

Simulation and experimental of array microtexturing based on porous nozzle technology
-
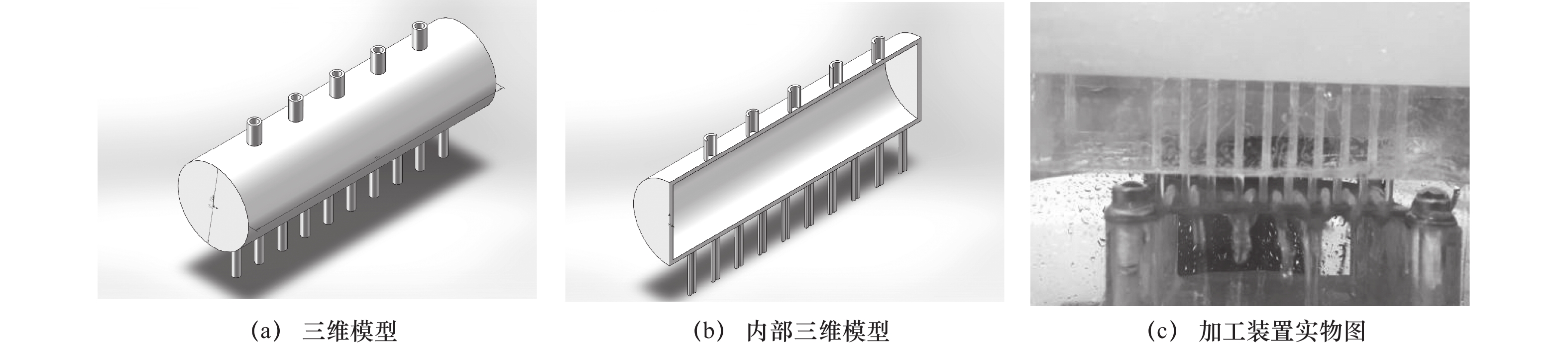
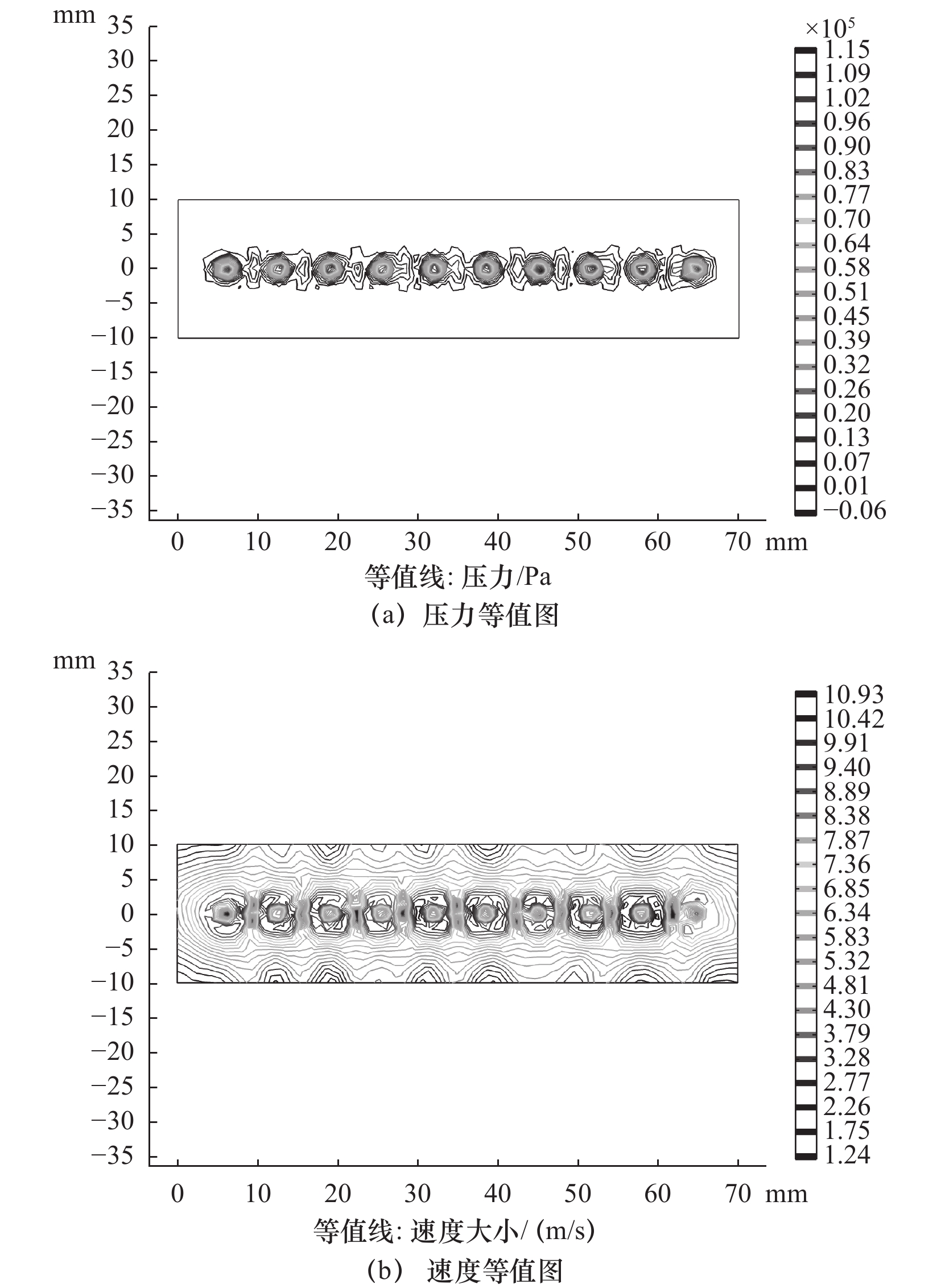
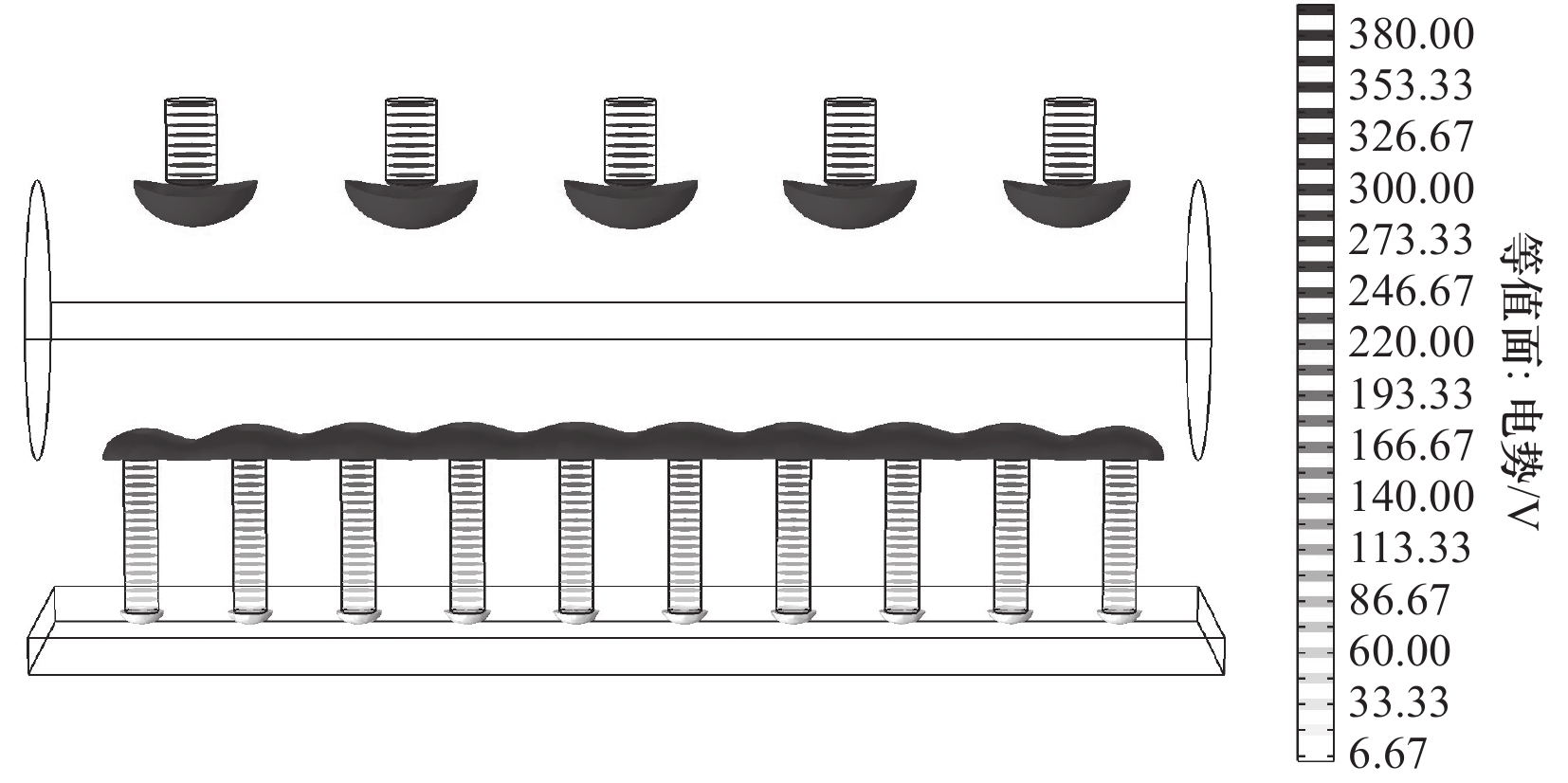
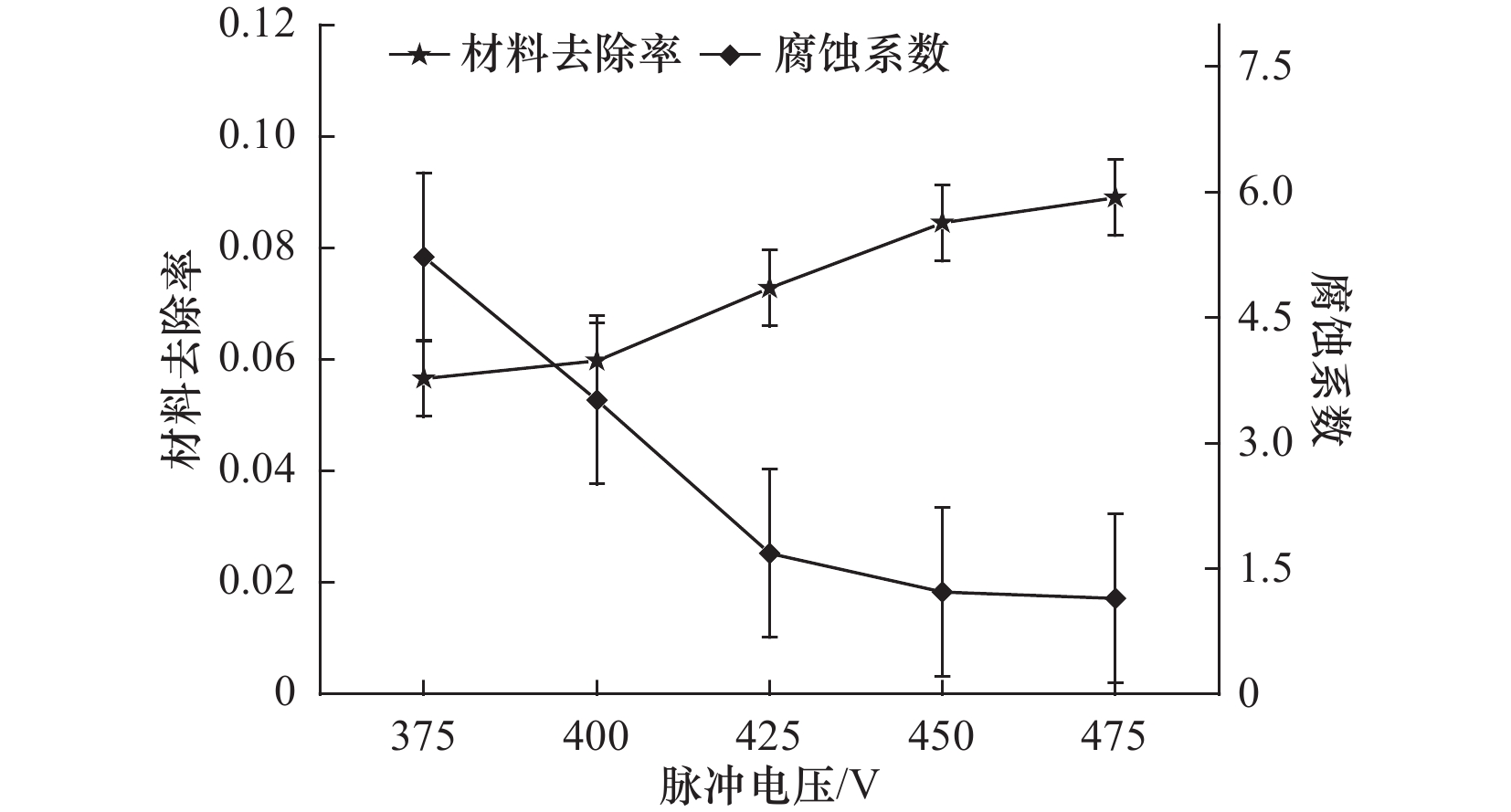
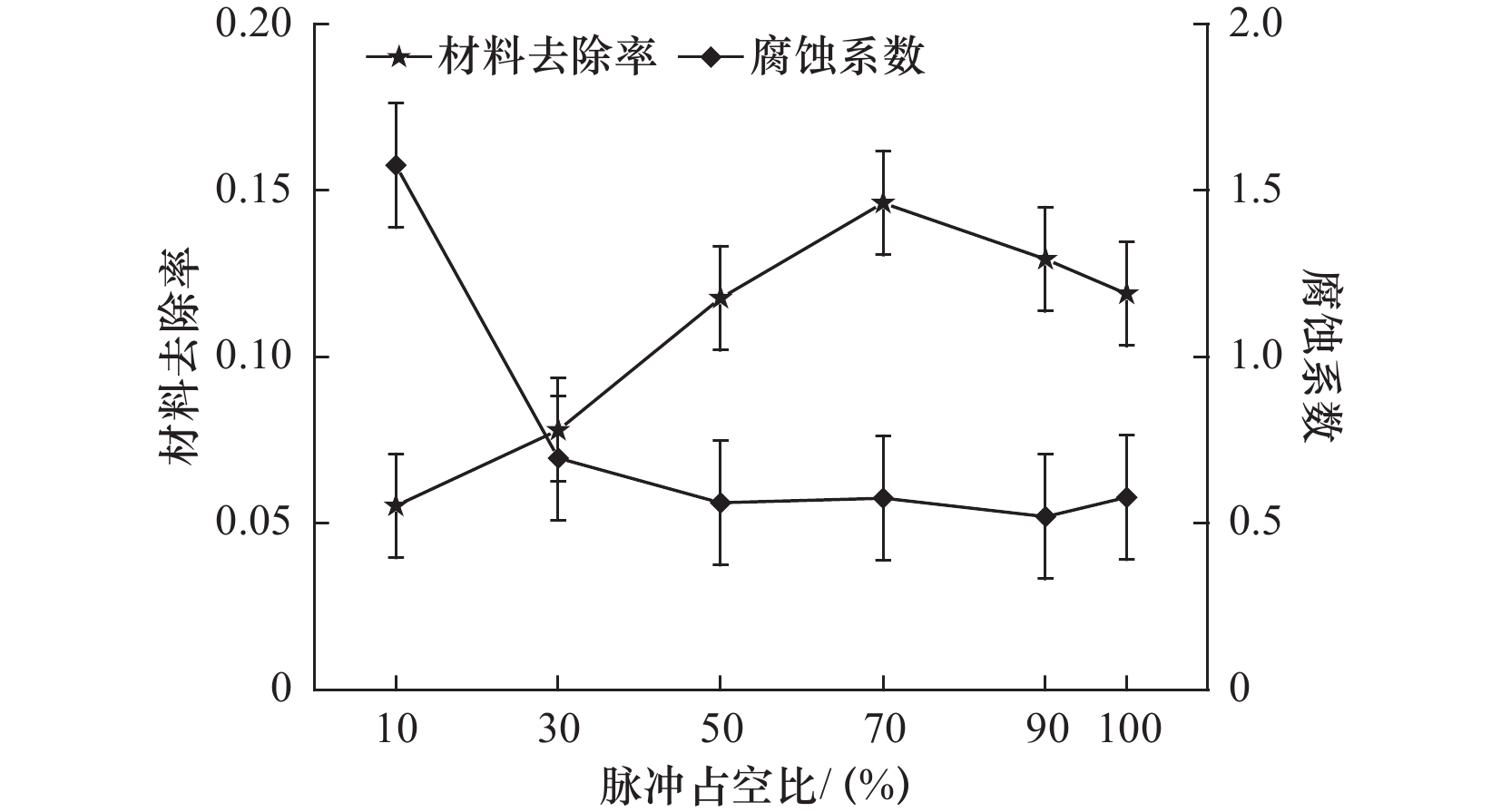
摘要: 射流电解加工单孔喷嘴系统存在显著不足,不能适用于大规模表面微织构制造,因此提出多孔条形喷嘴加工工艺。利用不受加工结构限制的3D 打印技术制作多孔喷嘴模型,搭建射流电解加工实验装置。利用Comsol软件进行流场与电场仿真,以喷嘴到工件表面流速大小和电流密度等为评价依据,对喷嘴腔体内部流道进行优化。研究表明,条形喷嘴结构能够形成形态稳定的射流,对工件实现高效加工。当加工电压为475 V、占空比为70%时,材料去除率达到峰值。Abstract: In response to the significant shortcomings of the single-hole nozzle system for jet electrolytic machining, which is not applicable to the field of manufacturing large-scale surface micro-weave structures, a porous strip nozzle machining process is proposed. The porous nozzle structure was fabricated using 3D printing technology, which is not limited by the processing structure, and the jet electrolysis machining device was constructed. Comsol software was used to simulate the flow field and electric field, and the flow channel inside the nozzle cavity was optimised based on the evaluation of the flow rate from the nozzle to the surface of the workpiece and the current density. The study shows that the bar nozzle structure can form a stable jet to achieve efficient machining of the workpiece. The peak material removal rate was achieved at a machining voltage of 475 V and a duty cycle of 70%.
