

Finite element analysis of cutting process and surface formation of SiCp/Al composites under conventional and ultrasonic vibration assisted conditions
-
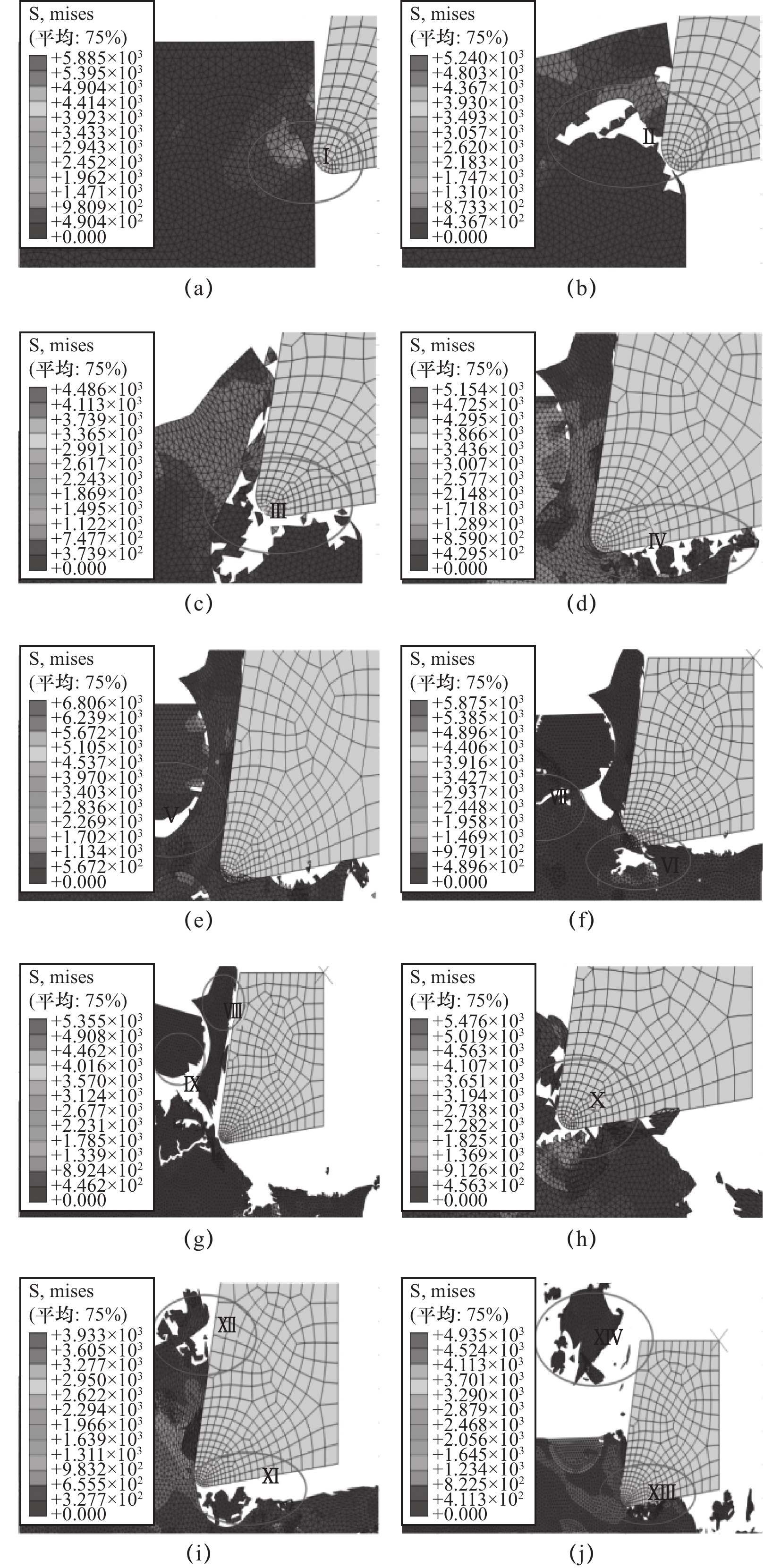
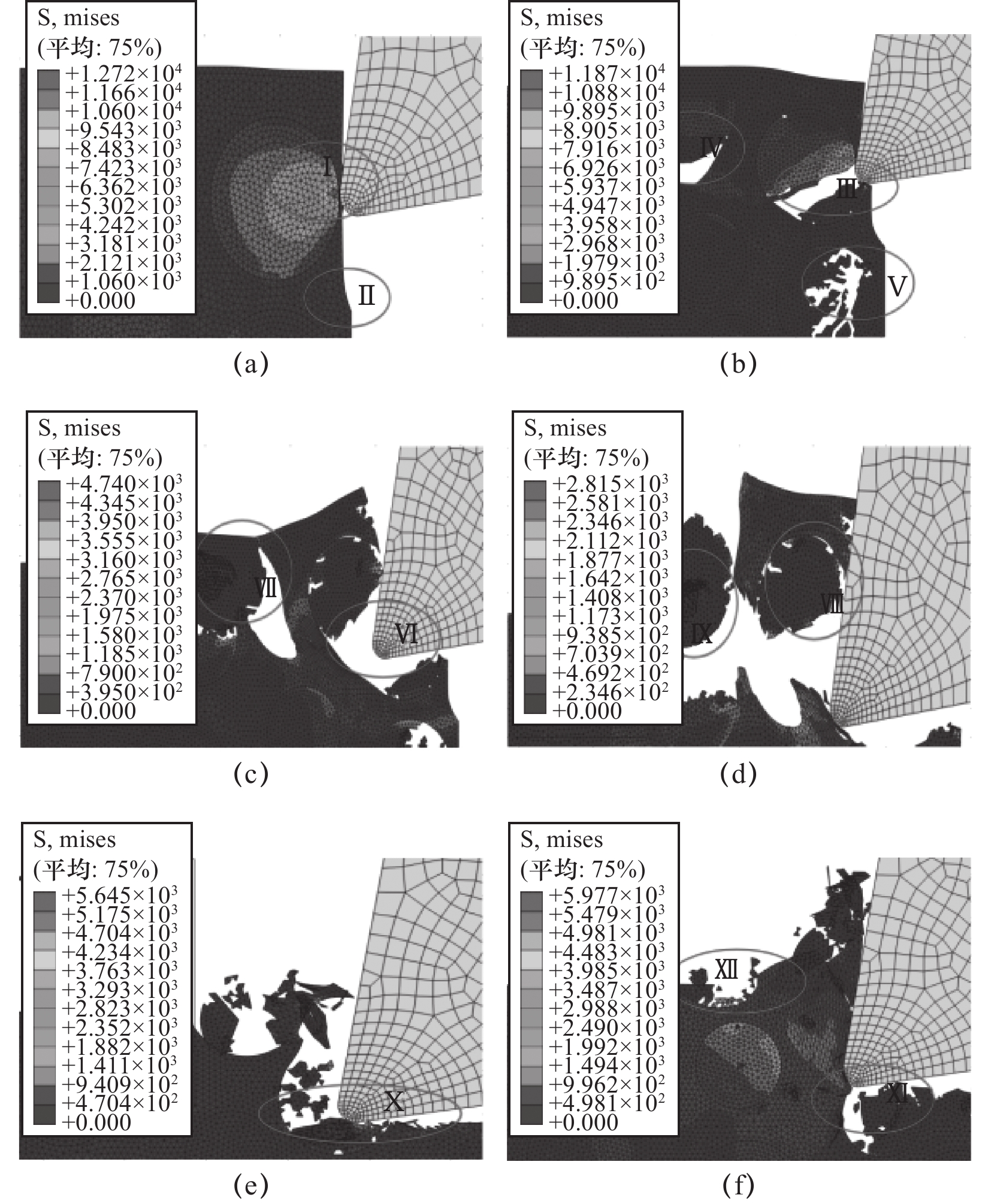
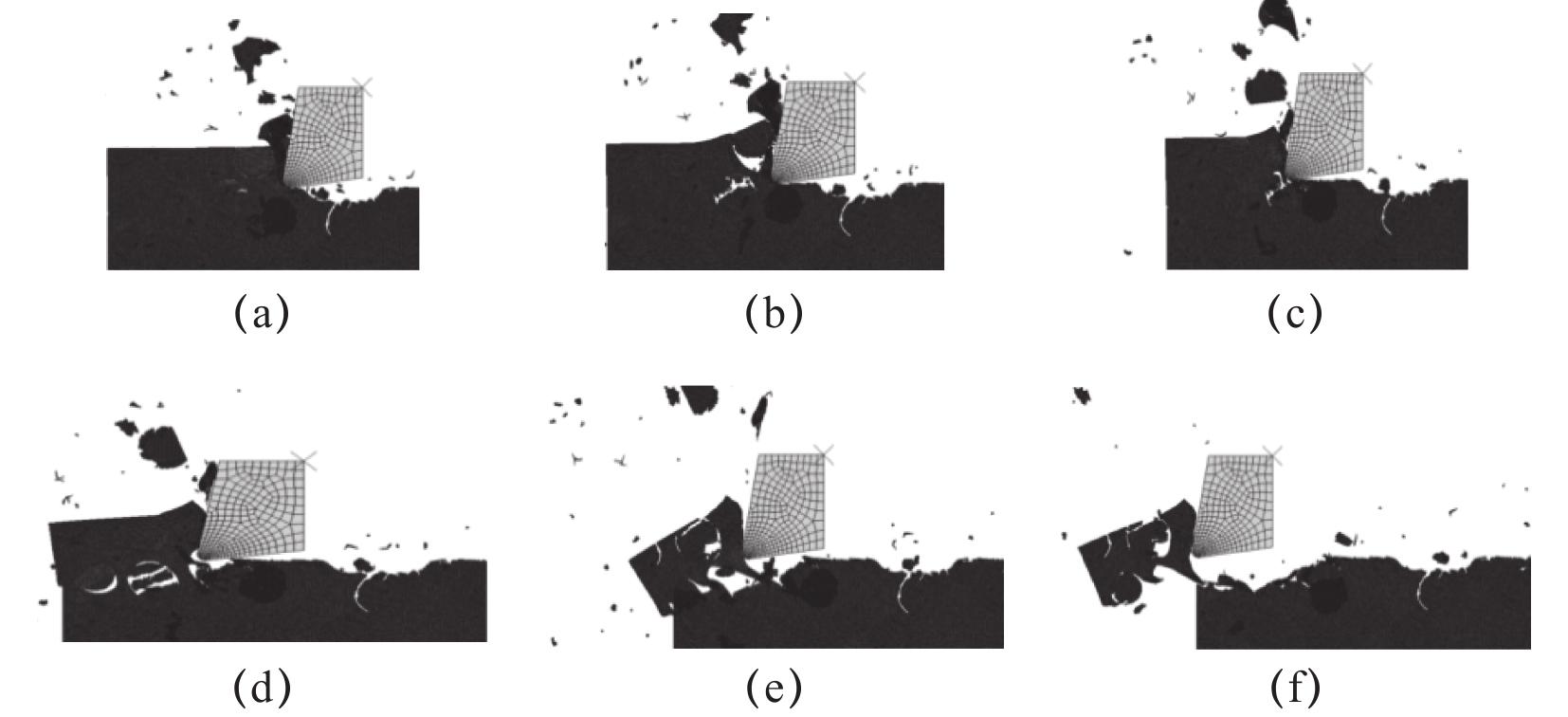
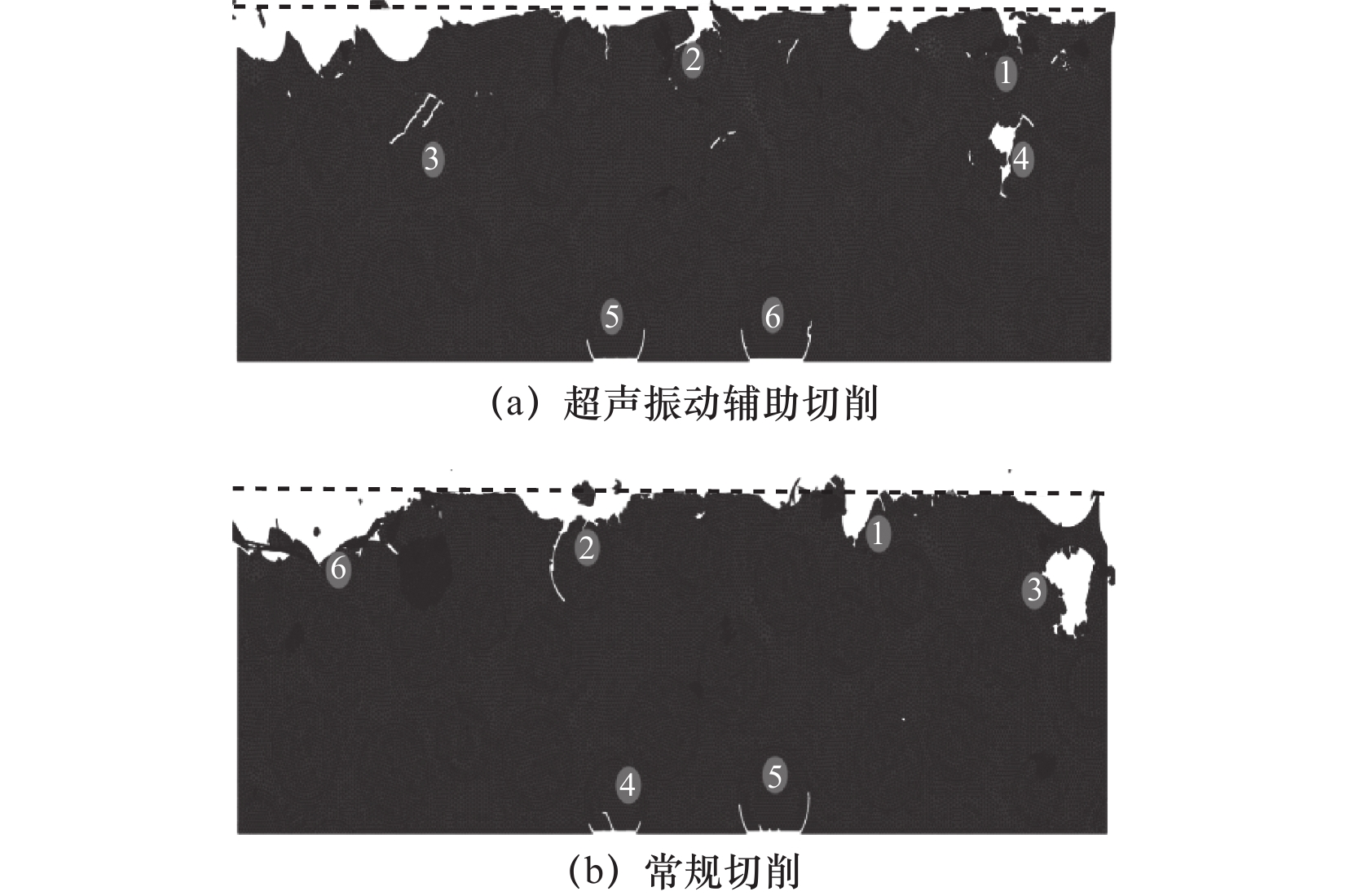
摘要: SiCp/Al复合材料是一种典型的难加工的材料,由于其基体中颗粒增强导致常规切削中加工质量差、切削阻力高、加工损伤高,机械加工性差,常规切削已不能满足加工要求。通过切削仿真,对比分析常规与超声振动辅助切削条件下复合材料的切削过程、SiC颗粒的损伤特性、工件的表面形貌与亚表面损伤。结果表明,相比于常规切削,超声振动辅助切削可以提高复合材料的表面完整性,减少复合材料的亚表面损伤,并且能够提高工件的表面质量。
-
关键词:
- SiCp/Al复合材料 /
- 有限元模拟 /
- 超声振动辅助切削 /
- 切削机理 /
- 表面质量
Abstract: SiCp/Al composite is a typical difficult-to-machine material. Due to the presence of particle reinforcement in its matrix, it leads to poor machining quality, high cutting resistance, high machining damage and poor machinability under conventional cutting conditions. Conventional cutting can not