

Analysis and problem solving of cylinder block balance shaft bore coaxiality deviation
-
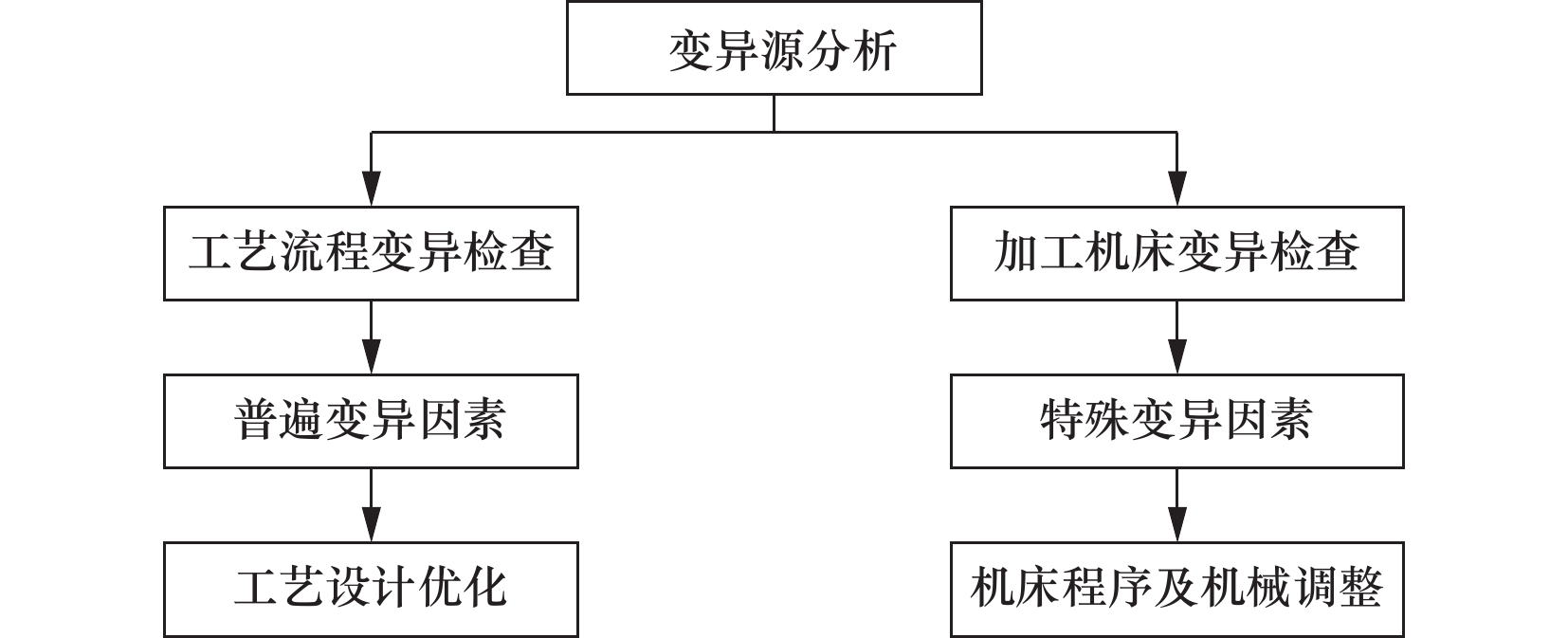
摘要: 文章应用变异源分析,结合工艺流程变异检查以及对三坐标测量结果的深入研究,识别出造成平衡轴孔同轴度偏差的根本原因。通过对工艺流程的优化,消除了影响同轴度整体表现的普遍变异因素。通过多种机床调整方法,消除了具有问题聚焦性机床的特殊变异因素,进而有效解决了缸体平衡轴孔的同轴度偏差问题。Abstract: The root cause of balance shaft bore coaxiality deviation is identified by combining the application of the source of variation analysis, process variation check, and deep dives of CMM measurement result. General variation factor that affects the overall coaxiality performance is eliminated by optimizing the process sequence. Special variation factor of problem concentrated machines is eliminated by multiple machine adjustment methods, thus solving the cylinder block balance shaft bore coaxiality deviation problem.
