

Research on gullet -to-chip area ratio and chip morphology of TC32 titanium alloy BTA deep hole drilling based on deep learning
-
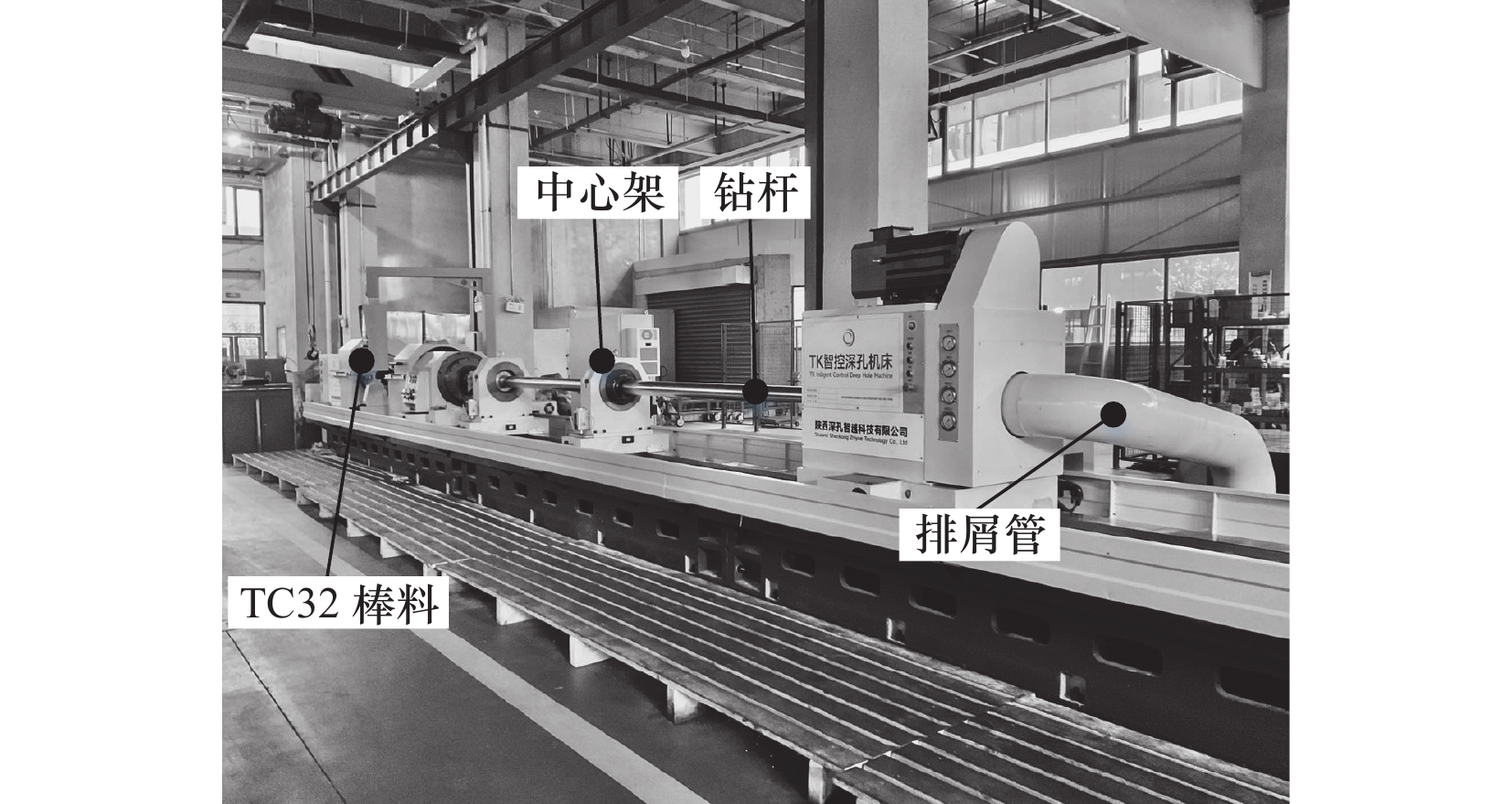
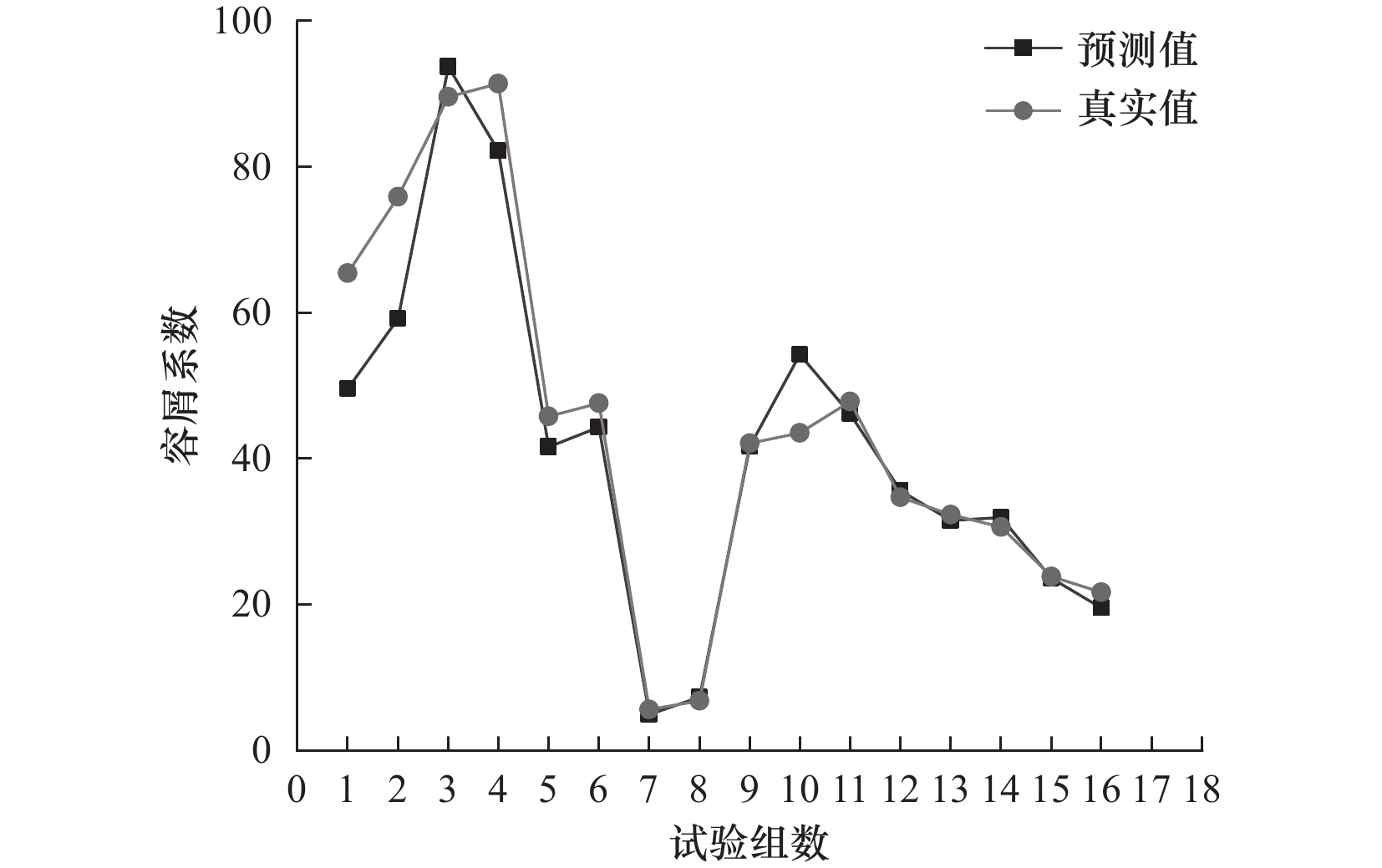
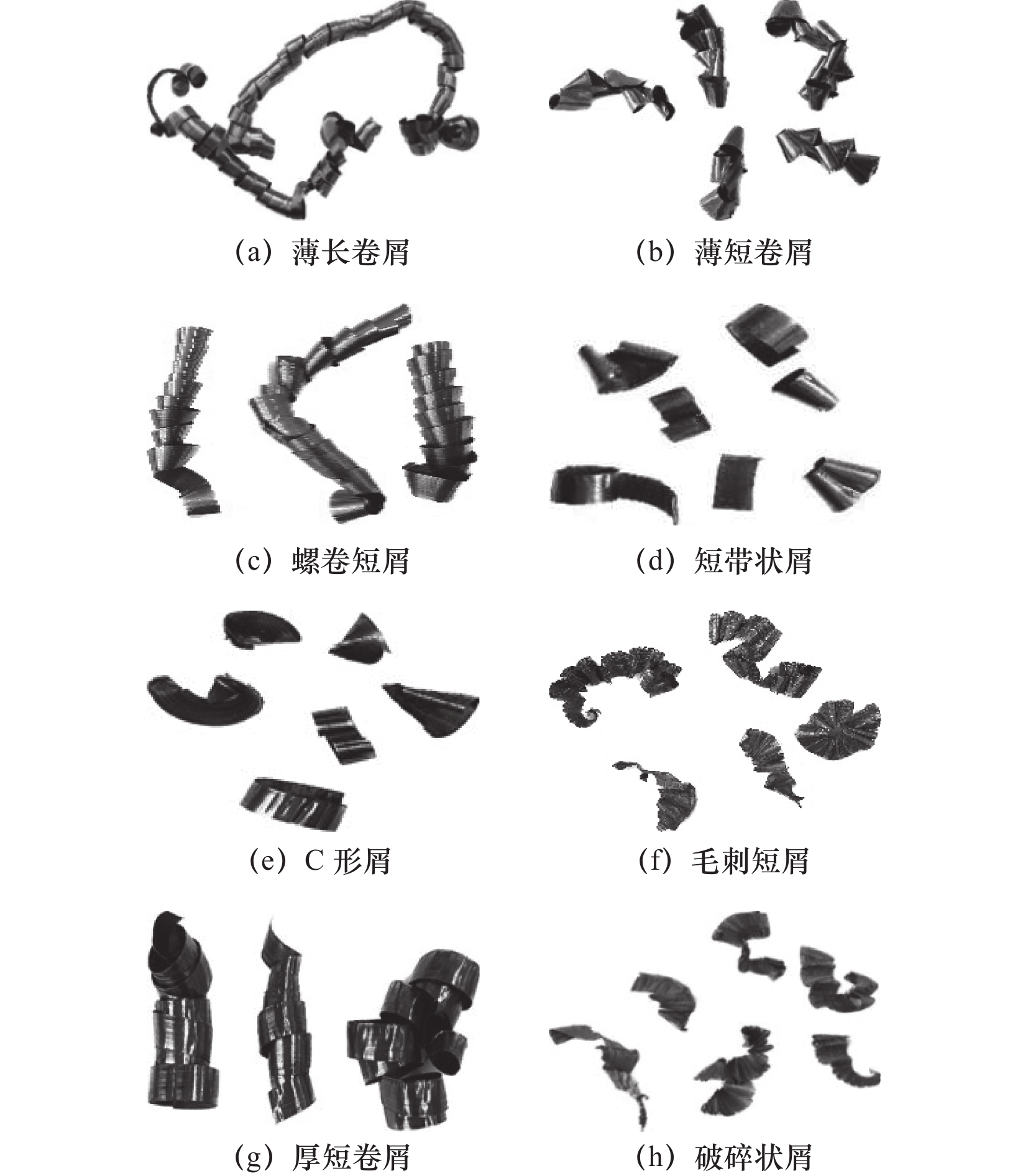
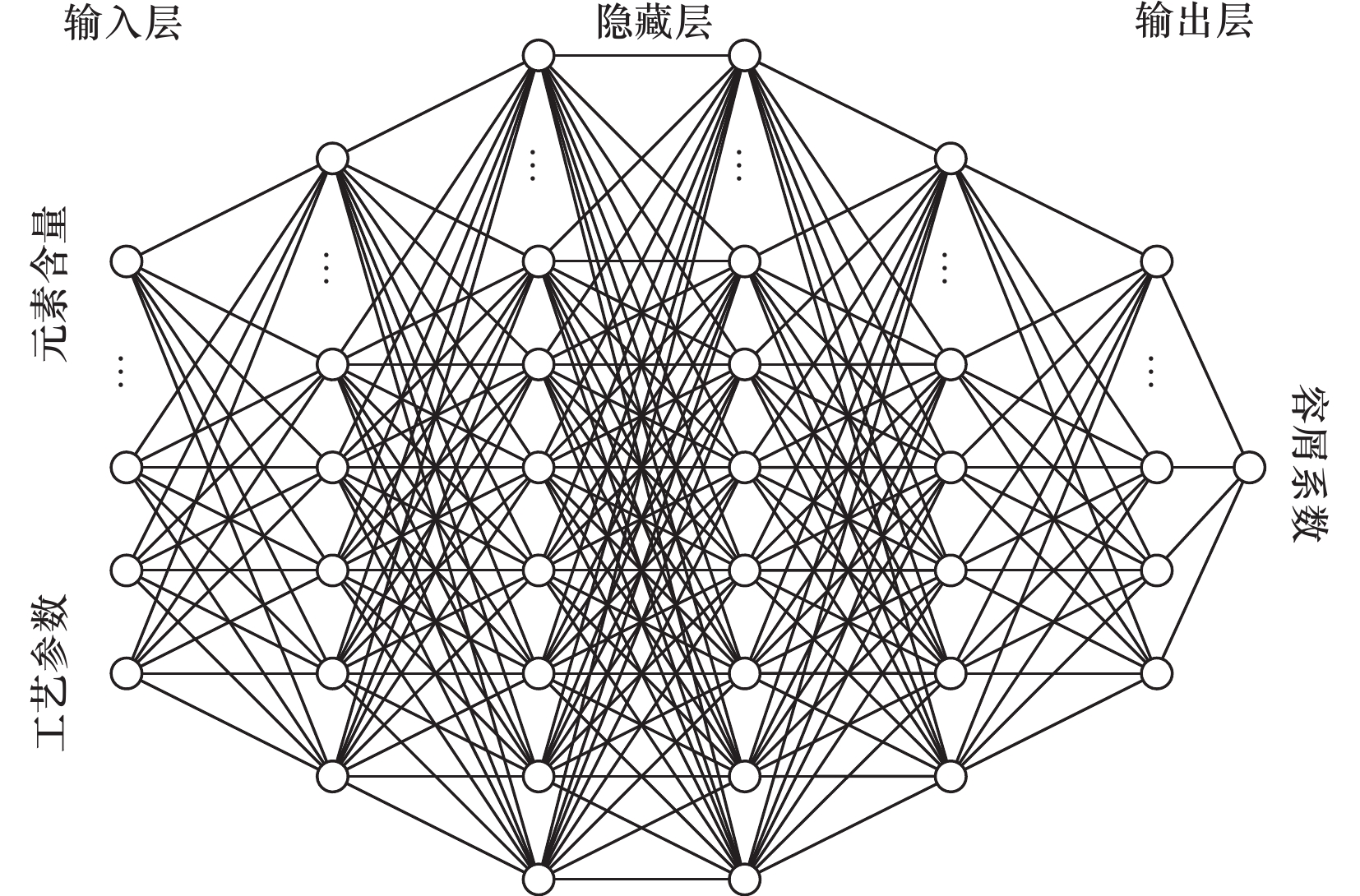
摘要: 在钛合金深孔钻削过程中,由于其难加工性经常会存在刀具磨损严重、排屑困难和内孔表面质量差等问题。