

Temperature field simulation technology for research in quality control of the reflow process
-
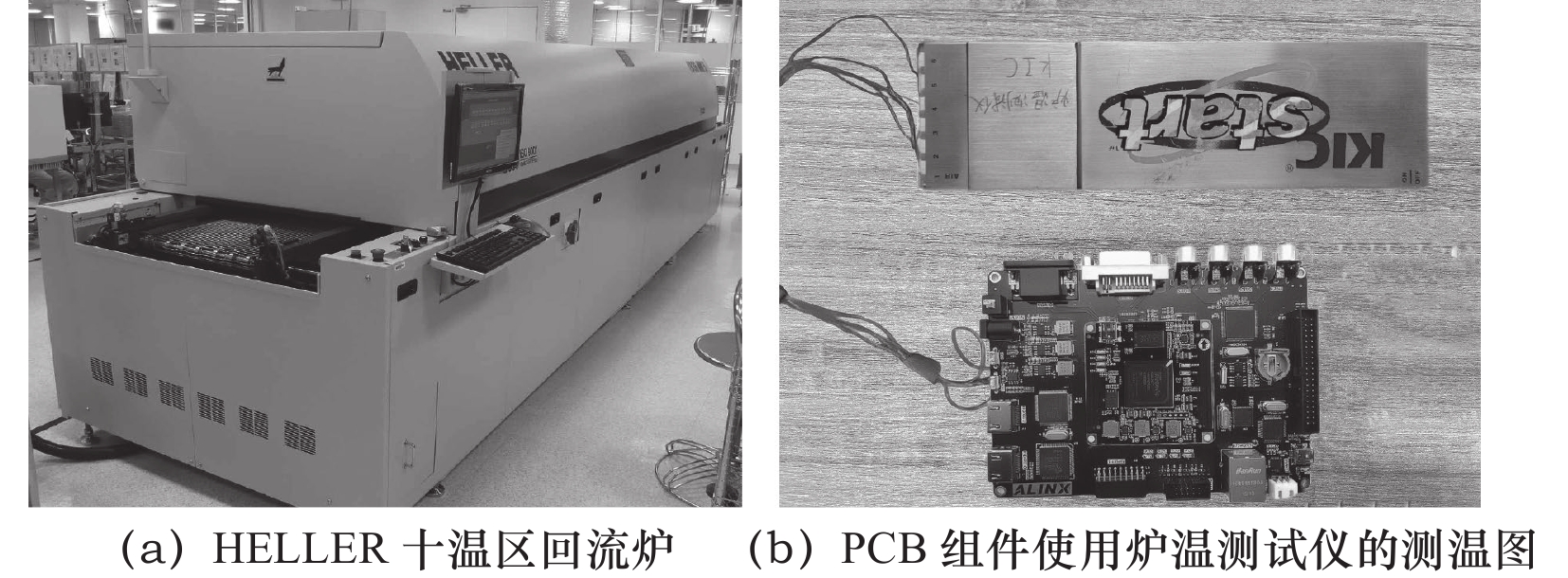
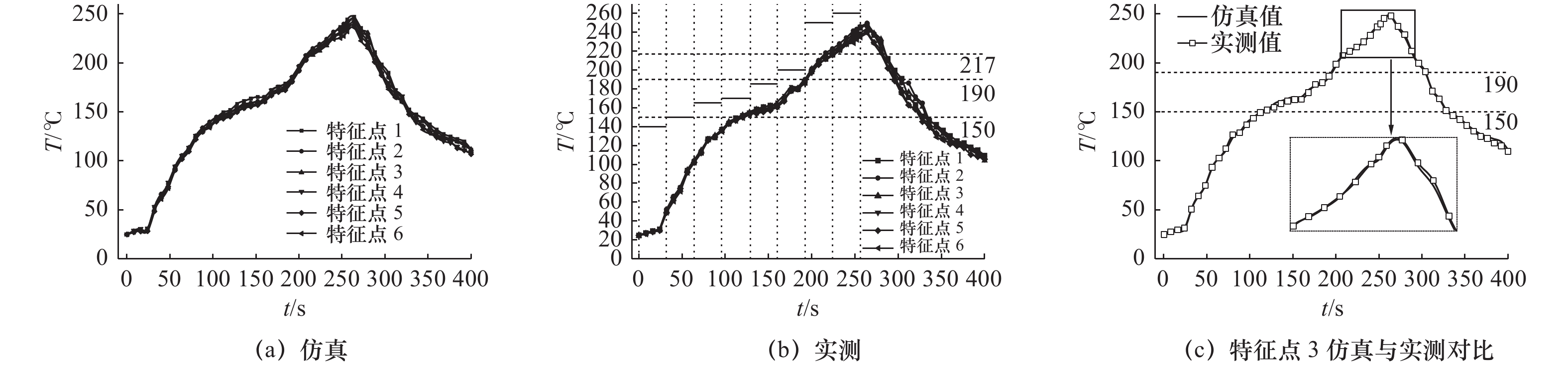
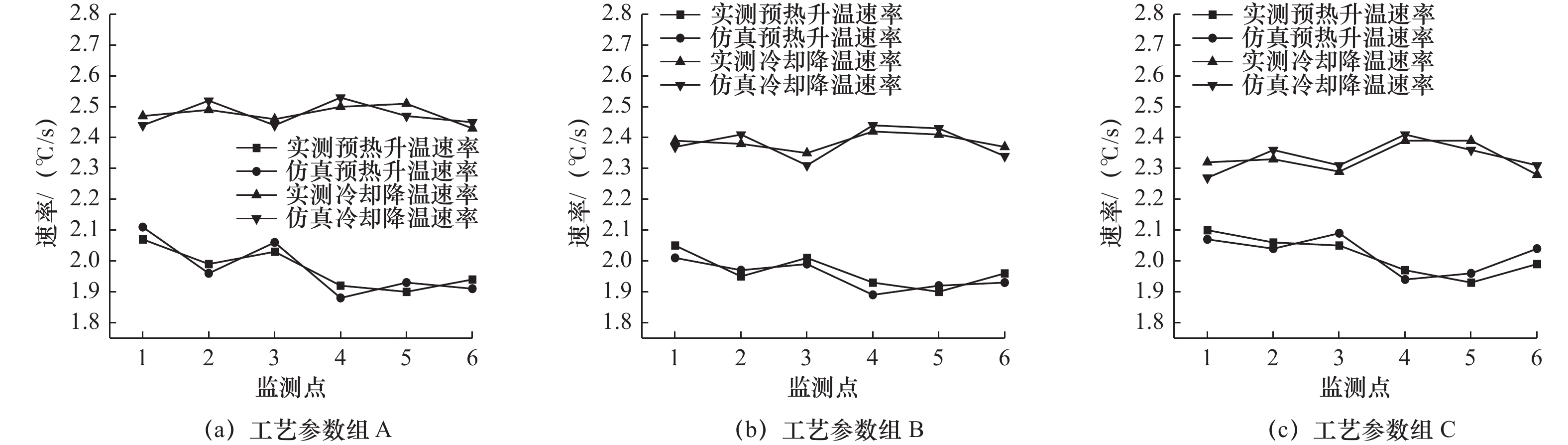
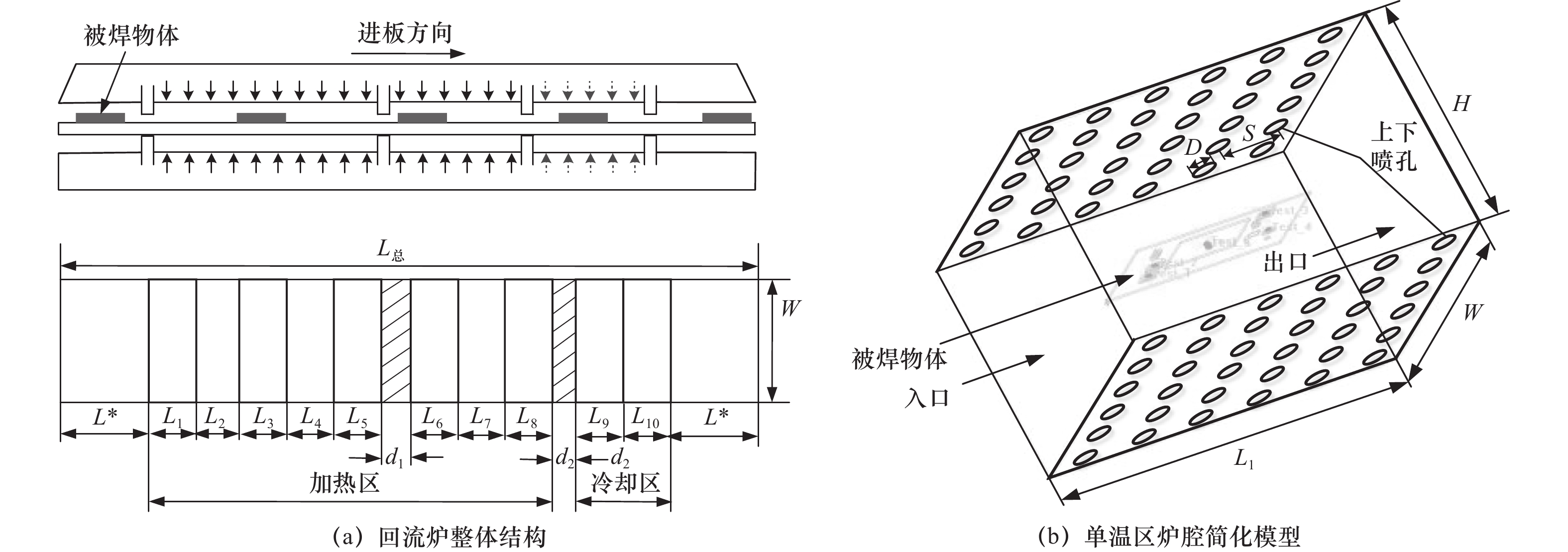
摘要: 针对回流焊工艺过程中的质量控制问题,文章提出了一种创新的回流焊温度场仿真方法。该方法综合考虑热对流和热辐射的影响,以单温区炉腔作为回流炉,PCB组件作为被焊物体,借助Ansys Icepak软件模拟回流焊接过程,并搭建炉温测试平台用于监控PCB组件温度曲线,以分析其焊接质量。结果表明,仿真模型成功模拟了工艺参数组A~C的回流温度分布。仿真与实测温度曲线吻合较好,其中工艺参数组A实现了更高的焊接质量。文章提出的创新方法能够顺利实现回流焊工艺过程的质量控制,得到合理的回流温度曲线,为优化回流焊工艺提供了理论依据,有助于快速调整工艺参数以提高焊接质量和生产效率;同时该方法也可为其他类似工艺的温度场控制提供参考。Abstract: This study proposes an innovative simulation method to address quality control issues in the reflow soldering process by analyzing the temperature field. The method considers the influences of thermal convection and thermal radiation, utilizing a single-temperature chamber as the reflow oven and PCB components as the soldered objects. Ansys Icepak software