-
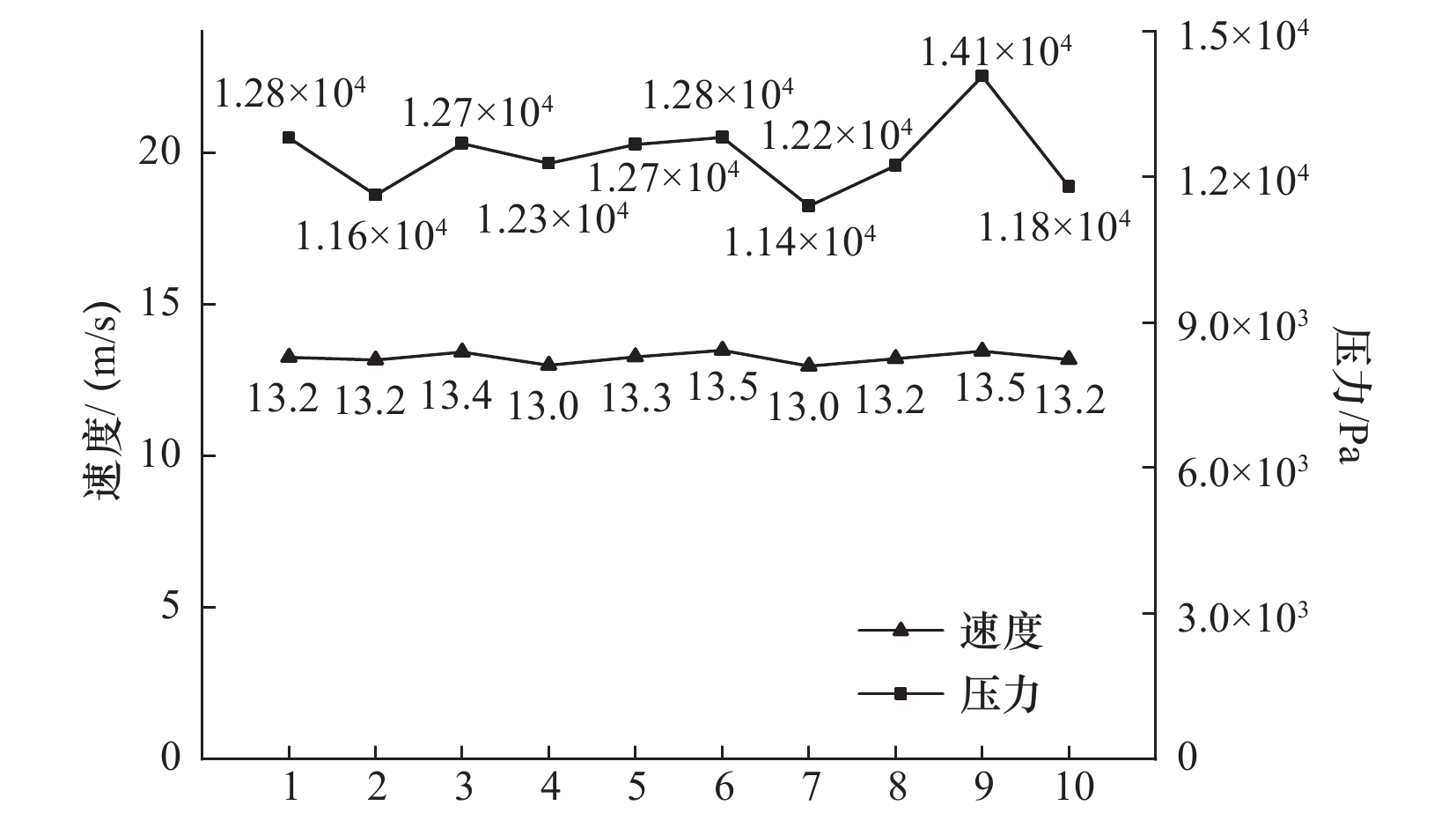
表 1 测试射流压力均匀性实验
喷嘴编号 实验次序(单位:104 Pa) 平均值 1 2 3 1 1.25 1.30 1.23 1.26 2 1.22 1.19 1.19 1.20 3 1.33 1.25 1.32 1.30 4 1.28 1.23 1.24 1.25 5 1.25 1.31 1.28 1.28 6 1.29 1.23 1.23 1.25 7 1.21 1.16 1.17 1.18 8 1.36 1.42 1.36 1.38 9 1.40 1.33 1.35 1.36 10 1.15 1.18 1.15 1.16  下载: 导出CSV
下载: 导出CSV
表 2 脉冲高压电射流加工凹坑试验参数
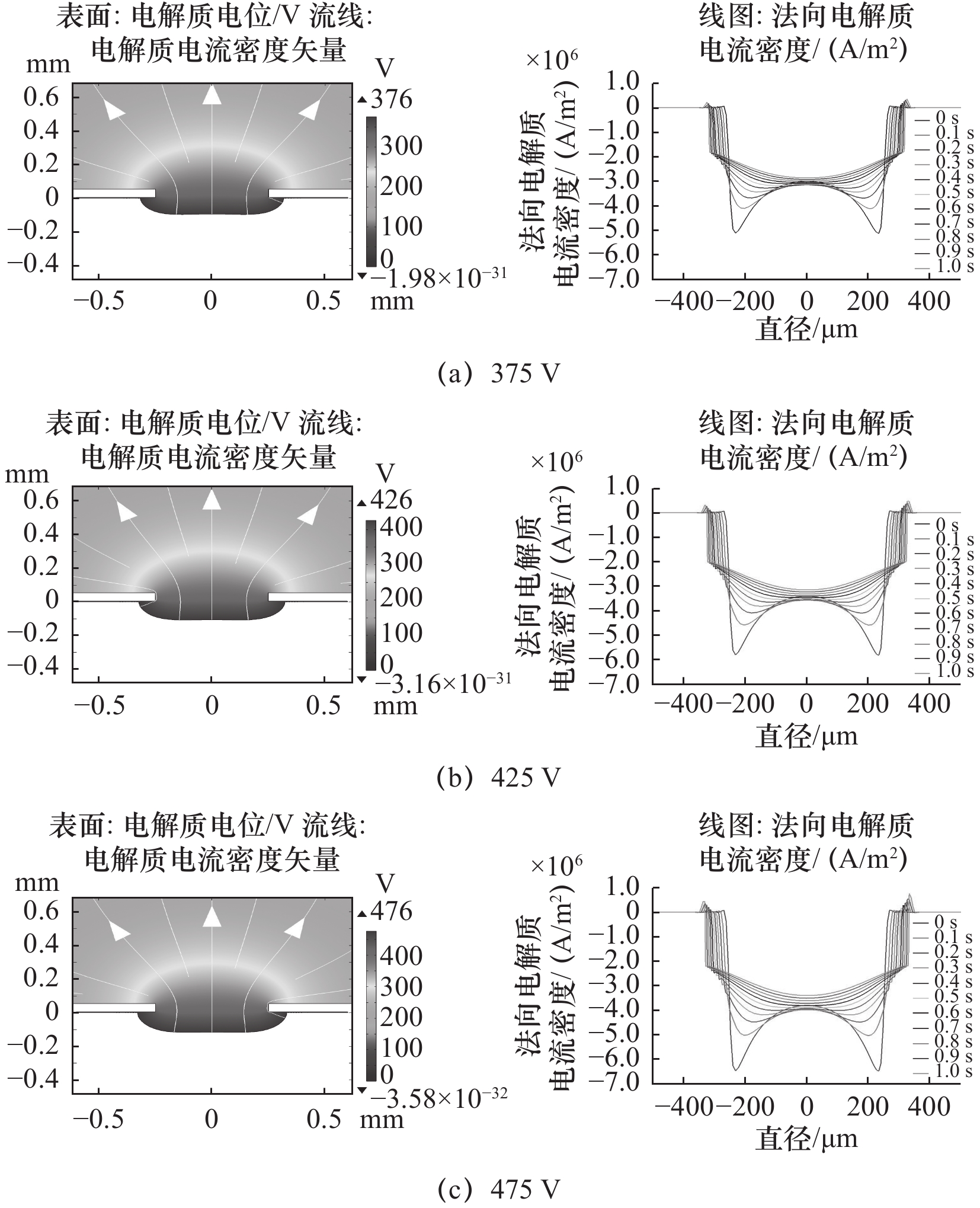
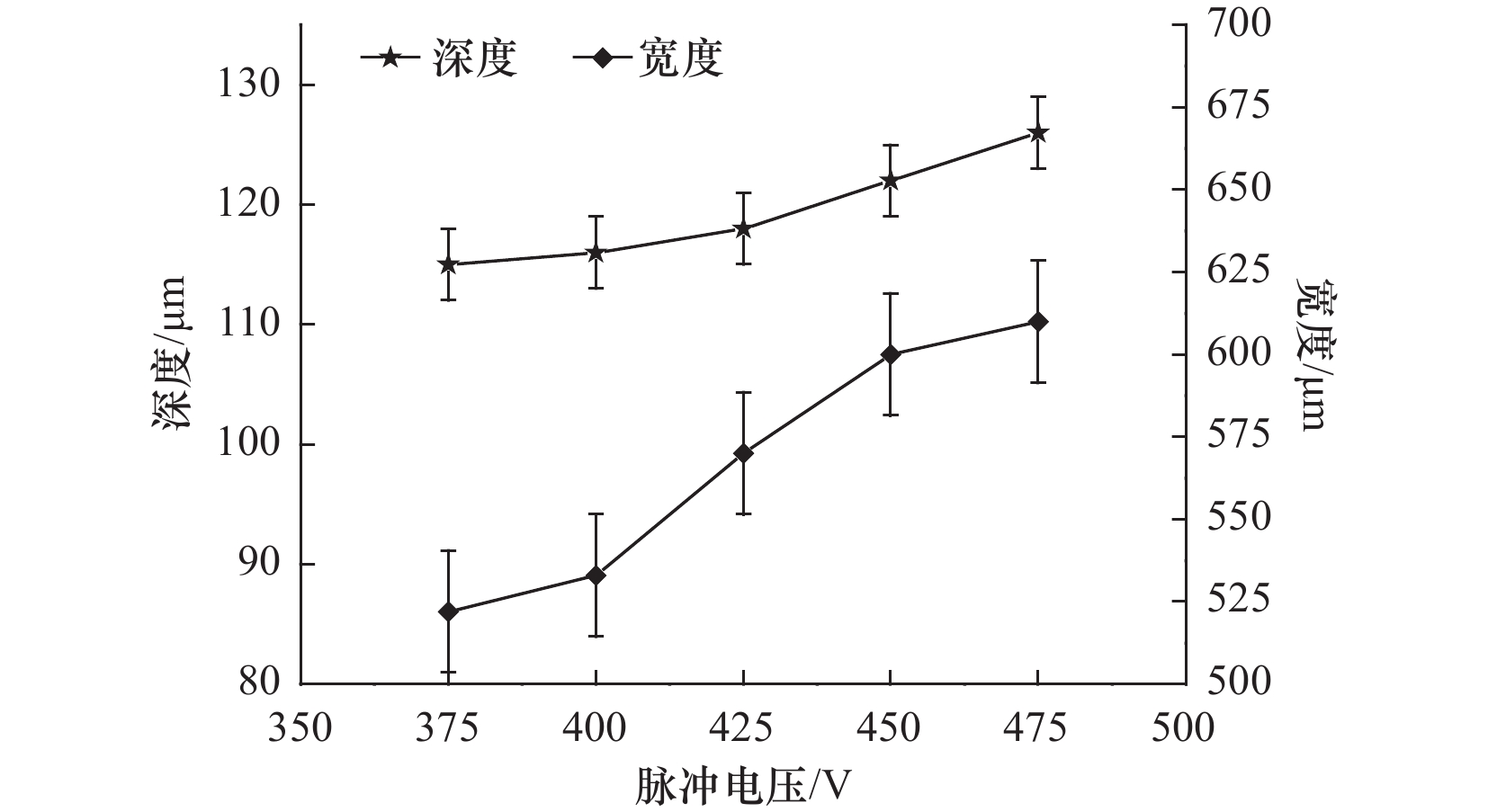
工艺参数 参数值 电解液压力P/MPa 0.3 脉冲电压峰值U/V 350, 375, 400
425, 450, 475脉冲电压频率f/Hz 1 000 脉冲电压占空比r/(%) 50 喷嘴与工件距离d/mm 2.5
下载: 导出CSV
表 3 脉冲高压占空比电射流加工凹坑试验参数
工艺参数 参数值 电解液压力P/MPa 0.3 脉冲电压峰值U/V 400 脉冲电压频率f/Hz 1000 脉冲电压占空比r/(%) 10, 30, 50,
70, 90, 100喷嘴与工件距离d/mm 2.5
下载: 导出CSV
-
