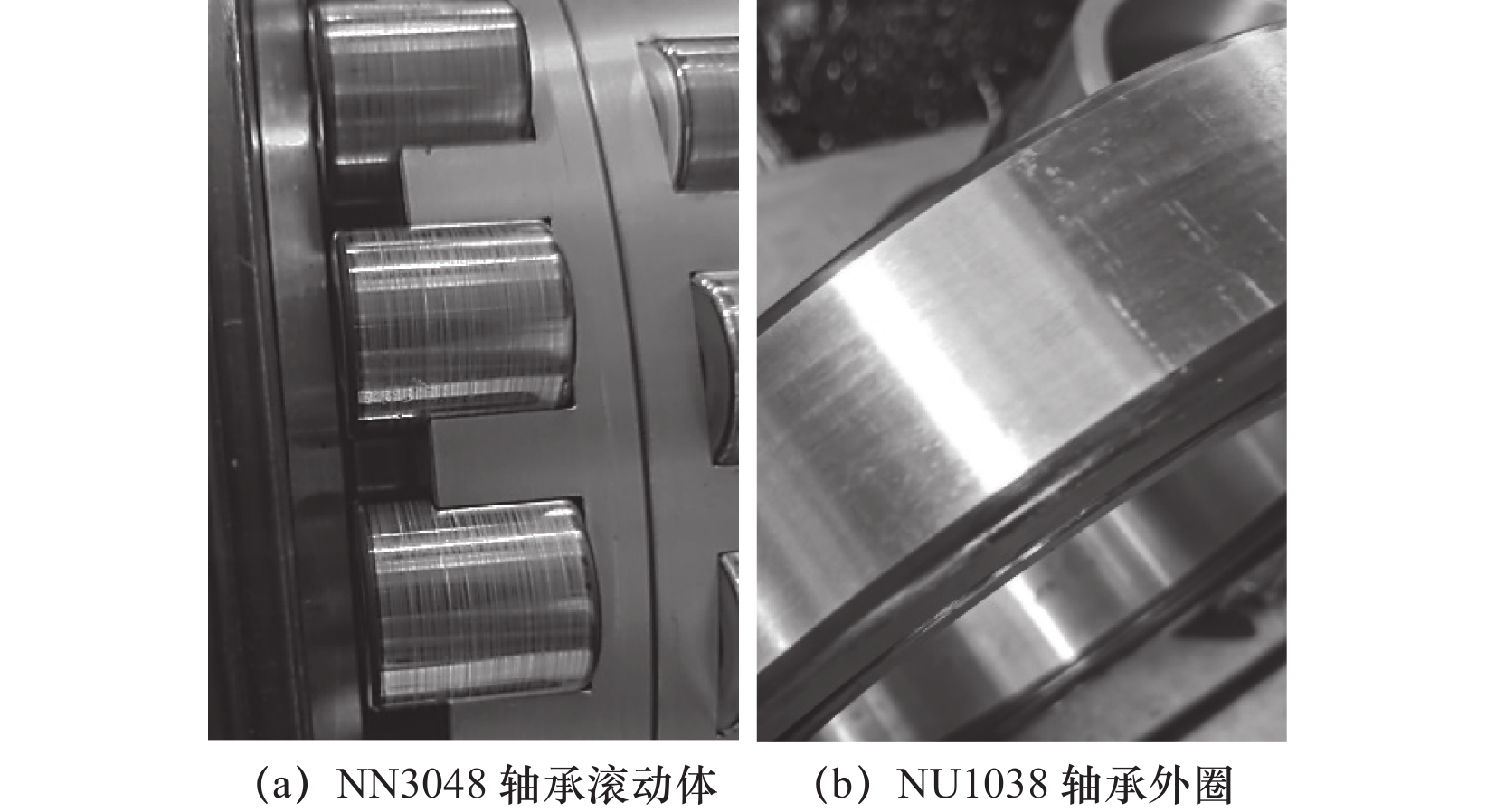
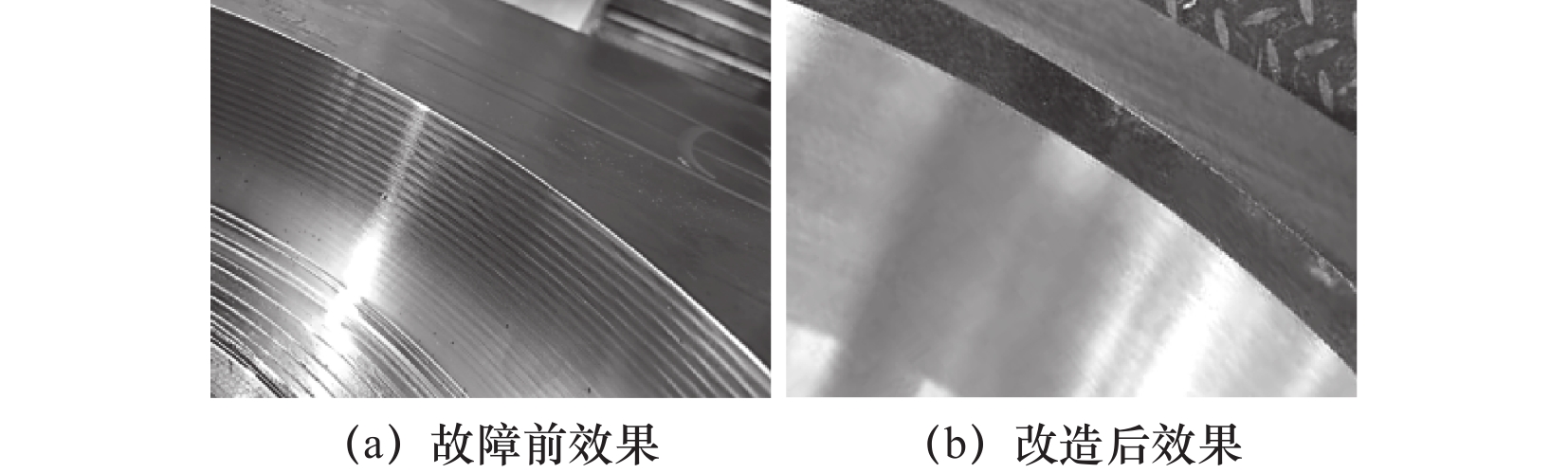
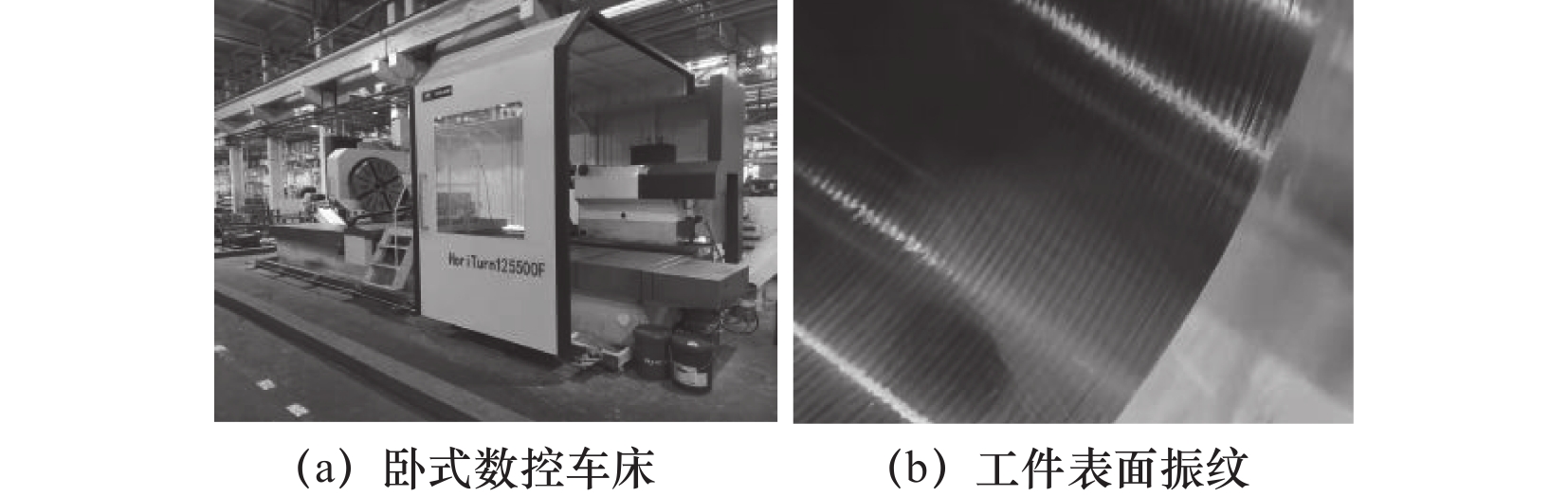
摘要: 针对数控车床镗孔表面振纹问题,文章采用由简至繁的原则,初步确定振纹故障来源,并利用卡盘浮动支撑工装来间接提高主轴刚性和缓解刀纹的深度,排除加工振纹与主轴关联;利用包络解调分析法,通过LC-810型振动信号采集分析仪对主轴前端和后端振动信号进行采集,均值分别在22.37 Hz、45.94 Hz;与NN3048和NU1038轴承故障特征频率22.127 Hz、44.792 Hz相近。通过轴承拆卸和镗孔实验,验证了包络解调分析法在轴承故障辨识的有效性。实验结果表明:NN3048轴承滚动体和NU1038轴承外环磨损是导致切削振纹的故障源,理论方法故障辨识结果与拆卸实验辨识结果一致。Abstract: Aiming at the rippling on CNC lathe boring that inspecting step by step and confirming the rippling source preliminarily. Applying the float chuck fixture to improve the spindle rigidity and decrease the depth of the lathe tool indirectly which approve the rippling and spindle irrelevantly. Applying the