

Impact toughness analysis of Q355/SKH9 HSS laser refrequency welded joint
-
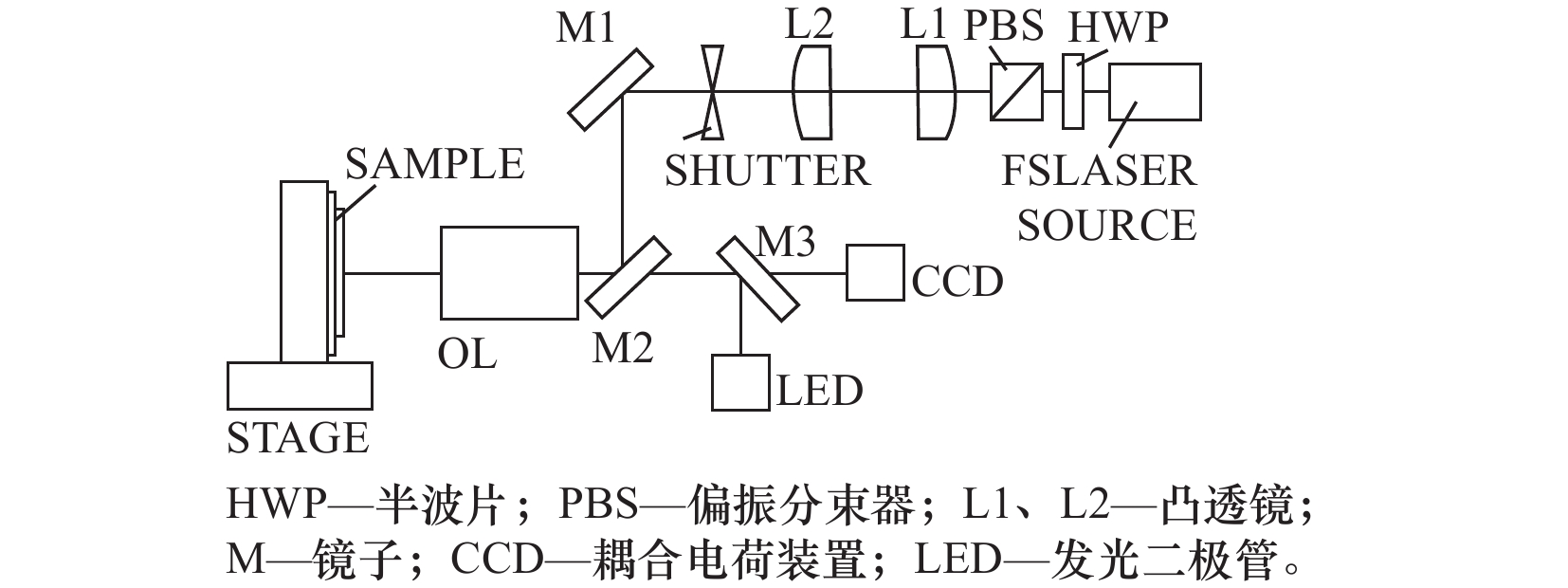
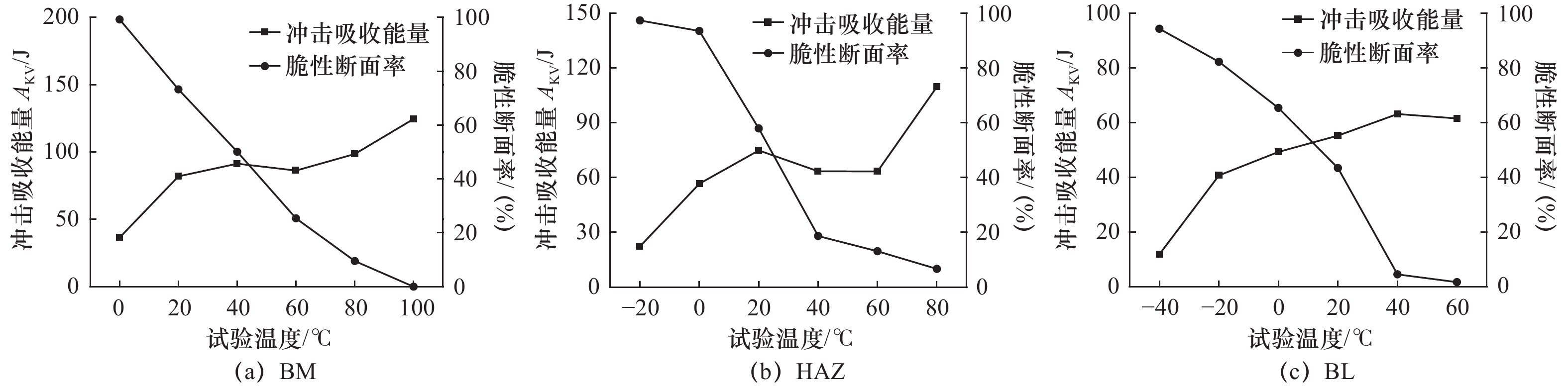
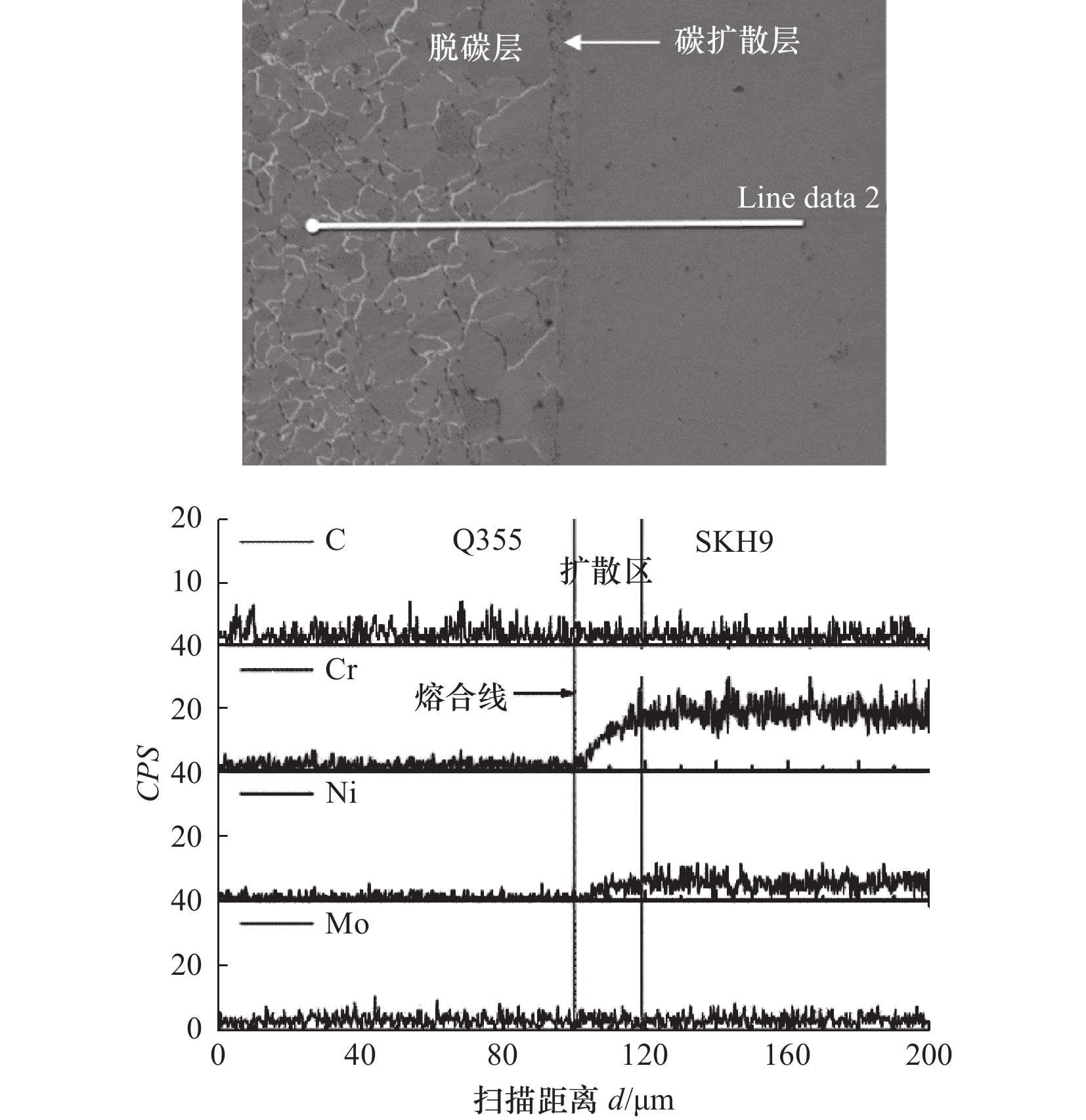
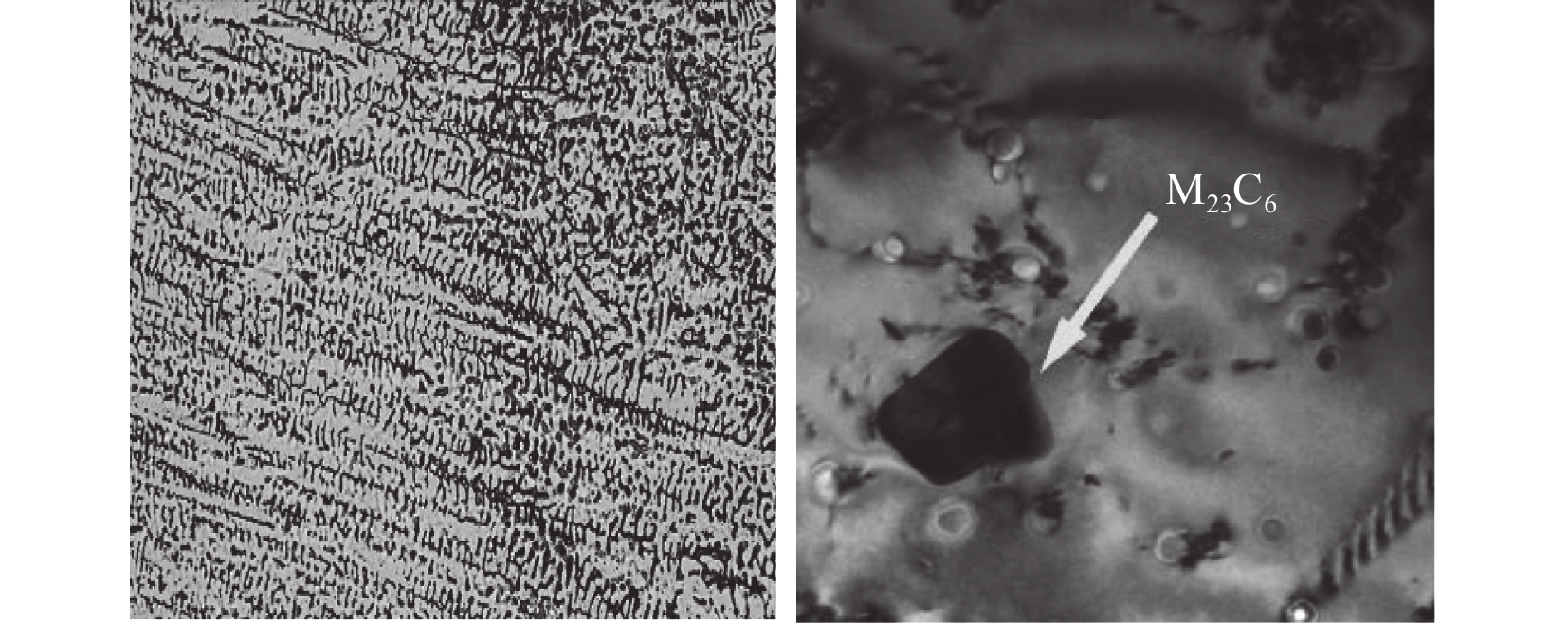