[1] 刘亚娟,干为民,柳林,等. 基于间隙控制技术的数控电解加工机床能耗研究[J]. 机床与液压,2021,49(22):24-28. doi: 10.3969/j.issn.1001-3881.2021.22.005 [2] 张西方,徐文杰,任坤,等. 超声振动辅助模板电解加工微凹坑方法研究[J]. 现代制造工程,2022(6):78-84. [3] 庄怀印,郭钟宁,吴明,等. 扫描射流掩膜电解加工微坑阵列试验研究[J]. 机械设计与制造,2022(3):139-143. doi: 10.3969/j.issn.1001-3997.2022.03.028 [4] 黄安楠,张震,傅波,等. 超声辅助射流电解加工的仿真及实验[J]. 应用声学,2022,41(1):103-111. doi: 10.11684/j.issn.1000-310X.2022.01.012 [5] Chen X L,Dong B YZhang C Y. Electrochemical direct-writing machining of microchannel array[J]. Journal of Materials Processing Technology,2019,265:138-149. [6] Jia Z X,Zhang K Y Wang J. Surface quality of Al2O3 ceramic and tool wear in diamond wire sawing combined with oil film-assisted electrochemical discharge machining[J]. Appl. Sci.,2023,13(15):9030. doi: 10.3390/app13159030 [7] Chen C D,Wu S F,Zhang T,et al. Experimental study of electrolytic processing of discharge-assisted jet masks[J]. Coatings,2023,13(7):1280. [8] He J F,Wang Z,Zhou W J,et al. Electrolytic characteristics of microhole array manufacturing using polyacrylamide electrolyte in 304 stainless steel[J]. Micromachines,2023,14(10):1808. [9] Kong W J,Liu Z Y,Zhang R D,et al. Investigation on wire electrochemical discharge micro-machining[J]. Micromachines 2023,14(8):1505. [10] Zhao R C,Huang L,Zhao H Y,et al. Study of mask electrochemical machining for ring narrow groove under the action of multiple physical