envelope demodulation analysis method, by apply the LC-810 vibration signal acquisition analyzer to pick the vibration signal on front-end and back-end of spindle, the average data at 22.37 Hz and 45.94 Hz, which approach to the 22.127 Hz and 44.792 Hz of NN3048 and NU1038 bearing fault character frequency. Through the dismantle bearing and boring test that testify envelope demodulation analysis method is available on bearing fault diagnose. The result is the abrasion between NN3048 bearing and NU1038 outer race is the source of rippling, the theory and test result is consistent.
-
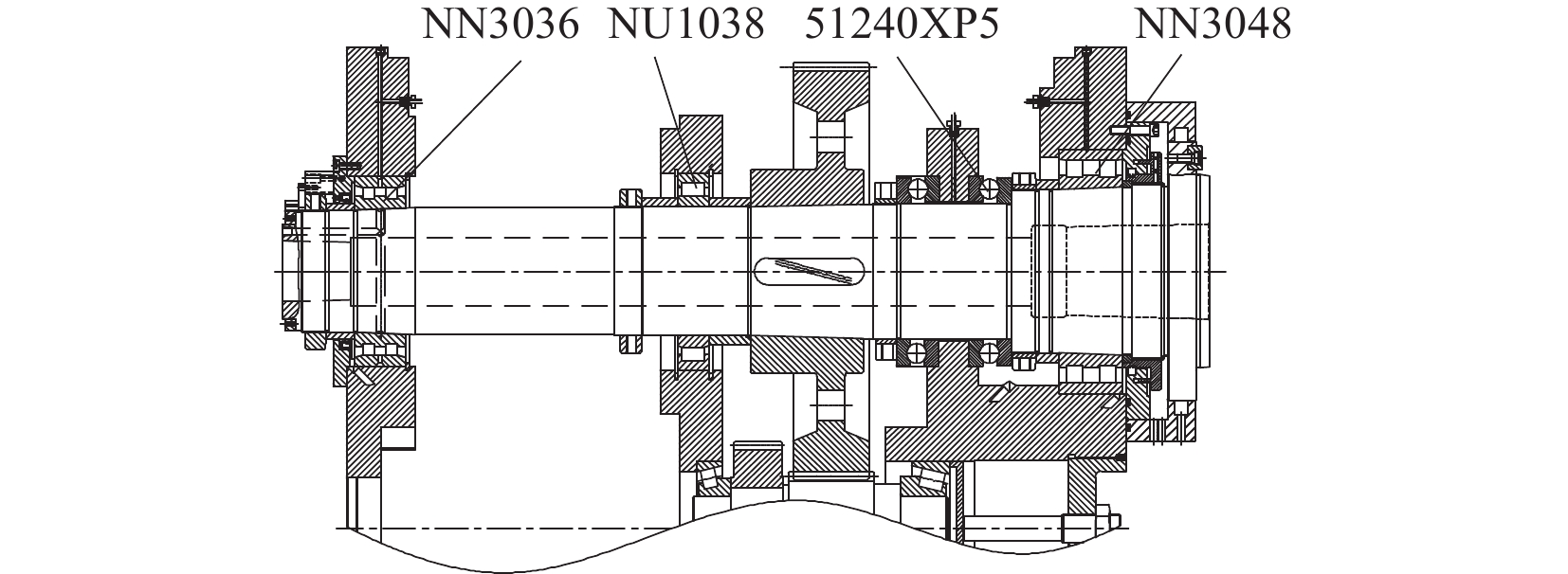
表 1 主轴轴承参数
位置 前端 前端 中间 后端 型号 NN3048 51240XP5 NU1038 NN3036 节径/mm 300 240 240 230 内径/mm 240 200 190 180 滚动体直径/mm 28 28.575 25 23 接触角/(°) 0 0 0 0 滚动体个数 54 22 24 52  下载: 导出CSV