-
Key words:
- balance shaft bore /
- coaxiality /
- process sequence optimization /
- machine adjustment
-
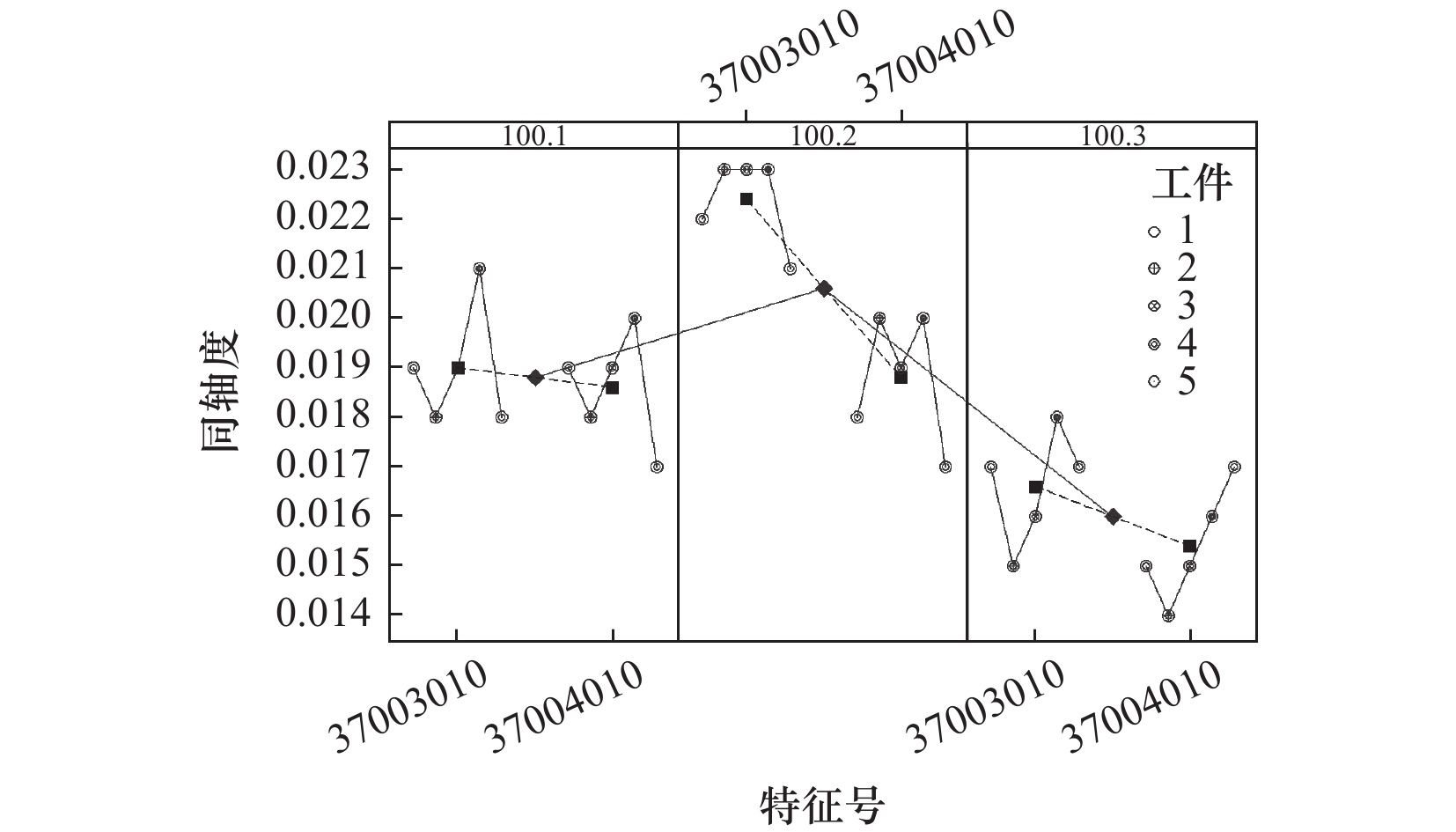
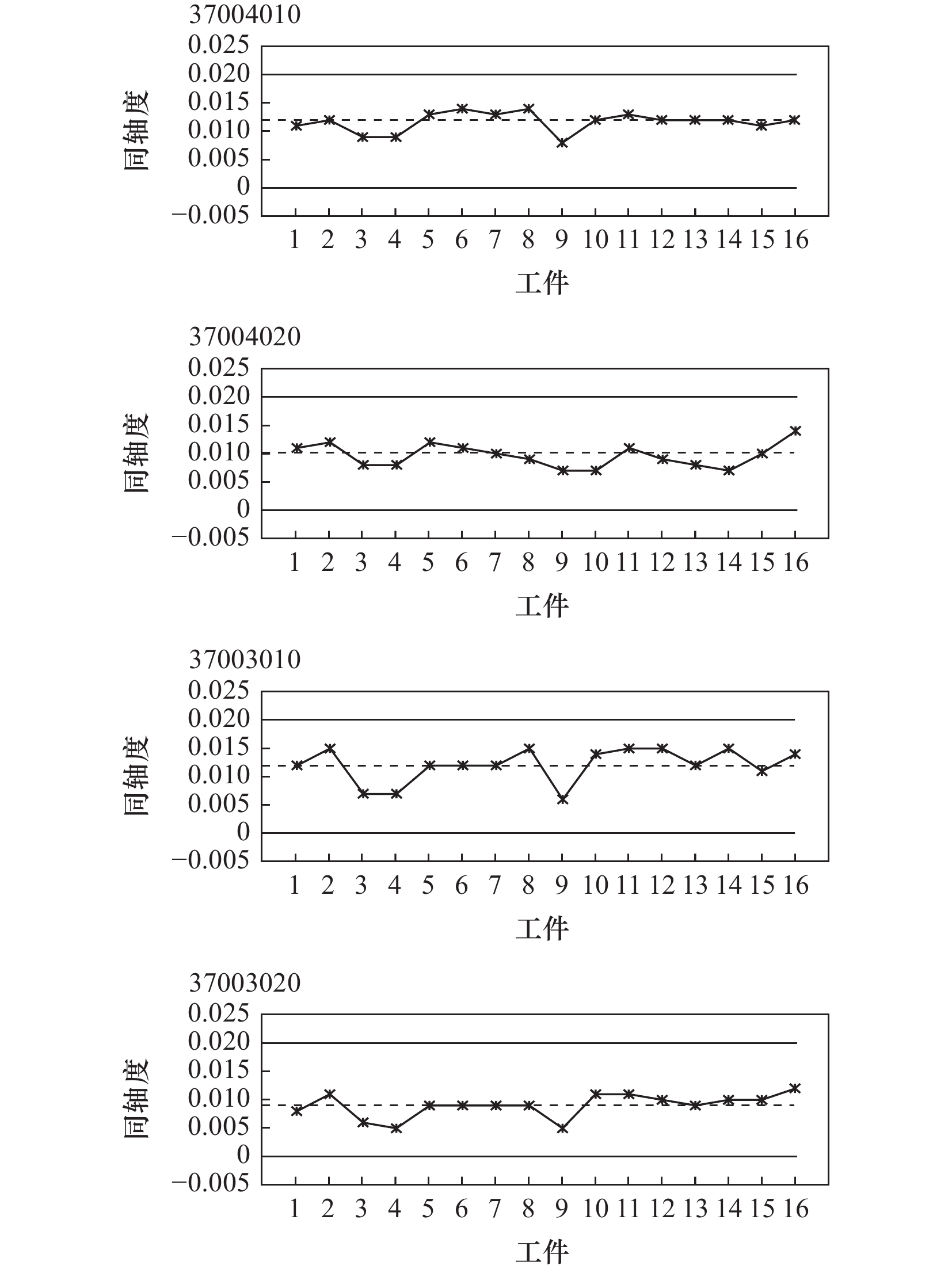
表 1 工件在不同工位加工后的同轴度结果
工位 工艺内容 奇数侧平衡轴孔
同轴度/mm偶数侧平衡轴孔
