

Simulation study of block press molding of Al-Fe metals with different morphologies
-
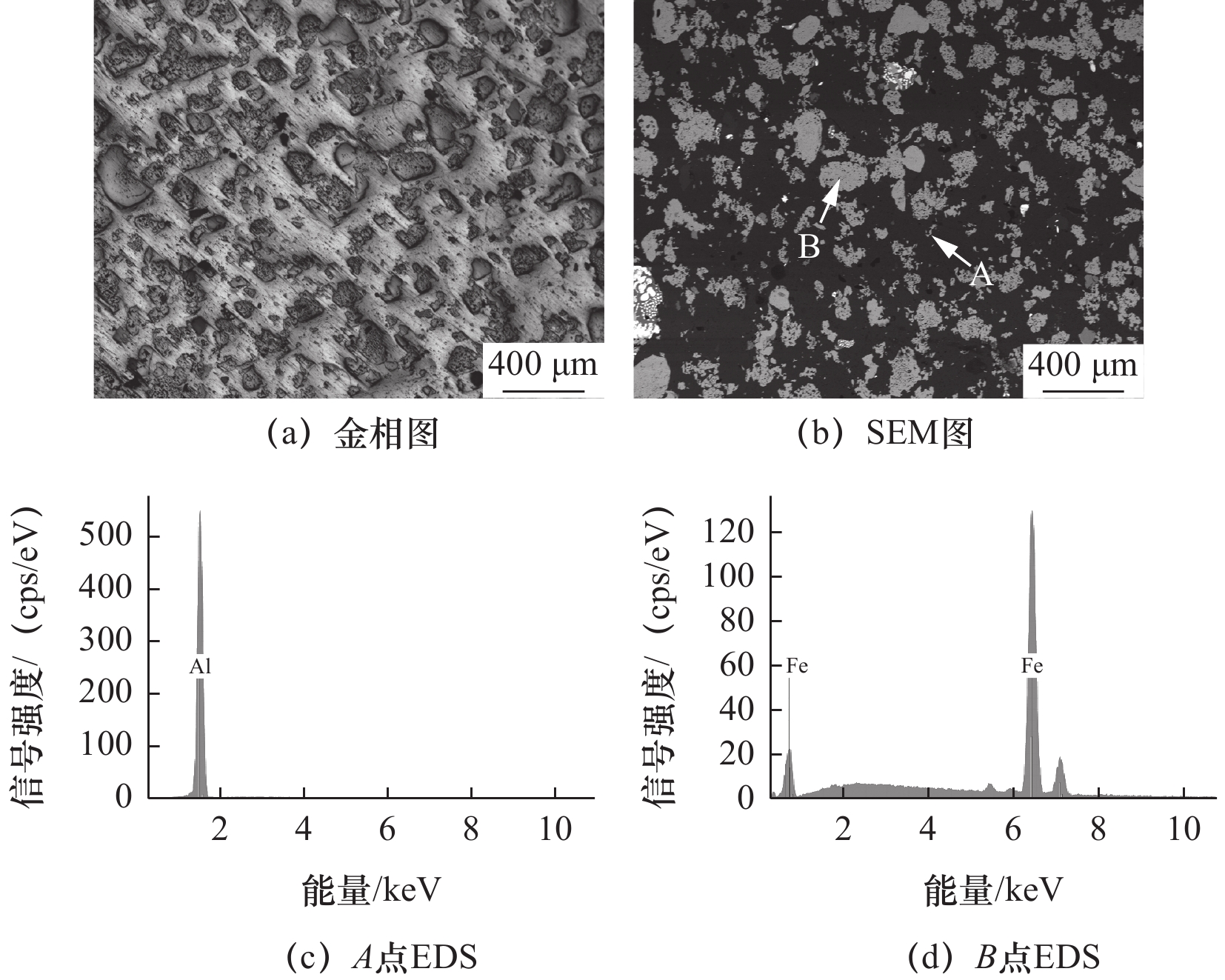
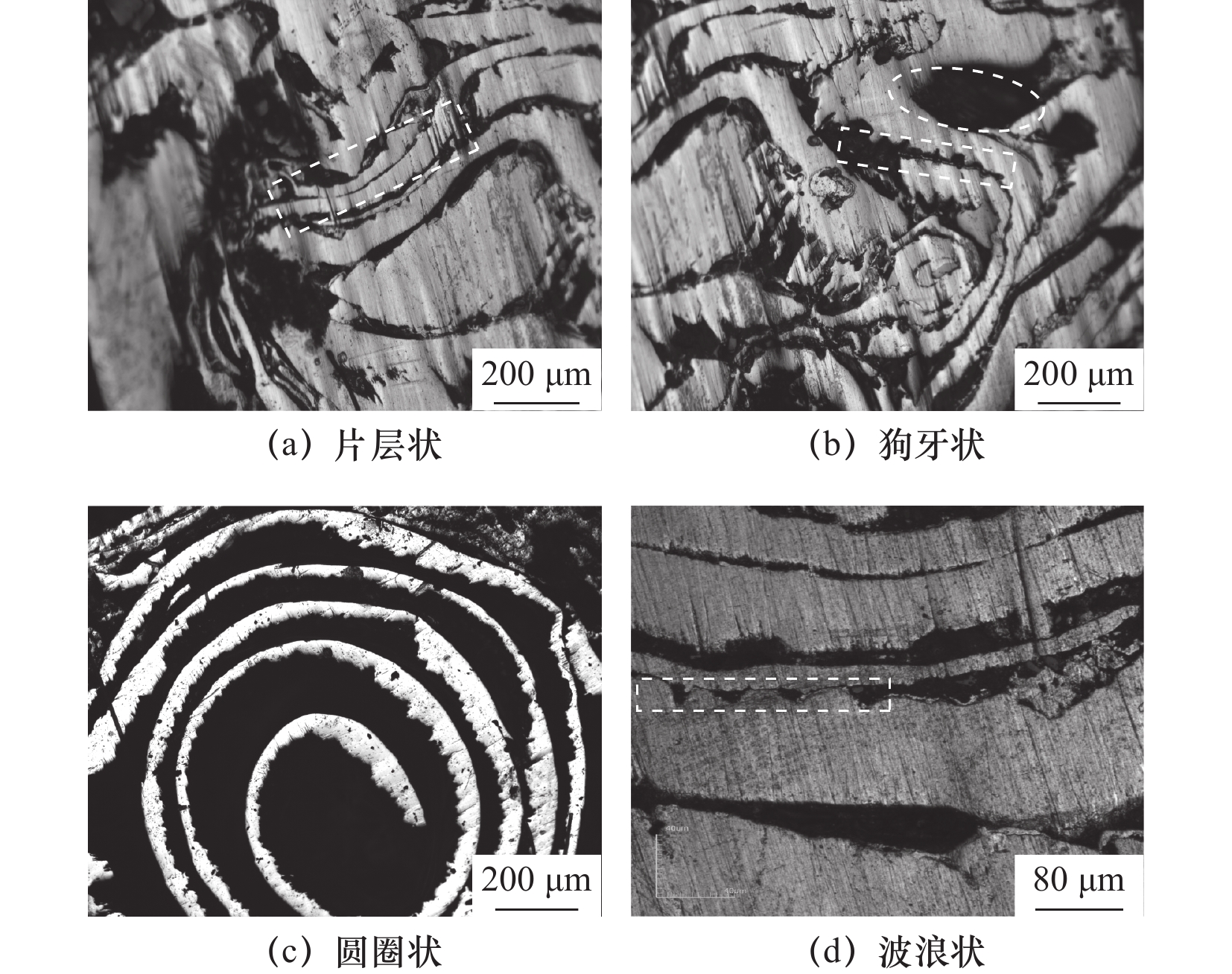
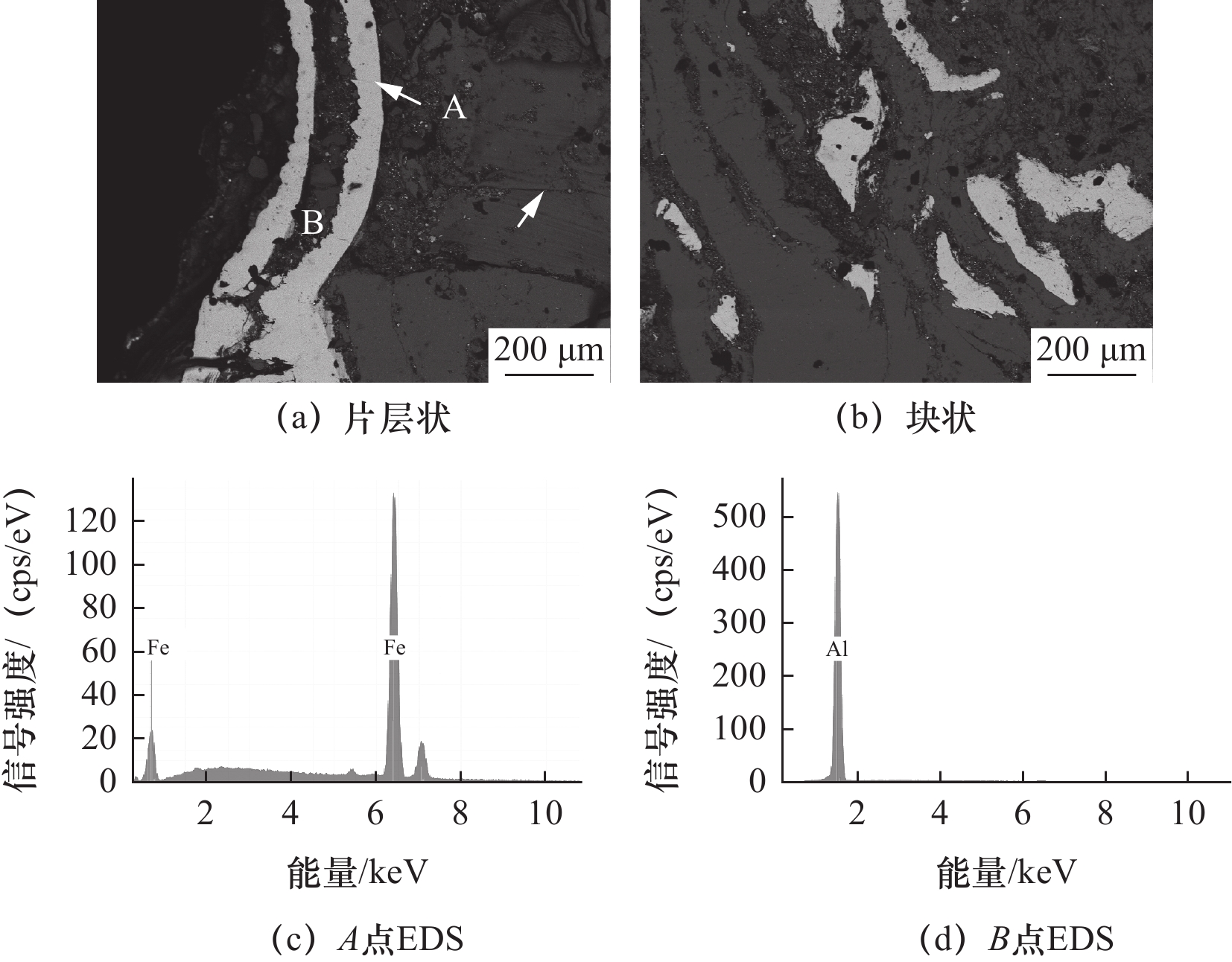
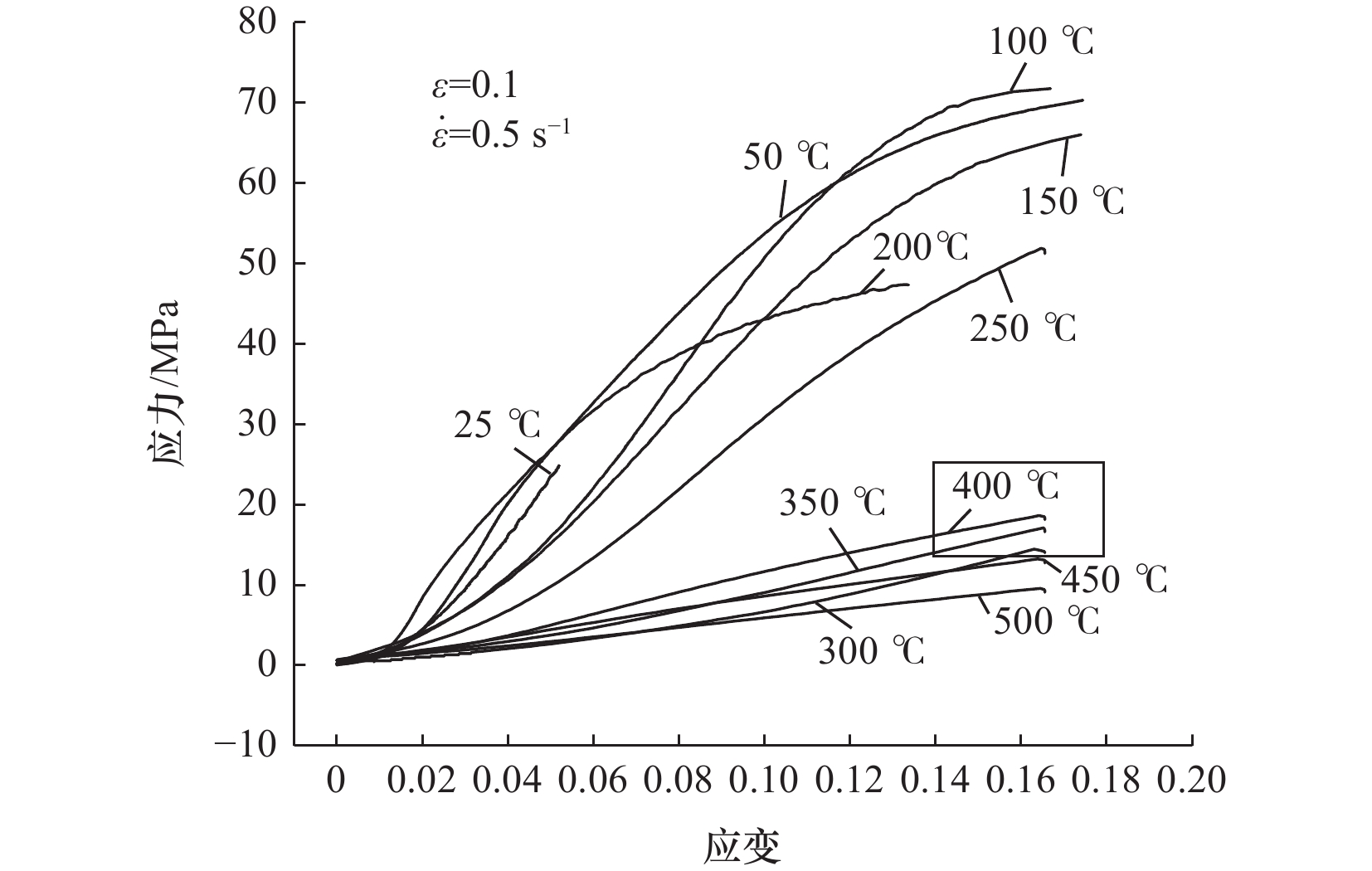
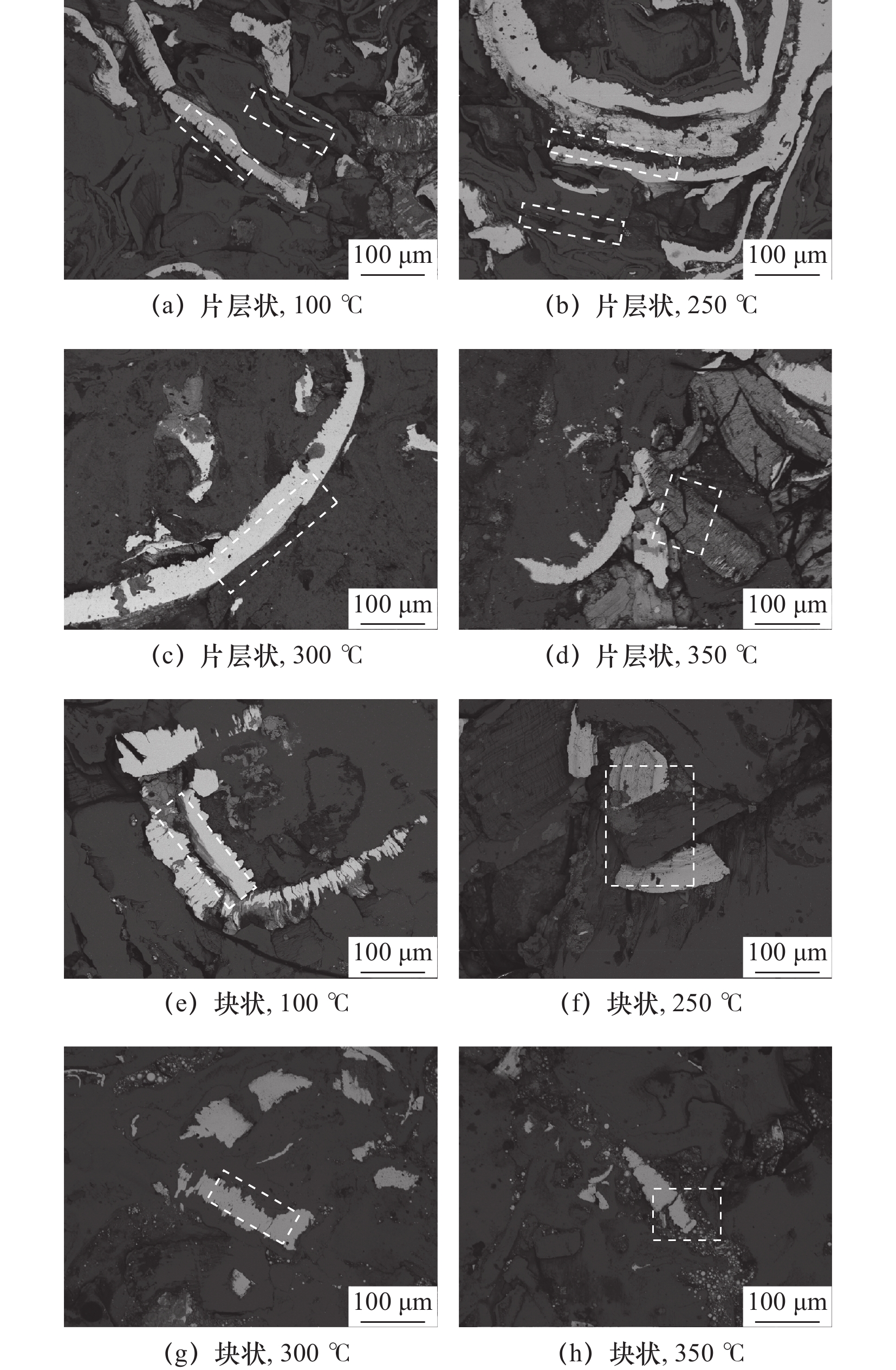
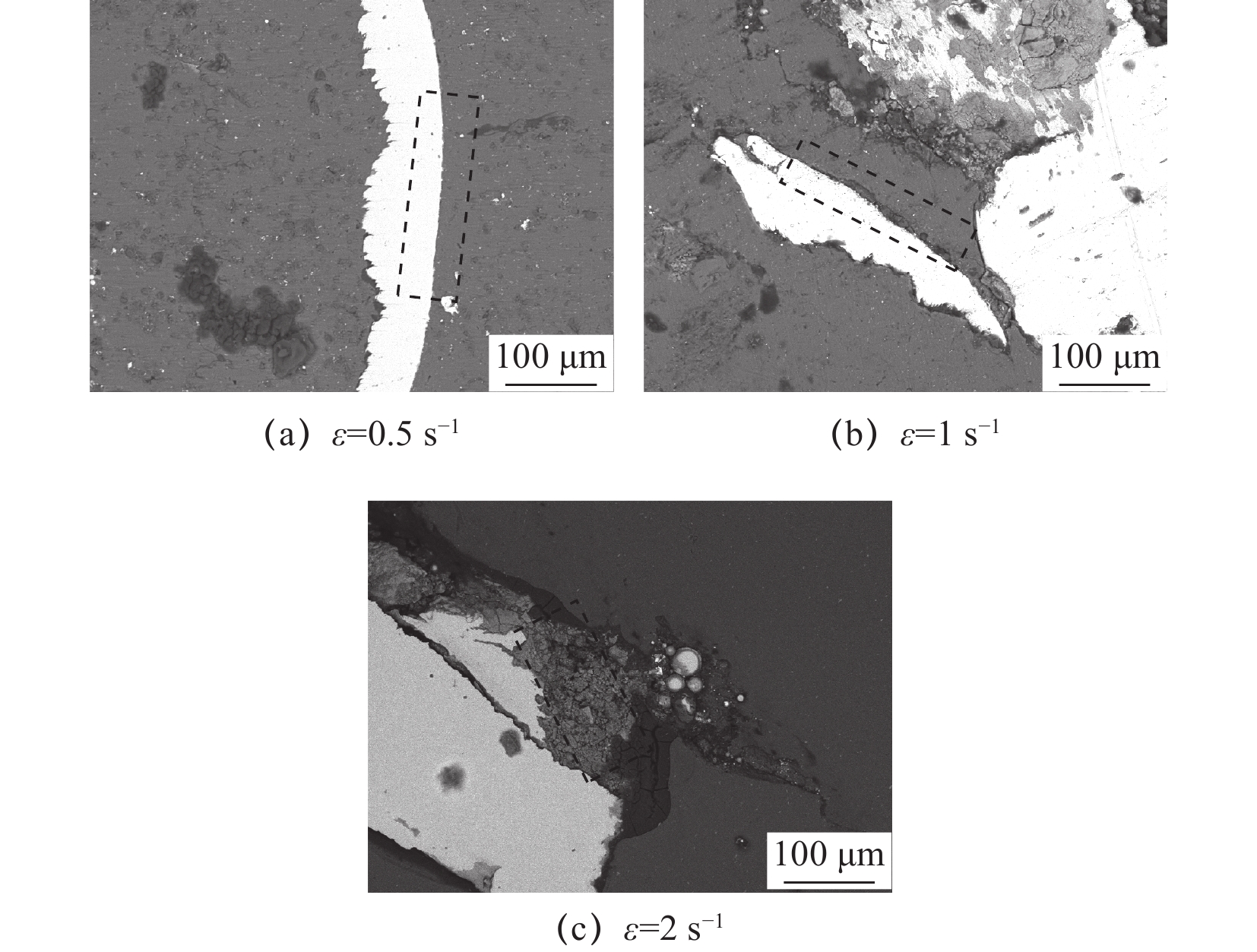
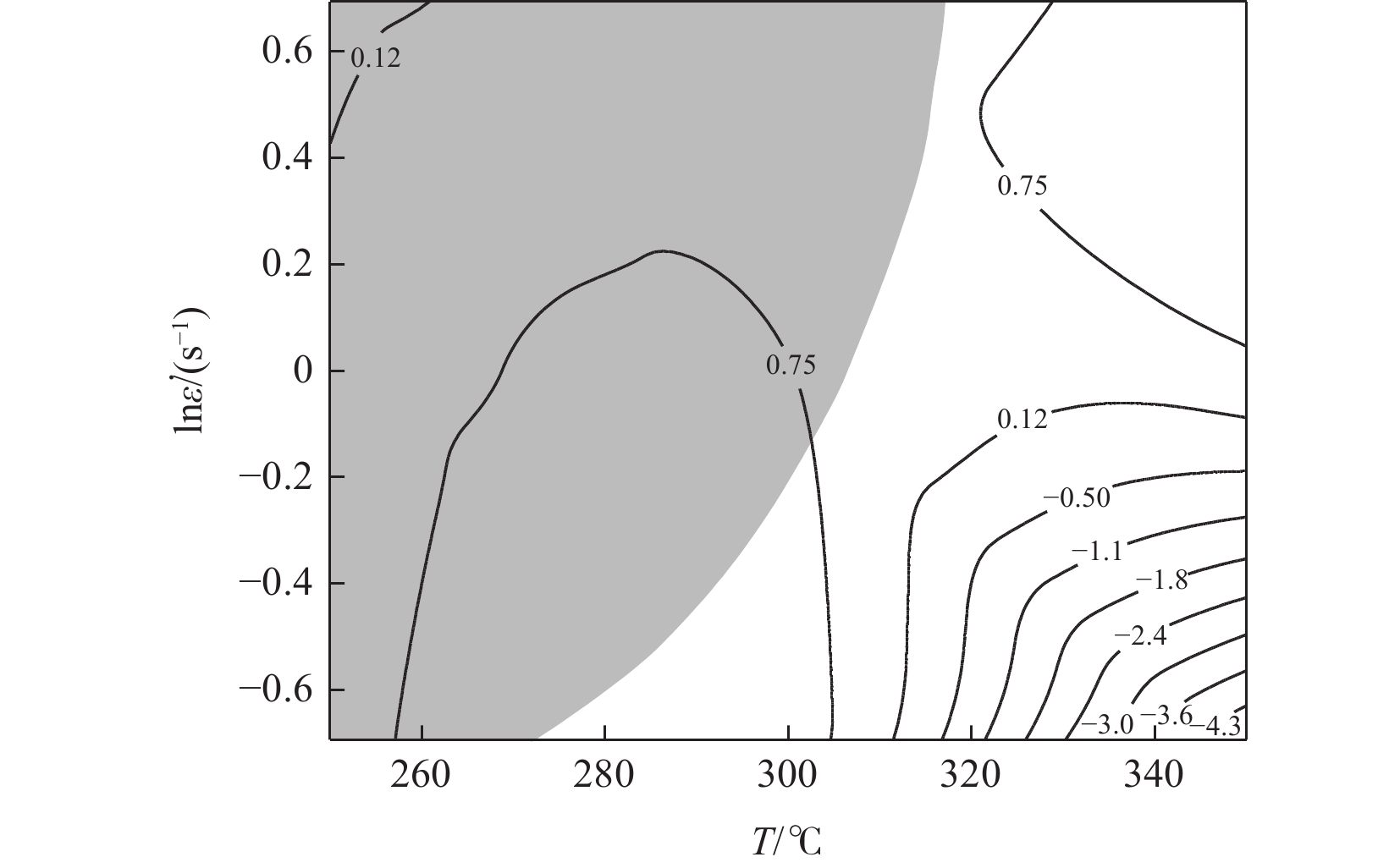