meet the processing requirements. Through cutting simulation, the cutting process of composite materials, the damage characteristics of SiC particles, the surface morphology and subsurface damage of workpieces under conventional and ultrasonic vibration assisted cutting conditions are compared and analyzed. The results show that compared with conventional cutting, ultrasonic vibration assisted cutting can improve the surface integrity of the composite material, reduce the subsurface damage of the composite material, and improve the surface quality of the workpiece. -
表 1 Al的物理性质及J-C本构参数
材料特性 参数 材料特性 参数 $ \rho /( $t/mm3$ ) $ 2.81×10−9 C 0.024 $ E/\mathrm{M}\mathrm{P}\mathrm{a} $ 71 700 m 1.56 $ \mathrm{\mu } $ 0.33 $ {T}_{m} $ 600 $ C/(\mathrm{m}\mathrm{J}/ $t·$ \mathrm{K}) $ 9.6×108 $ {T}_{r} $ 20 热膨胀/(1/ ℃) 2.36×10−5 $ {d}_{1} $ −0.068 热导率/(mW/(m·K)) 173 $ {d}_{2} $ 0.451 A 546 $ {d}_{3} $ −0.952 B 678 $ {d}_{4} $ 0.036 n 0.71 $ {d}_{5} $ 0.697  下载: 导出CSV
