

Research on residual stress in milling GH4169 and parameters optimization
-
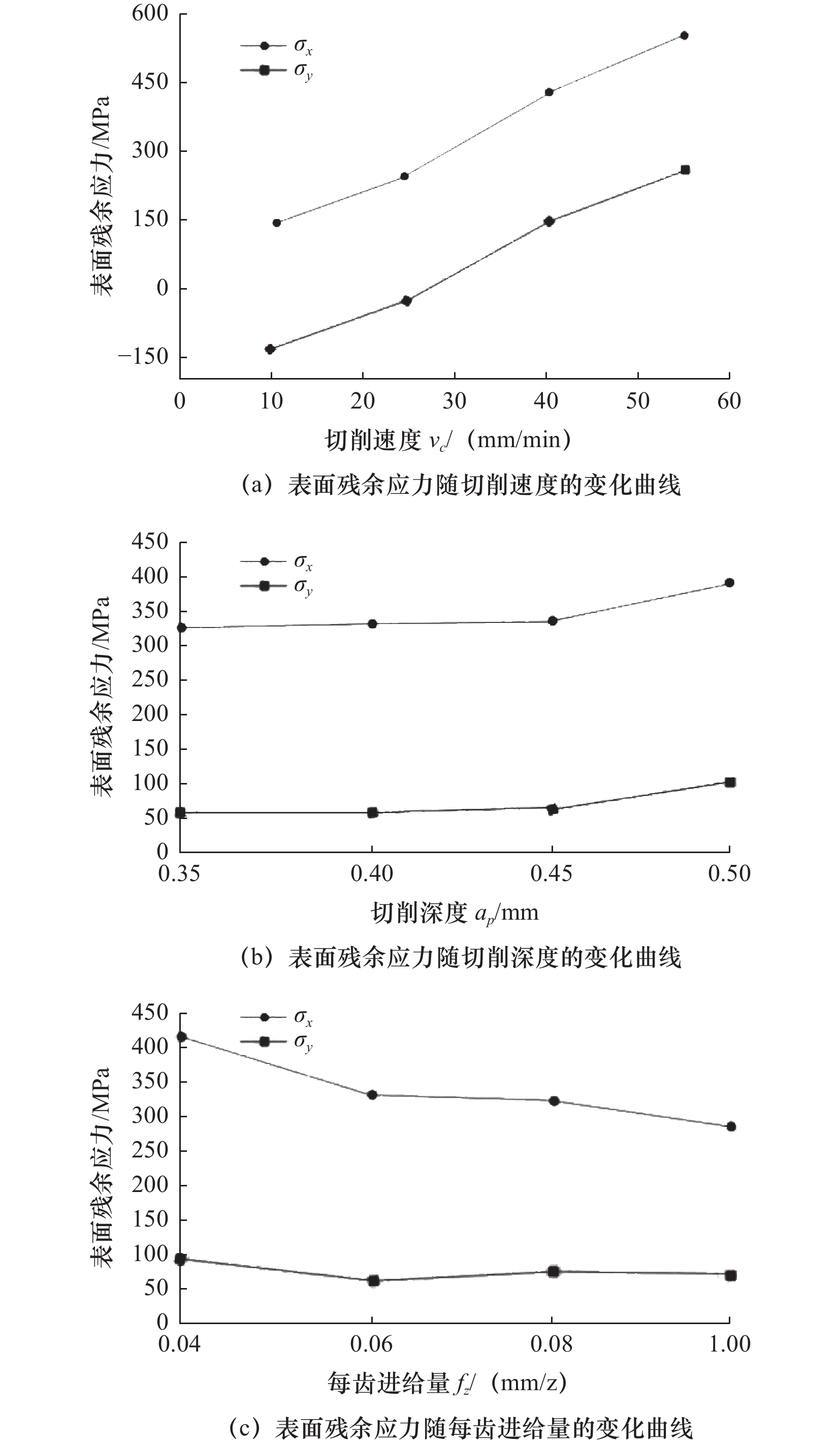
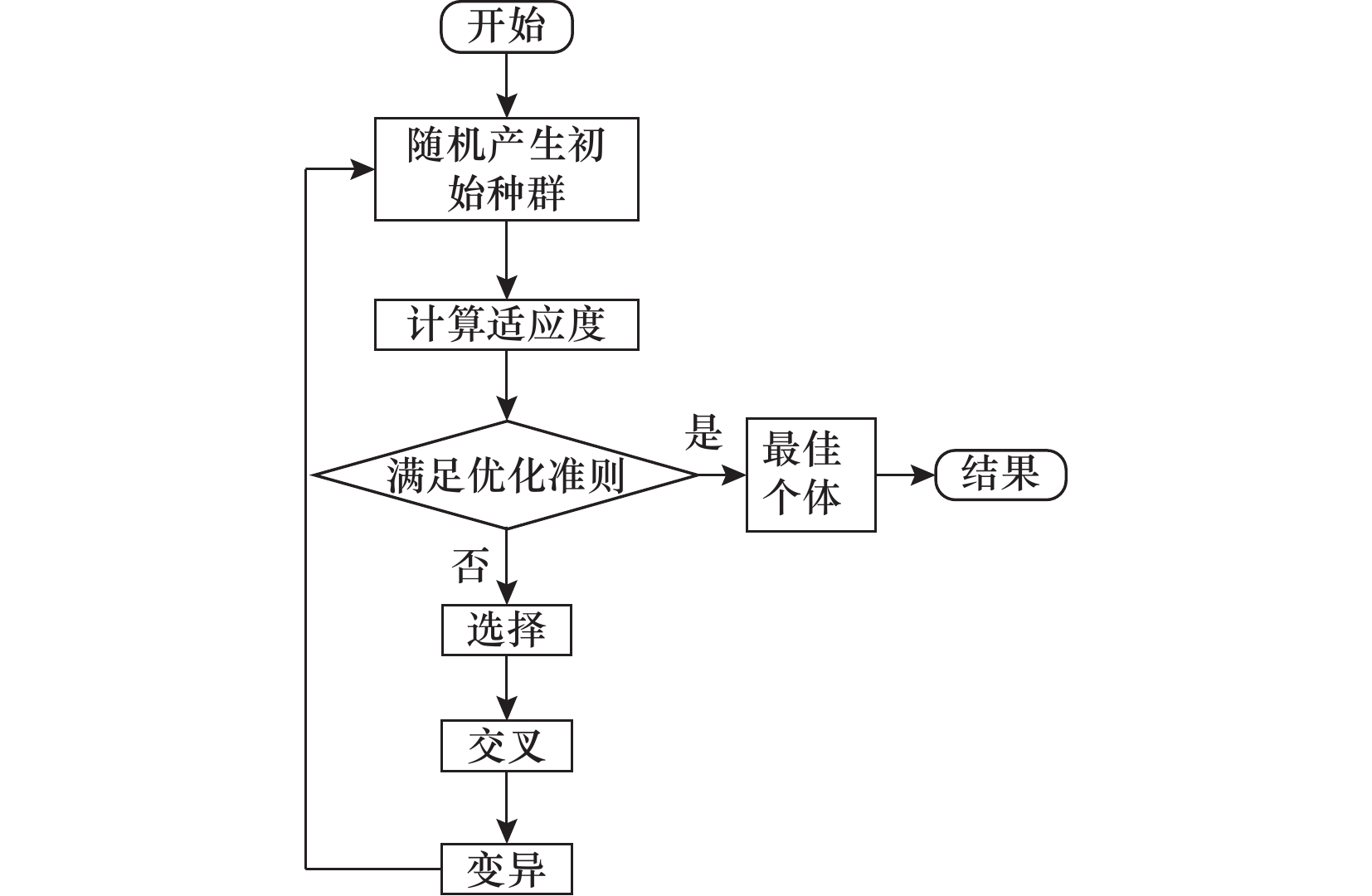
摘要: GH4169材料在航空、航天热端部件的制造中应用较多,为了改善GH4169材料的工件疲劳寿命、提高加工效率,文章设计了GH4169铣削工艺参数与工件表面残余应力之间的正交试验。通过试验,建立了铣削参数与铣削表面残余应力之间的经验公式,分析了铣削参数对铣削表面残余应力的影响规律。另外,应用遗传算法,以铣削表面残余应力、材料切除率的期望值为优化目标,对铣削参数进行了多目标优化,并对优化结果进行了试验验证。结果表明:切削速度对X、Y向残余应力的影响是最主要的,每齿进给量对于X向残余应力的影响次之,对于Y向残余应力的影响最小;切削深度对于X向残余应力的影响最小,对于Y向残余应力的影响次之;较小的切削速度和较大的每齿进给量有利于获得期望的表面残余应力,切削深度的变化对残余应力的影响较小;优化的铣削参数组合为:vc=26.64 m/min,ap=0.45 mm,fz=0.10 mm/z,ae=0.25 mm,可以降低GH4169材料表面残余拉应力,提高切削效率,为GH4169零件铣削参数的选取提供依据。Abstract: GH4169 was widely used in the manufacturing of aerospace hot end components. In order to improve the fatigue life of GH4169 workpieces and improve machining efficiency, an orthogonal experiment was designed between milling parameters and residual stress on the surface of the workpiece. Based on experiments, an empirical formula was established between milling parameters and surface residual stress, and the influence of milling parameters on surface residual stress was analyzed. In addition, genetic algorithm was applied to optimize the milling parameters with the expected values of surface residual stress and material removal rate as the optimization objectives. And the optimization results were experimentally verified. The results indicated that the cutting speed had the greatest impact on the residual stress in the X and Y directions. The influence of feed rate per tooth on the residual stress in the X direction was second,and the influence on the residual stress in the Y direction was the smallest. The influence of cutting depth on the residual stress in the X direction was the smallest, and the influence on the residual stress in the Y direction was the second. A smaller cutting speed and a larger feed rate per tooth were beneficial for obtaining the desired surface residual stress, and changes in cutting depth have a little impact on residual stress.The optimized milling parameter combination was: vc=26.64 m/min, ap=0.45 mm, fz=0.10 mm/z, ae=0.25 mm, The optimized milling parameters can reduce the residualstress on the surface of GH4169 material and improve cutting efficiency. It can provide a basis for the selection of milling parameters for GH4169 parts.