同轴度/mm— — 37003011 37003021 37004011 37004021 OP100 镗曲轴孔&
平衡轴孔0.010 0.007 0.004 0.002 OP120 镗曲轴孔倒角 0.018 0.016 0.012 0.010 OP130 铣平衡轴孔槽 0.019 0.017 0.016 0.014 OP157 铰珩曲轴孔 0.019 0.016 0.014 0.013 全尺寸
报告完成品 0.020 0.018 0.016 0.015  下载: 导出CSV
下载: 导出CSV
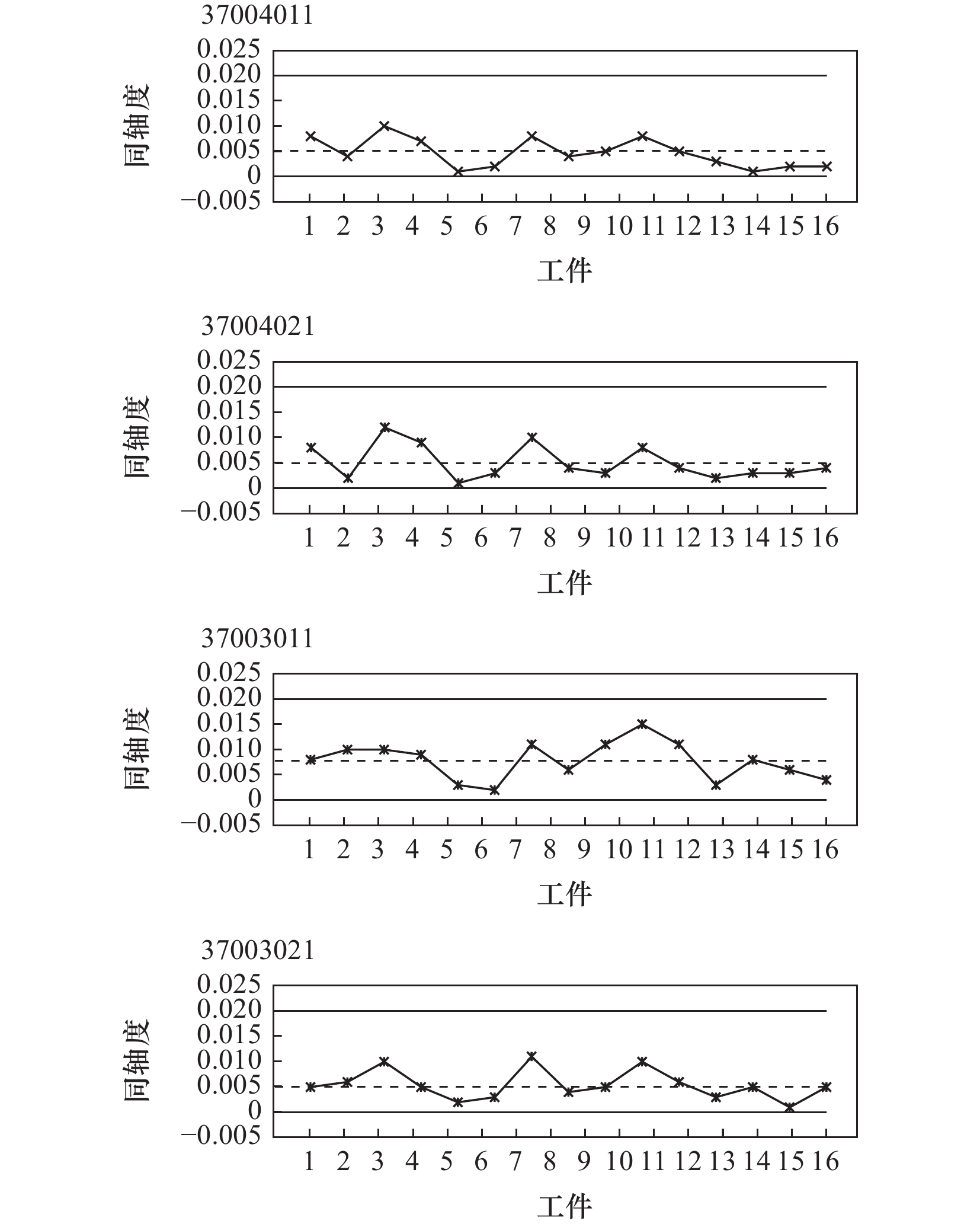
表 2 铣削高压油泵接触面前后同轴度变化
工位 工艺内容 奇数侧平衡轴孔
同轴度/mm偶数侧平衡轴孔
同轴度/mm— — 37003011 37003021 37004011 37004021 OP110 铣高压油泵
接触面前0.008 0.006 0.005 0.003 OP110 铣高压油泵
接触面后0.018 0.015 0.011 0.010
下载: 导出CSV
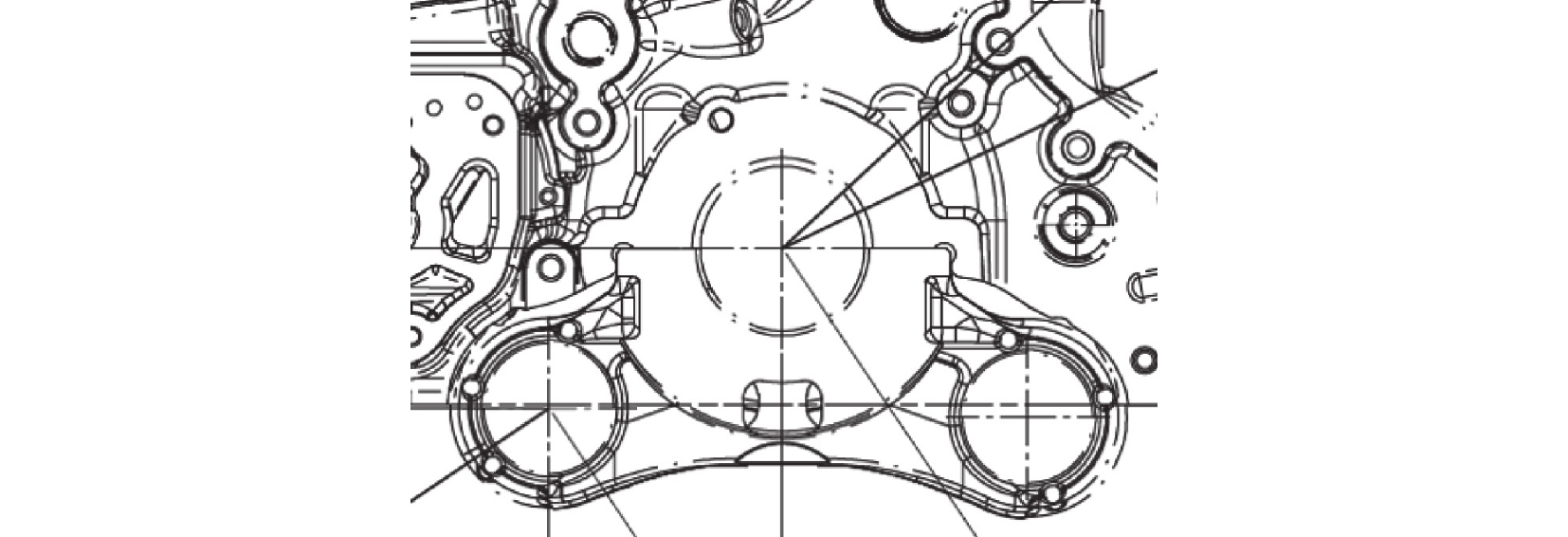