下载: 导出CSV
表 2 SiC的物理性质及JH-2本构参数
材料特性 参数 材料特性 参数 $ \rho /( $t/mm3$ ) $ 3.2×10-9 $ T/\mathrm{G}\mathrm{P}\mathrm{a} $ 0.75 G 193 000 D 0 A 0.96 $ {\sigma }_{\max}^{i}/\mathrm{G}\mathrm{P}\mathrm{a} $ 12.2 N 0.65 $ {\sigma }_{\max}^{f}/\mathrm{G}\mathrm{P}\mathrm{a} $ 1.3 B 0.35 $ HEL/\mathrm{G}\mathrm{P}\mathrm{a} $ 11.7 M 1.0 $ {P}_{HEL}/\mathrm{G}\mathrm{P}\mathrm{a} $ 5.13 C 0.009 $ \beta $ 1.0 $ {K}_{1}/\mathrm{G}\mathrm{P}\mathrm{a} $ 220 $ {D}_{1} $ 0.48 $ {K}_{2}/\mathrm{G}\mathrm{P}\mathrm{a} $ 361 $ {D}_{2} $ 0.48 $ {K}_{3}/\mathrm{G}\mathrm{P}\mathrm{a} $ 0 $ {\varepsilon }_{f,\mathrm{m}\mathrm{i}\mathrm{n}}^{pl} $ 0.0 $ {\varepsilon }^{\cdot } $ 1.0 $ \varepsilon_{f,\mathrm{m}\mathrm{ax}}^{pl} $ 1.2 $ \mathrm{F}\mathrm{S} $ 0.2
下载: 导出CSV
表 3 Cohesive内聚模型本构参数