摘要: 文章以含40%Al 的Al-Fe复合金属为研究对象,对颗粒状和屑状40Al-Fe复合金属分别进行压制预变形,并对屑状40Al-Fe复合金属预制坯进行了二次热压缩变形,重点研究压制预变形及二次热压缩对Al-Fe复合金属成形性和界面影响。结果表明:压力为16 MPa时,颗粒状40Al-Fe复合金属预制坯(密度为4.54 g/cm3)成形性良好且形成致密界面;压力为16 MPa时,屑状40Al-Fe复合金属预制坯(密度为3.50 g/cm3)可以成形但界面存在孔洞,Al屑主要为“片层状”“狗牙状”“圆圈状”“波浪状”,其经二次热压缩变形,“圆圈状”Al屑连成一个整体,“狗牙状”与“波浪状”Al屑均演变为“片层状”,而Fe屑仍为“片层状”“块状”,未发生明显变形。变形温度300 ℃、变形速率0.5 s−1、变形程度0.1是目前生产工艺最佳参数,此时屑状40Al-Fe复合金属成形性最佳且界面结合良好(密度为4.66 g/cm3)。
-
关键词:
- 压制成形 /
- Al-Fe 复合金属 /
- 界面
Abstract: In this paper, the Al-Fe composite metal containing 40% of Al is taken as the research object, and the granular 40Al-Fe composite metal and chip Al-Fe composite metal are pressed and predeformed respectively, focusing on the second hot compression deformation of the chip