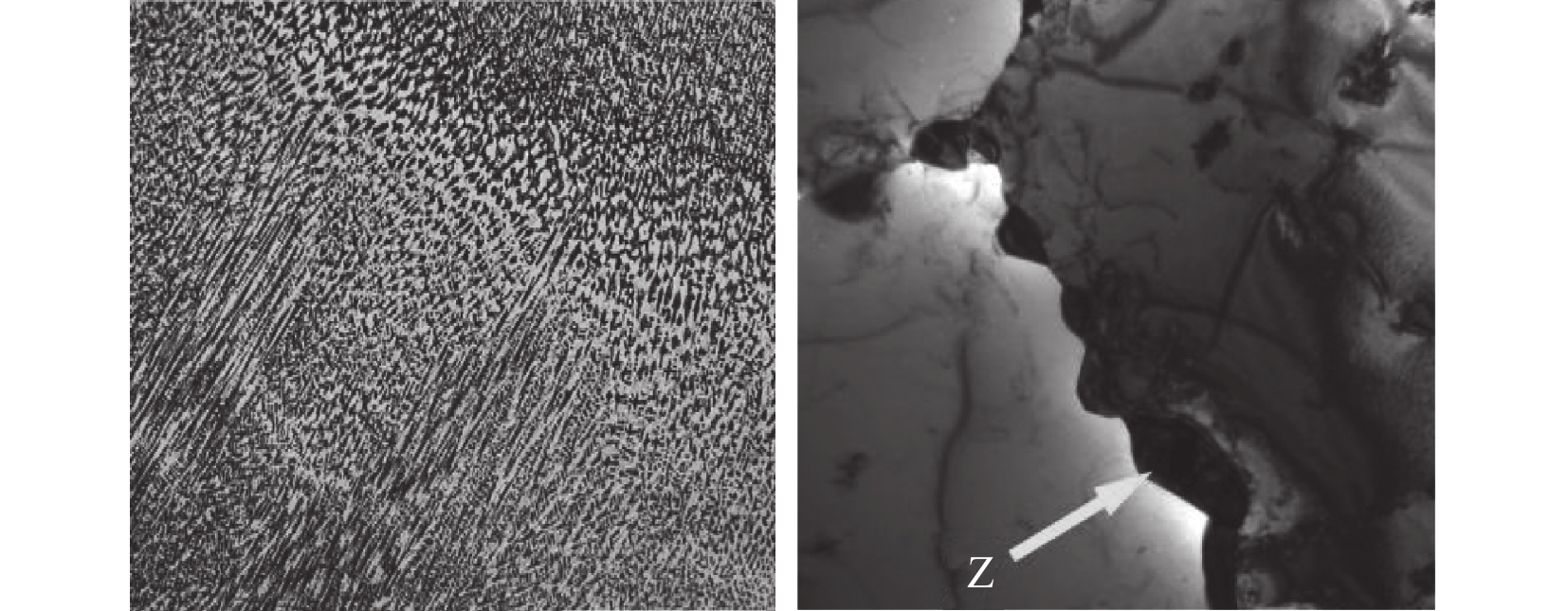
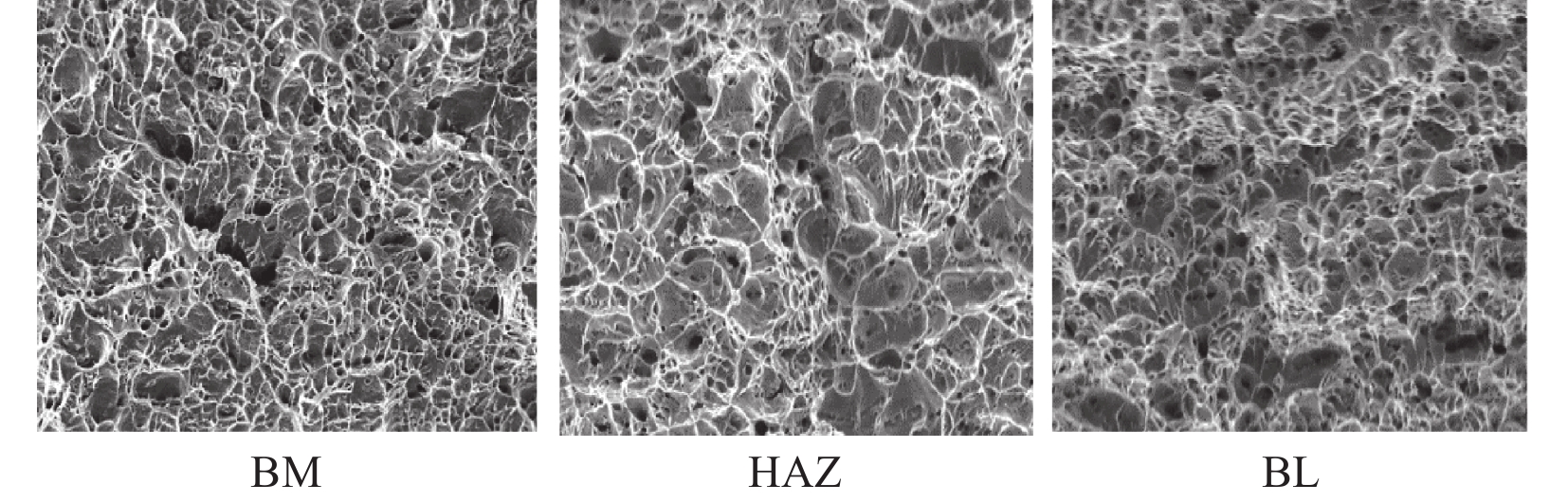
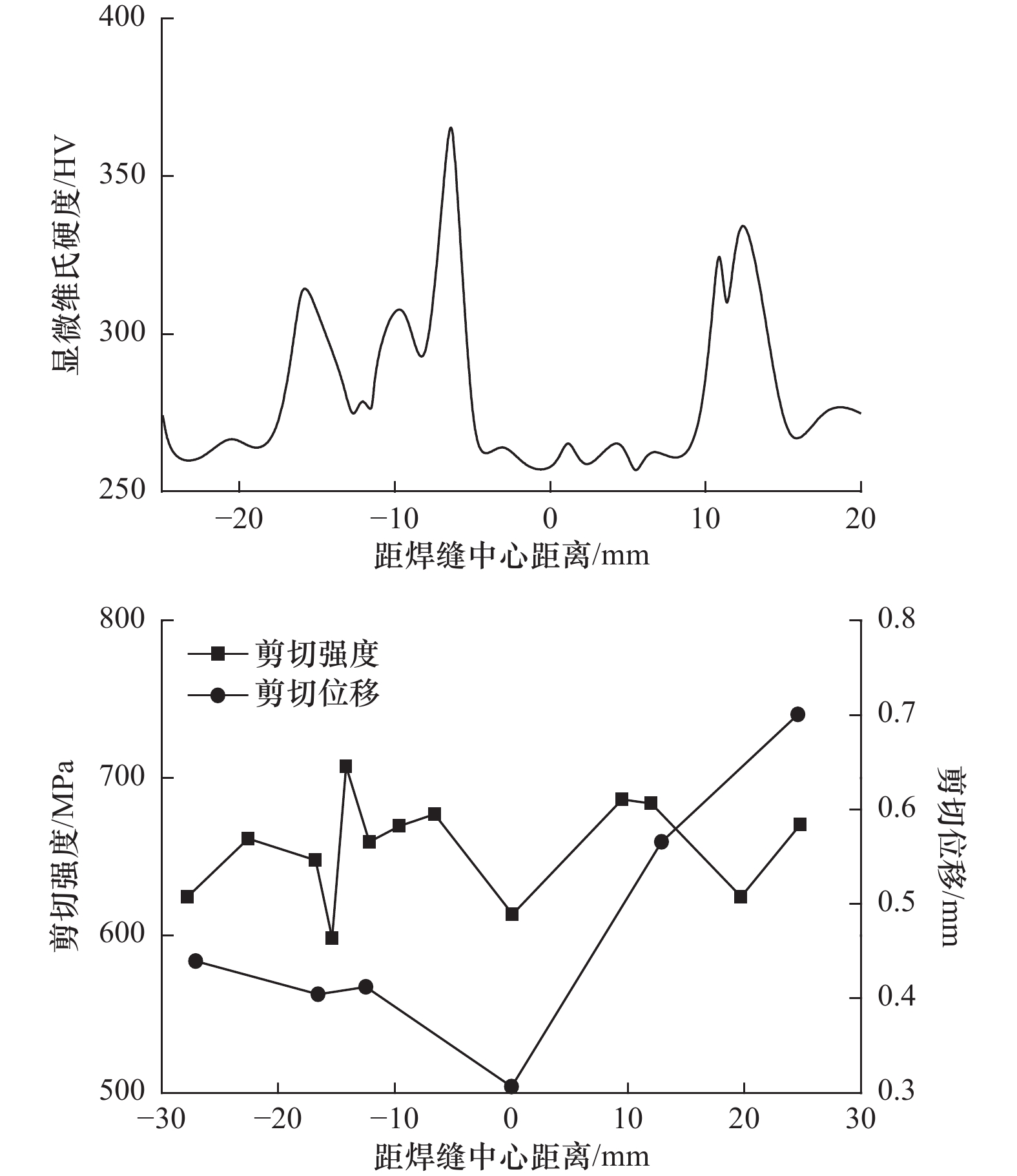
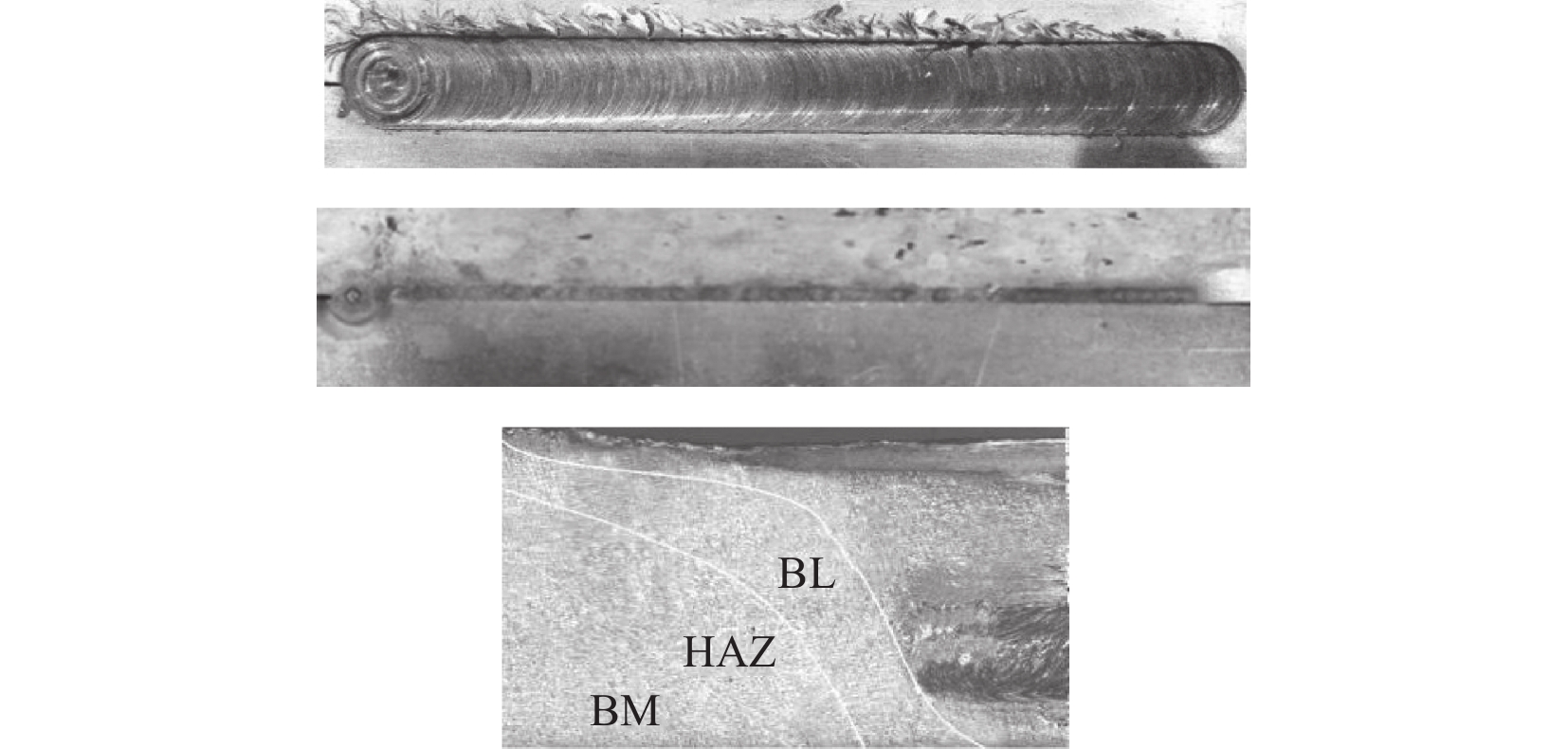
摘要: 文章采用激光焊接技术制造Q355/SKH9高速钢焊接接头,并开展V型缺口冲击韧性实验。研究结果表明:当试验温度下降后,接头受到了更小冲击吸收能量作用,焊接接头形成了明显梯度冲击韧性;在BM中存在大量回火板条型马氏体组织,HAZ热