fields[J]. Coatings,2022,12(5):605. doi: 10.3390/coatings12050605 [11] Liu J,Wang Z,Xu Z Y. Electrochemical polishing of Ti6Al4V alloy assisted by high-speed flow of micro-abrasive particles in NaNO3 electrolyte[J]. Materials,2022,15(22):8148. doi: 10.3390/ma15228148 [12] 荆奇,李飘庭,张勇斌,等. 针对慢波微结构的电解射流加工电流密度调制研究[J]. 电加工与模具,2020(4):41-46. doi: 10.3969/j.issn.1009-279X.2020.04.008 [13] 李飘庭,荆奇,张勇斌,等. 电极丝前置式射流电解加工仿真及初步实验研究[J]. 哈尔滨工业大学学报,2020,52(1):178-185. doi: 10.11918/201903196 [14] 蓝富林,李俊飞,刘桂贤,等. 多工位内齿轮电解加工机床的研制[J]. 制造技术与机床,2023(4):5-8. [15] 韩金臻,柳斌. 薄壁材料厘米级阵列结构电解加工的数值模拟与实验验证[J]. 制造技术与机床,2022(2):111-115. -

 下载:
下载:



 点击查看大图
点击查看大图

图(12) / 表(3)
计量
- 文章访问数: 41
- HTML全文浏览量: 6
- PDF下载量: 10
- 被引次数: 0