材料特性 参数 材料特性 参数 $ \rho /({\mathrm{t}}/{\mathrm{mm}}^3) $ 2.8×10−9 $ {t}_{n}/\mathrm{M}\mathrm{P}\mathrm{a} $ 3 770 $ {E}_{nn}/\mathrm{M}\mathrm{P}\mathrm{a} $ 2.642×108 $ {t}_{s}/\mathrm{M}\mathrm{P}\mathrm{a} $ 2 760 $ {E}_{ss}/\mathrm{M}\mathrm{P}\mathrm{a} $ 1.49×108 $ {t}_{t}/\mathrm{M}\mathrm{P}\mathrm{a} $ 2 760 $ {E}_{tt}/\mathrm{M}\mathrm{P}\mathrm{a} $ 1.49×108 $ \mathit{{J}}/ ({\mathrm{mJ}}/{\mathrm{mm}}^2)$ 4.74×10−3 $ {H}_{EF}/\mathrm{m}\mathrm{m} $ 0.001
下载: 导出CSV
-
[1] Sekhar R,Singh T P. Mechanisms in turning of metal matrix composites:a review[J]. Journal of Materials Research and Technology,2015,4:197-207. doi: 10.1016/j.jmrt.2014.10.013 [2] Zhai C T,Xu J K,Li Y Q,et al. The study on surface integrity on laser-assisted turning of SiCp/2024Al[J]. Optomechatronics,2020,14:29-43. doi: 10.1080/15599612.2020.1789251 [3] Wei C,Guo W,Pratomo E S,et al. High speed,high power density laser-assisted machining of