is employed to simulate the reflow soldering process, and an oven temperature test platform is built to monitor the temperature profiles of PCB components, facilitating quality analysis of soldering. The simulation model effectively replicates the reflow temperature distribution among different process parameter groups (A to C), consistently matching the measured temperature profiles. Notably, process parameter group A yields superior solder quality. This innovative approach achieves effective quality control, providing a theoretical foundation for optimizing the reflow soldering process and facilitating adjustments to enhance both soldering performance and productivity. Furthermore, it offers valuable insights for controlling temperature fields in similar processes, making it a valuable reference for various manufacturing applications in the electronics industry.
-
表 1 材料参数[13]
材料 密度/
(kg/m3)发射率 导热系数/
(W/(m·℃))比热容/
(J/(kg·℃))塑封材料 2.593 0.97 0.5 236 BT基板 1700 0.98 0.2 920 Cu 8930 0.03 20@521.5 20@356.8 80@532.0 80@375.5 120@539.0 120@388.0 160@546.0 160@400.4 200@553.3 200@412.8 225@557.7 225@420.6 240@560.0 240@425.3 FR-4 1859 0.98 0.29 20@1100 80@1400 120@1500 160@1550 200@1600 225@1610 240@1640 Sn96.5Ag3.0Cu0.5
(SAC305)7390 0.8 50 262  下载: 导出CSV
下载: 导出CSV
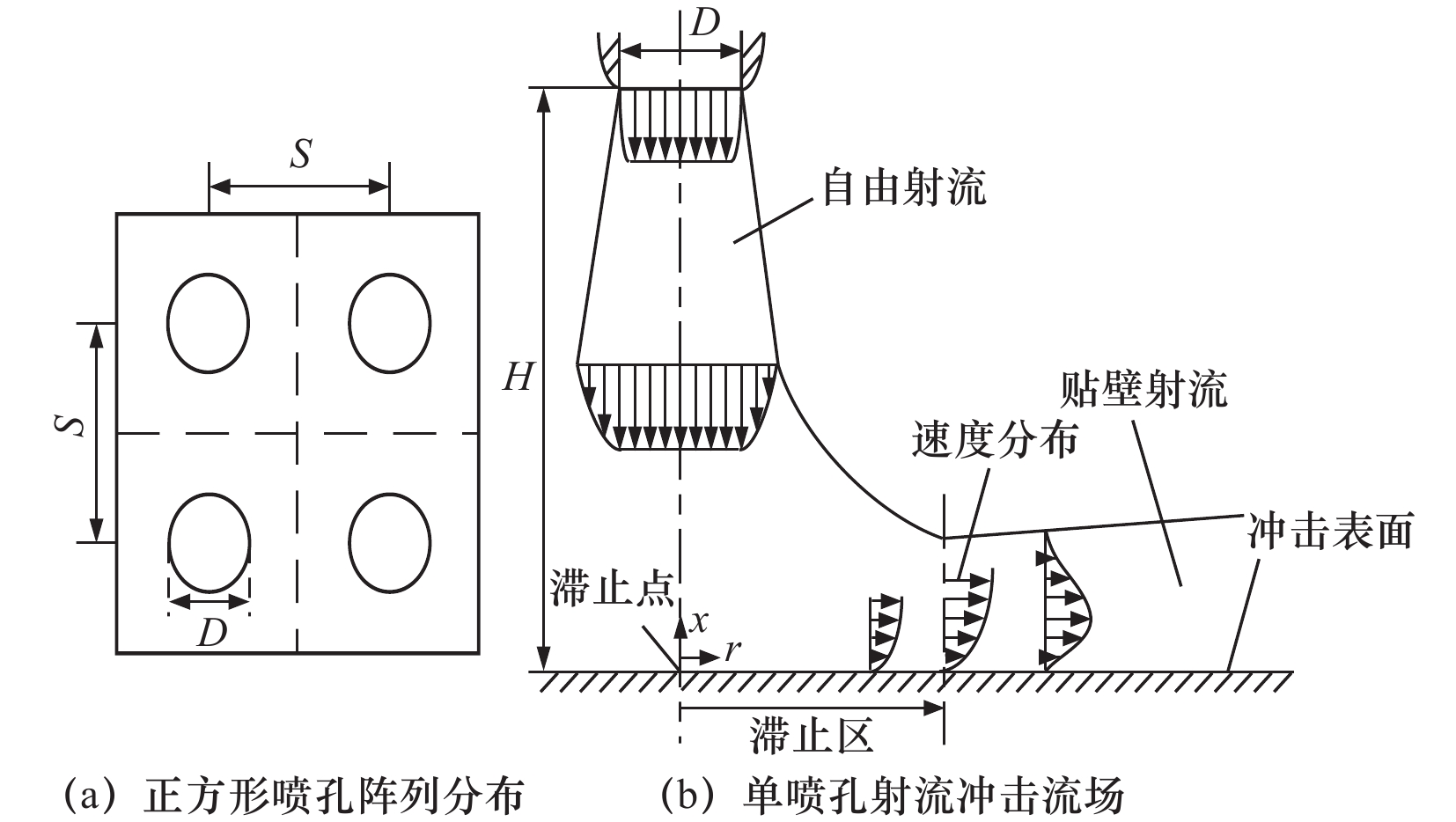
表 2 炉内对流换热系数
T/ ℃ λ0/(×102 m·℃) μ/(×106 kg/(m·s)) v/(×106 m2/s) Pr hc/(W/(m2· ℃)) 20 2.593 18.1 15.06 0.703 43.62 30 2.675 18.6 16.00 0.701 43.57 40 2.756 19.1 16.96 0.699 43.52 50 2.826 19.6 17.95 0.698 43.33 60 2.896 20.1 18.97 0.696 43.11 70 2.966 20.6 20.02 0.694 42.91 80 3.047 21.1 21.09 0.692 42.87 90 3.128 21.5 22.10 0.690 42.92 100 3.210 21.9 23.13 0.688 42.98 120 3.338 22.8 25.45 0.686 42.52 140 3.489 23.7 27.80 0.684 42.43 160 3.640 24.5 30.09 0.682 42.47 180 3.780 25.3 32.49 0.681 42.38 200 3.931 26.0 34.85 0.680 42.51 250 4.268 27.4 40.61 0.677 42.62 300 4.605 29.7 48.33 0.674 42.01