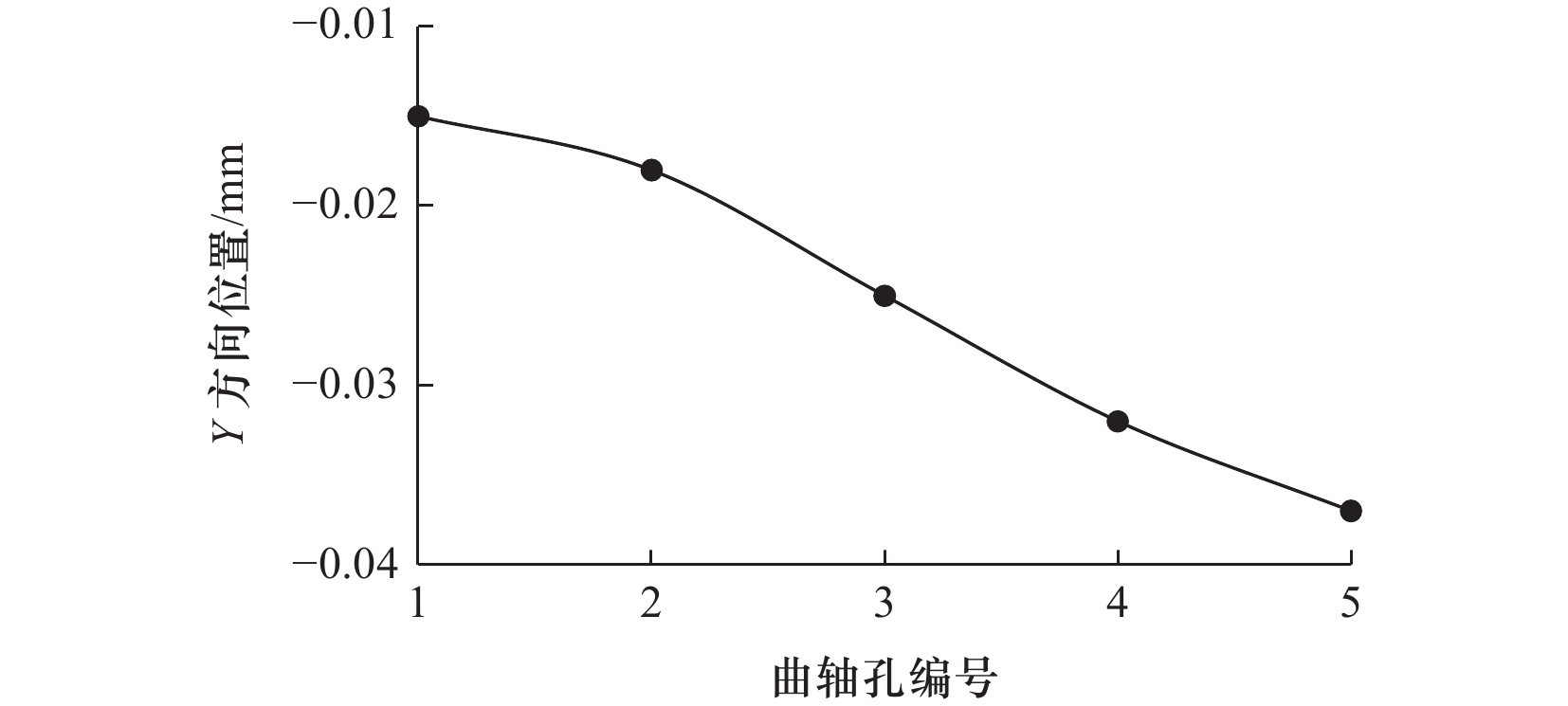
表 3 两侧平衡轴孔基于名义值的相对位置
方向 奇数侧平衡轴孔位置/mm 偶数侧平衡轴孔位置/mm — 37005011 37001011 37006011 37002011 Y −0.002 −0.013 −0.001 −0.011 Z 0.009 0.018 0.005 0.012
下载: 导出CSV
-
[1] 黄磊,宋秀英,李云霄,等. 基于ADAMS四缸发动机的平衡轴仿真分析[J]. 内燃机与配件,2017(9):29-31. doi: 10.3969/j.issn.1674-957X.2017.09.013 [2] 全国产品尺寸和几何技术规范标准化技术委员会.GB/T 1182—2008 产品几何技术规范(GPS) 几何公差 形状、方向、位置和跳动公差标注[S].北京:中国标准出版社,2005. -

 下载:
下载:







 点击查看大图
点击查看大图

图(16) / 表(3)
计量
- 文章访问数: 42
- HTML全文浏览量: 19
- PDF下载量: 10
- 被引次数: 0