处理时内部形成了不同焊接热循环过程;在BM和HAZ断口部位形成了许多撕裂棱,表现为准解理断裂;断HAZ具备优异韧性,达到了比BM更优的韧性;经过回火处理后,板条马氏体与粒状贝氏体获得了更强冲击韧性;BM保持相对稳定的显微硬度与剪切强度,HAZ形成了大梯度变化的显微硬度与剪切强度;经过焊接热循环处理与之后回火过程,HAZ基体与晶界部位形成了更多碳化物,增大HAZ强度与硬度。Abstract: A new technology called Narrow-gap submerged arc welding was used to make a Q355/SKH9 high speed steel joint for fitness equipment, and an experiment on the impact toughness of a V-notch submerged Arc was conducted. The results show that when the test temperature drops, the joint is affected by less impact energy absorption, and the welded joint forms an obvious gradient impact toughness. There are a large number of tempered lath martensite structures in BM, and different welding thermal cycles are formed inside the HAZ heat treatment. Many tearing edges were formed at the BM and HAZ fracture sites, showing quasi-cleavage fracture. HAZ has excellent toughness, which is better than BM. After tempering, lath martensite and granular bainite obtained stronger impact toughness. BM maintains a relatively stable microhardness and shear strength, and HAZ forms a large gradient variation of microhardness and shear strength. After the welding thermal cycle treatment and later tempering process, more carbide is formed between HAZ matrix and grain boundary, which increases the strength and hardness of HAZ.