下载: 导出CSV
表 2 主轴轴承参数
轴承型号 内圈故障
特征频率/Hz外圈故障
特征频率/Hz滚动体故障
特征频率/HzNN3048 123 102 22.127 51240XP5 51.290 40.376 17.250 NU1038 55.208 44.792 97.5 NN3036 17.250 19.783 20.625
下载: 导出CSV
表 3 主轴振动信号进行采集数据
位置 实验1/Hz 实验2/Hz 实验3/Hz 前端0° 23.12 22.86 22.27 前端90° 22.61 21.43 21.95 后端0° 47.08 45.83 45.85 后端90° 46.74 45.52 44.59
下载: 导出CSV
-
[1] 任德阔. 大螺距螺纹切削中机床子系统振动研究[D]. 哈尔滨:哈尔滨理工大学,2018. [2] 凌益民,肖长天,刘宜杰,等. 数控机床振动模态分析与薄弱部位辨识方法研究[J]. 机电工程技术,2022,51(3):55-62. [3] 凌益民,肖长天,刘宜杰,等. 外加阻尼器车床主轴振动抑制方法与实验研究[J]. 机电工程技术,2022,51(4):38-46. [4] 姜广君,段政伟,穆东明,等. 基于时间卷积网络的机床齿轮箱轴承剩余寿命预测[J/OL]. 机床与液压:1-9[2023-07-27]. http://kns.cnki.net/kcms/detail/44.1259.TH.20230725.1143.002.html. [5] 张政君,井陆阳,徐卫晓,等. 