为了获得具有良好内孔表面质量和切屑形态的钛合金深孔类零件,以新型钛合金TC32为研究对象,在不同工艺参数下基于深度学习和BP神经网络进行了TC32钛合金的容屑系数预测和加工试验验证。研究结果表明:预测模型的决定系数${R^2}$为0.921,拟合程度和精度较高,预测性能良好;当进给量为0.08 mm/r、主轴转速为435 r/min时容屑系数为5.6,切屑形态以C形屑和短带状屑为主,排屑顺畅且加工过程稳定。Abstract: In the process of deep hole drilling of titanium alloy, due to its difficulty in processing, there are often problems such as serious tool wear, difficult chip removal and poor surface quality of the inner hole.In order to obtain titanium alloy deep hole parts with good bore surface quality and chip morphology, the new titanium alloy TC32 was taken as the research object, and the gullet-to-chip area ratio prediction and processing test verification of TC32 titanium alloy were carried out based on deep learning and BP neural network under different process parameters. The results indicate that the determination coefficient of the prediction model is 0.921, with a high degree of fitting and accuracy, and good prediction performance. When the feed rate is 0.08 mm/r and the spindle speed is 435 r/min, the gullet -to-chip area ratio is 5.6, The chip morphology is dominated by C-shaped chips and short strip chips,the chip removal smooth and the machining process stable.