下载: 导出CSV
表 3 回流炉参数设定
序号 1温区/ ℃ 2温区/ ℃ 3温区/ ℃ 4温区/ ℃ 5温区/ ℃ 6温区/ ℃ 7温区/ ℃ 8温区/ ℃ 链速/(cm/min) A 140 150 165 170 185 200 250 260 69 B 150 160 175 175 195 210 255 260 69 C 150 160 175 175 195 210 255 260 71
下载: 导出CSV
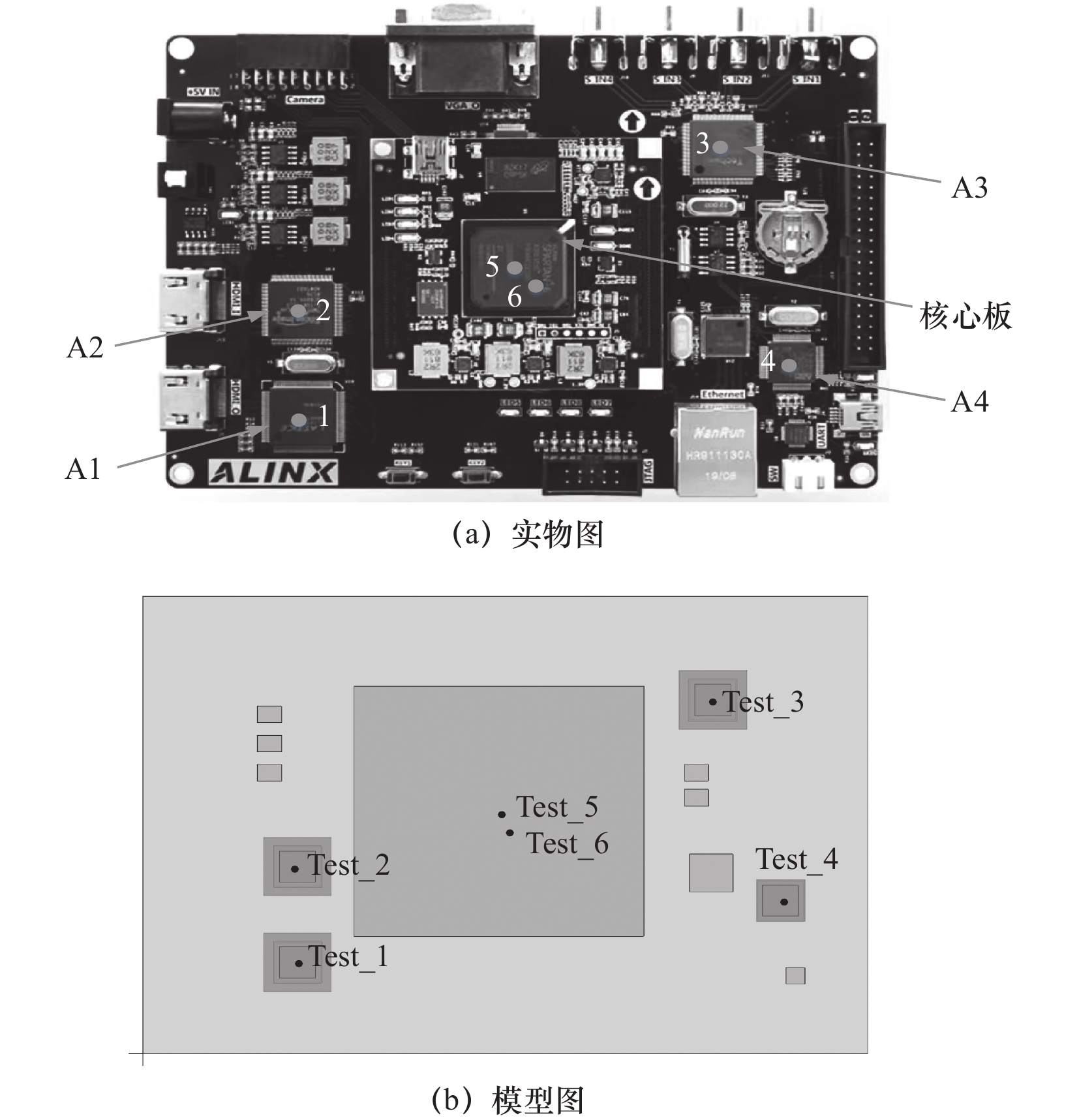
表 4 监测点质量指标计算
监测点 预热升温速率/
( ℃/s)冷却降温速率/
( ℃/s)回流时间/s 峰值温度/ ℃ Test_1 2.01 2.27 63.37 247.02 Test_2 1.97 2.36 61.49 245.29 Test_3 1.99 2.31 62.27 245.65 Test_4 1.89 2.41 63.49 241.49 Test_5 1.92 2.36 66.35 238.74 Test_6 1.93 2.31 64.71 236.13 Mean 1.95 2.34 63.61 242.39
下载: 导出CSV
表 5 PCB组件仿真及实测峰值温度
监测点 峰值温度/ ℃ 实测 仿真 RMSE 工艺参数组A Test_1 247.95 247.02 1.35 Test_2 246.73 245.29 Test_3 244.59 245.65 Test_4 243.18 241.49 Test_5 240.48 238.74 Test_6 237.12 236.13 工艺参数组B Test_1 244.12 246.08 1.63 Test_2 243.96 245.29 Test_3 243.05 244.32 Test_4 244.55 241.65 Test_5 235.36 235.15 Test_6 234.68 235.11 工艺参数组C Test_1 251.12 253.73 2.31 Test_2 252.03 249.47 Test_3 248.31 251.17 Test_4 244.31 245.85 Test_5 241.68 243.61 Test_6 244.63 242.57