基于时频图与双通道卷积神经网络的轴承故障识别模型[J/OL]. 机电工程:1-10[2023-07-27]. http://kns.cnki.net/kcms/detail/33.1088.th.20230724.1047.006.html. [6] 卞文彬,邓艾东,刘东川,等. 基于改进深度残差收缩网络的风电机组滚动轴承故障诊断方法[J]. 机械工程学报,2023,59(12):202-214. [7] 张日升,刘维新,唐瑞,等. 基于振动信号特征频率的数控车床故障辨识方法[J]. 制造技术与机床,2018(12):160-163. [8] 赵峰,周雪钢,胡淼,等. 数控车床精密车削振动谱系微振动分析[J]. CAD/CAM与制造业信息化,2013(7):92-95. [9] 牛保国. 齿轮箱故障检测技术研究[D]. 沈阳:沈阳理工大学,2016. [10] 邓晓云. 振动诊断技术在数控机床状态监测与故障诊断中应用的研究[D]. 大连:大连交通大学,2010. [11] 袁方,夏辉,邹涛,等. 一种基于振动分析的钻井泵故障诊断方法[J]. 设备管理与维修,2023(7):154-156. [12] 姜海燕. 基于统计分布模型的滚动轴承故障特征提取方法研究[D]. 株洲:湖南工业大学,2011. [13] 李芳,孙鹏飞,张连新. 基于故障特征频率的精密机械主轴复合故障定位方法[J]. 机床与液压,2020,48(22):182-185,191. -

 下载:
下载:




 点击查看大图
点击查看大图
图(11) / 表(3)
计量
- 文章访问数: 96
- HTML全文浏览量: 12
- PDF下载量: 40
- 被引次数: 0