-
表 1 切削加工参数
序号 进给量f/(mm/r) 主轴转速n/(r/min) 1 0.02 235 2 0.02 335 3 0.02 435 4 0.02 535 5 0.08 235 6 0.08 335 7 0.08 435 8 0.08 535 9 0.14 235 10 0.14 335 11 0.14 435 12 0.14 535 13 0.20 235 14 0.20 335 15 0.20 435 16 0.20 535  下载: 导出CSV
下载: 导出CSV
表 2 不同工艺参数下的加工结果
序号 进给量
f/(mm/r)主轴转速
n/(r/min)切屑形态 加工状况 容屑
系数
预测值容屑
系数
真实值1 0.02 235 薄长卷屑 轻微堵屑 49.6 65.4 2 0.02 335 薄长卷屑 轻微堵屑 59.2 75.9 3 0.02 435 薄长卷屑 轻微堵屑 93.7 89.6 4 0.02 535 薄长卷屑 轻微堵屑 82.2 91.4 5 0.08 235 薄短卷屑 轻微堵屑 41.6 45.8 6 0.08 335 螺卷短屑 轻微堵屑 44.3 47.6 7 0.08 435 C形屑 排屑正常 4.9 5.6 8 0.08 535 短带状屑 排屑正常 7.3 6.8 9 0.14 235 毛刺短屑 轻微堵屑 41.7 42.1 10 0.14 335 毛刺短屑 轻微堵屑 54.3 43.5 11 0.14 435 毛刺短屑 轻微堵屑 46.1 47.8 12 0.14 535 破碎状屑 轻微堵屑 35.6 34.7 13 0.20 235 厚短卷屑 轻微堵屑 31.5 32.3 14 0.20 335 厚短卷屑 轻微堵屑 31.9 30.6 15 0.20 435 破碎状屑 加工中断 23.6 23.8 16 0.20 535 破碎状屑 加工中断 19.5 21.7
下载: 导出CSV
-
[1] 李明兵,王新南,商国强,等. β热处理冷却方式对TC32钛合金组织和冲击韧性的影响[J]. 热加工工艺,2022,51(24):107-111. [2] 朱知寿,王新南,商国强,等. 新型高性能钛合金研究与应用[J]. 航空材料学报,2016,36(3):7-12. doi: 10.11868/j.issn.1005-5053.2016.3.002 [3] 陈杰,胡蒙,郭国强,等. TC4钛合金深孔钻削试验研究与机理分析[J]. 航空制造技术,2018,61(21):94-99. [4] 邱易,雷勇,郑建明,等. 深孔加工工具系统研究现状及趋势分析[J]. 工具技术,2015,49(12):7-12. doi: 10.3969/j.issn.1000-7008.2015.12.002 [5] Biermann D,Bleicher F,Heisel U,et al. Deep hole dr-illing[J]. CIRP Annals,2018,67(2):673-694. doi: 10.1016/j.cirp.2018.05.007 [6] 冯亚洲,黄帅澎,刘雁蜀,等. TA15钛合金深孔钻削试验研究[J]. 制造技术与机床,2022(2):39-42. [7] 刘战锋,谢健康. TC4钛合金深孔(钻削)套料加工系统及其刀具研究[J]. 机床与液压,2019,47(15):114-118. doi: 10.3969/j.issn.1001-3881.2019.15.024 [8] Feng Y Z,Zheng H,Han X L,et al. The effect of trepanning parameters on wear of tool and surface quality of titanium alloy[J]. Advances in Mechanical Engineering,2022,14(8):11-18. [9] Liu Z F,Song Z Y,Li W J,et al. Experimental study on deephole drilling of TC18 titanium alloy based on BTA[J]. Materials Science and Engineering,2019,688(3):158-163. [10] 刘战锋,韩晓兰. 典型难加工材料深孔加工技术[M]. 北京:科学出版社,2020:16-17. [11] 李战辉,孙力强,王宇. GH4169合金深孔钻削试验分析[J]. 机电工程技术,2021,50(2):45-47,54. doi: 10.3969/j.issn.1009-9492.2021.02.012 [12] 袁旭山,刘京会,宋珂. 基于BP神经网络的洪涝灾害承灾体脆弱性评估[J]. 人民长江,2023,42(2):26-34. [13] 张贯航. 基于MNIST数据集的激活函数比较研究[J]. 软件,2023,44(9):165-168. doi: 10.3969/j.issn.1003-6970.2023.09.044 [14] Nguyen X C,Nguyen T T H,La D D,et al. Development of machine learning-based models to forecast solid waste generation in residential areas:A case study from Vietnam[J]. Resources,Conservation and Recycling,2021,167(1):127-131. [15] 刘战锋,黄华. 内排屑深孔钻削加工刀具探讨[J]. 新技术新工艺,2003(12):24-25. doi: 10.3969/j.issn.1003-5311.2003.12.012 -

 下载:
下载:


 点击查看大图
点击查看大图
图(7) / 表(2)
计量
- 文章访问数: 36
- HTML全文浏览量: 7
- PDF下载量: 10
- 被引次数: 0