Al-SiC metal matrix composite with significant increase in productivity and surface quality[J]. Journal of Materials Processing Technology,2020,285:116784. doi: 10.1016/j.jmatprotec.2020.116784 [4] Chen Z,Yan Z J,Zhou H B,et al. One-step fabrication of the wearresistant superhydrophobic structure on SiCp/Al composite surface by WEDM[J]. Surface & Coatings Technology,2021,409:126876. [5] Deng B,Peng F Y,Zhou L,et al. A comprehensive study on flank wear progression of polycrystalline diamond micro-tool during micro end-milling of SiCp/Al composites[J]. Wear,2020,456:203291. [6] Wang Q Q,Jin Z J,Zhao Y,et al. A comparative study on tool life and wear of uncoated and coated cutting tools in turning of tungsten heavy alloys[J]. Wear,2021,482:203929. [7] Yang Z C,Zhu L D,Zhang G X,et al. Review of ultrasonic vibration-assisted machining in advanced materials[J]. International Journal of Machine Tools and Manufacture,2020,156:103594. doi: 10.1016/j.ijmachtools.2020.103594 [8] Jiang X D,Xiao D H,Teng X Y. Influence of vibration parameters on ultrasonic vibration cutting micro-particles reinforced SiC/Al metal matrix composites[J]. International Journal of Advanced Manufacturing Technology,2022,119:6057-6071. doi: 10.1007/s00170-021-08525-x [9] Lu S J,Li Z Q,Zhang J J,et al. Finite element investigation of the influence of SiC particle distribution on diamond cutting of SiCp/Al composites[J]. Nano Manufacturing,2022,3:251-259. [10] Yu W W,Chen J,Ming W W,et al. Experimental and FEM study of cutting mechanism and damage behavior of ceramic particles in orthogonal cutting SiCp/ Al composites[J]. Ceramics International,2021,47:7183-7194. doi: 10.1016/j.ceramint.2020.11.072 -

 下载:
下载:



 点击查看大图
点击查看大图
图(7) / 表(3)
计量
- 文章访问数: 36
- HTML全文浏览量: 6
- PDF下载量: 11
- 被引次数: 0