下载: 导出CSV
-
[1] 汤宗健,谢炳堂,梁革英. 回流焊炉温曲线的管控分析[J]. 电子质量,2020(8):15-19,23. doi: 10.3969/j.issn.1003-0107.2020.08.005 [2] 李娜,袁吉,田晓明. 添加工装的无铅PCB组件回流焊温度场仿真分析[J]. 电焊机,2014,44(4):162-166,174. [3] Esfandyari A,Bachy B,Raithel S,et al. Simulation,optimization and experimental verification of the over–pressure reflow soldering process[J]. Procedia Cirp,2017,62:565-570. doi: 10.1016/j.procir.2016.06.092 [4] 郭瑜,孙志礼,马小英,等. 考虑PCBA翘曲失效的回流焊工艺制程分析[J]. 兵器装备工程学报,2017,38(1):158-162. doi: 10.11809/scbgxb2017.01.036 [5] 王亚盛. BGA元器件受热模型分析与SMT工艺控制[J]. 电子元件与材料,2011,30(4):56-58. doi: 10.3969/j.issn.1001-2028.2011.04.015 [6] 温桂琛,雷永平,林健,等. 无铅焊膏回流焊工艺曲线参数的优化选择[J]. 电子元件与材料,2014,33(1):52-55. [7] 朱桂兵,陈文所,赵雄明. 基于回流焊温度曲线优化预防缺陷的研究[J]. 