-
Key words:
- high speed steel /
- welding joint /
- impact toughness /
- microstructure /
- mechanical property
-
表 1 焊接接头各区域元素分布
(质量分数,%) 区域 C Mn Si Cr Ni Mo BM 0.14 0.54 0.02 10.04 0.67 1.15 BL 0.10 1.16 0.19 3.23 0.11 1.22 HAZ 0.22 0.23 0.02 1.56 3.6 0.37  下载: 导出CSV
下载: 导出CSV
-
[1] 黄瑞生,李想,邹吉鹏,等. Ti6Al4V合金低真空激光焊接头形貌特征分析[J]. 焊接学报,2023,44(9):24-29,130. doi: 10.12073/j.hjxb.20221130001 [2] 殷志敏,楼平,章旭泳,等. 铝/钢异种金属准连续激光焊接工艺研究[J]. 应用激光,2023,43(8):78-84. [3] 叶硕,邸洪双,张郑辉,等. 高碳钢片对铝硅镀层热成形钢激光焊接接头组织性能的影响[J]. 焊接学报,2022,43(10):106-112,120. doi: 10.12073/j.hjxb.20211027004 [4] 董斌鑫,张艳梅,虞钢,等. 304不锈钢/镍激光焊接中氧对接头形貌、组织及力学性能的影响[J]. 中国激光,2022,49(16):45-52. [5] 翟战江,赵琳,彭云,等. DP980钢及DP980钢激光焊接接头的高周疲劳性能[J]. 钢铁研究学报,2022,34(7):679-686. [6] 时尚,刘丰刚,黄春平,等. 激光复合热源焊接技术的研究进展[J]. 材料导报,2022,36(11):170-177. [7] 徐育烺,李敬勇,石铭霄,等. Q235/304异种钢激光焊接接头组织及力学性能研究[J]. 应用激光,2022,42(4):21-28. [8] 张继雪,李小婷,王瑾. SUS316不锈钢激光摆动焊接工艺研究[J]. 应用激光,2022,42(2):24-32. [9] 李巧艳,赵昕,辛志彬,等. 6082铝合金激光-MIG复合焊接工艺及接头组织性能[J]. 应用激光,2021,41(6):1168-1177. [10] 梅丽芳,谢顺,严东兵,等. 活性激光焊接不锈钢厚板熔池流场动态行为研究[J]. 应用激光,2021,41(6):1155-1161. [11] 蔡雄军,冷进明,熊建坤. 28CrMoNiV与25Cr2Ni4MoV 异种转子钢焊接接头性能研究[J]. 电焊机,2018,48(8):114-120. [12] Wang W K,Zhang J X,Xu Z Z,et al. High cycle fatigue behavior of a dissimilar metal welded joint in ultra-supercritical steam turbine rotor[J]. Materials Research Express,2020(7):016565. [13] 谭龙,张从平,张建勋. 焊接转子窄间隙焊接接头冲击韧性数值研究[J]. 焊管,2013,36(9):5-10. doi: 10.3969/j.issn.1001-3938.2013.09.001 [14] 赵双群,林富生. 长期服役后低压转子30Cr2Ni4MoV 钢的性能研究[J]. 动力工程学报,2013,33(2):153-159. doi: 10.3969/j.issn.1674-7607.2013.02.013 [15] 刘中华,何成,刘京伟,等. 工业汽轮机转子用钢28CrMoNiV 脆性转变温度的研究[J]. 机电工程,2015,32(12):1564-1568. -

 下载:
下载:



 点击查看大图
点击查看大图
图(10) / 表(1)
计量
- 文章访问数: 22
- HTML全文浏览量: 6
- PDF下载量: 1
- 被引次数: 0