-
Key words:
- GH4169 /
- milling /
- residual stress /
- cutting parameters /
- optimization
-
表 1 试验方案及结果
序号 切削
速度vc/
(m/min)切削
深度
ap /mm每齿
进给量
fz /(mm/z)表面残余应力/
MPaσx σy σtotal 1 10 0.35 0.04 173.75 −164.61 239.34 2 10 0.40 0.06 140.81 −134.06 194.42 3 10 0.45 0.08 133.59 −129.20 185.85 4 10 0.50 0.10 163.48 −123.74 205.03 5 25 0.35 0.06 236.76 −16.04 237.30 6 25 0.40 0.04 307.59 −41.00 310.31 7 25 0.45 0.10 144.12 −11.09 144.55 8 25 0.50 0.08 245.03 30.67 246.94 9 40 0.35 0.08 415.04 166.12 447.05 10 40 0.40 0.10 368.96 154.80 400.12 11 40 0.45 0.04 527.51 210.04 560.70 12 40 0.50 0.06 440.85 157.94 468.29 13 55 0.35 0.10 450.81 205.50 508.62 14 55 0.40 0.08 476.75 213.27 535.23 15 55 0.45 0.06 525.30 268.56 589.97 16 55 0.50 0.04 687.36 302.72 751.07  下载: 导出CSV
下载: 导出CSV
表 2 σtotal回归方程方差分析表
序号 自由度 平方和 均方 F统计量 显著性 回归分析 3 0.565 0.188 15.222 十分显著 残差 12 0.148 0.013 总计 15 0.713
下载: 导出CSV
表 3 σx/σy的极差统计结果
σx因素 铣削速度
vc /(m/min)铣削深度
ap /mm每齿进给量
fz /(mm/z)σy因素 铣削速度
vc /(m/min)铣削深度
ap /mm每齿进给量
fz /(mm/z)水平1 −130.40 57.74 81.04 水平1 −130.40 57.74 81.04 水平2 −7.12 58.00 69.10 水平2 −7.12 58.00 69.10 水平3 171.73 81.58 75.22 水平3 171.73 81.58 75.22 水平4 262.51 99.40 71.37 水平4 262.51 99.40 71.37 极差 392.92 41.66 9.67 极差 392.92 41.66 9.67
下载: 导出CSV
表 4 铣削参数优化结果
残余应力
约束值/
MPa优化结果 材料切
除率Q/
(mm3/min)铣削
速度vc/
(m/min)主轴
转速n/
(r/min)铣削
深度ap/
mm每齿进
给量fz/
(mm/z)150 10.09 552.80 0.41 0.10 11.893 280 26.64 1 081.26 0.45 0.10 31.478
下载: 导出CSV
-
[1] Tang Z T,Liu Z Q,Pan Y Z,et al. The influence of tool flank wear on residual stresses induced by milling aluminum alloy[J]. Journal of Materials Processing Technology,2009,209(9):4502-4508. doi: 10.1016/j.jmatprotec.2008.10.034 [2] Akhtar W,Sun J,Chen W. Effect of machining parameters on surface integrity in high speed milling of super alloy GH4169/Inconel 718[J]. Materials and Manufacturing Processes,2016,31(5):620-627. doi: 10.1080/10426914.2014.994769 [3] Amini S,Fatemi M H,Atefi R. High speed turning of Inconel 718 using ceramic and carbide cutting tools[J]. Arabian Journal for Science and Engineering,2014,39(3):2323-2330. doi: 10.1007/s13369-013-0776-x [4] 马芳薇,谭靓,李丰玉,等. 铣削参数对GH4169高温合金表面完整性的影响[J]. 航空精密制造技术,2022,58(4):5-10. doi: 10.3969/j.issn.1003-5451.2022.04.003 [5] 朱卫华,王宗园,周金华,等. 面向残余应力控制的高温合金铣削刀具几何参数优化方法[J]. 航空制造技术,2021(14):79-86. doi: 10.16080/j.issn1671-833x.2021.14.079 [6] 陆嘉文,朱栋,王福平,等. 镍基高温合金 GH4169 电解加工残余应力研究[J]. 机械制造与自动化,2021,50(6):14-16. [7] 李锋,刘建强,赵慧凯,等. TiAlN涂层刀具高速铣削GH4169刀具耐用度研究[J]. 航空制造技术,2014(12):94-97. doi: 10.16080/j.issn1671-833x.2014.12.011 [8] 陈建岭,李剑锋,孙杰,等. 钛合金铣削加工表面残余应力研究[J]. 机械强度,2010,32(1):53-57. [9] 雷英杰,张善文,李旭武,等. MATLAB遗传算法工具箱及应用[M]. 西安:西安电子科技大学出版社,2005. -

 下载:
下载:



 点击查看大图
点击查看大图
图(5) / 表(4)
计量
- 文章访问数: 49
- HTML全文浏览量: 21
- PDF下载量: 19
- 被引次数: 0