热加工工艺,2011,40(19):133-135,138. doi: 10.3969/j.issn.1001-3814.2011.19.044 [8] Yao Y,Keer L M. Cohesive fracture mechanics based numerical analysis to BGA packaging and lead free solders under drop impact[J]. Microelectronics Reliability,2013,53(4):629-637. doi: 10.1016/j.microrel.2012.12.007 [9] Huang C,Lin Y,Ying K,et al. The solder paste printing process:critical parameters,defect scenarios,specifications,and cost reduction[J]. Soldering & Surface Mount Technology,2011,23(4):211-223. [10] Lee N C. Optimizing the reflow profile via defect mechanism analysis[J]. Soldering & Surface Mount Technology,1999,11(1):13-20. [11] 姚焕. 基于Ansys Icepak的板级回流焊接建模与仿真[D]. 廊坊:北华航天工业学院,2018. [12] 唐香琼. 板级电路模块焊点再流焊冷却过程中应力应变分析与优化[D]. 桂林:桂林电子科技大学,2020. [13] 张雨婷. 回流焊中PCB组件的回流温度分析[D]. 西安:西安电子科技大学,2021. [14] Martin H. Heat and mass transfer between impinging gas jets and solid surfaces[J]. Advances in Heat Transfer,1977,13:1-60. [15] 电子工业工艺标准化研究所. SJ/T 11216—1999红外/热风再流焊接技术要求 [S]. 1999-12-01. -

 下载:
下载:


 点击查看大图
点击查看大图
图(7) / 表(5)
计量
- 文章访问数: 39
- HTML全文浏览量: 15
- PDF下载量: 12
- 被引次数: 0