Al-Fe composite metal preformed billet, to study the effect of pressing predeformation and hot compression on the formability and interface of Al-Fe composite metal. The results show that the granular 40Al-Fe composite metal preforms (density of 4.54 g/cm3) at a pressure of 16 MPa have good formability and form a dense interface. Pressure of 16 MPa when the chip-like 40Al-Fe composite metal prefabricated billet (density of 3.50 g/cm3) can be molded but there are holes in the interface, Al chips are mainly “lamellar”, “dogtooth”, “circle”, “wave”, after the second hot compression deformation “circle” Al chips into a whole, “dogtooth” and “wavy”, “dogtooth” and “wavy”. “Circle-like”, “wave-like”, after the second thermal compression deformation “circle-like” Al shavings connected to a whole, “dogtooth-like” and “wave-like” Al shavings, “dogtooth-like” and “wave-like” Al shavings, “dogtooth-like” and “wave-like” Al shavings. “Wave-like” Al chips are evolved into “lamellar”, after the second thermal compression deformation Fe chips are still “lamellar”, “blocky”, without obvious deformation occurs. The deformation temperature of 300 ℃, deformation rate of 0.5 s−1, and the degree of deformation of 0.1 are the best parameters of the current production process, at which time the shavings of 40Al-Fe composite metal have the best formability and good interfacial bonding (density of 4.66 g/cm3).-
Key words:
- press forming /
- Al-Fe composite metals /
- interface
-
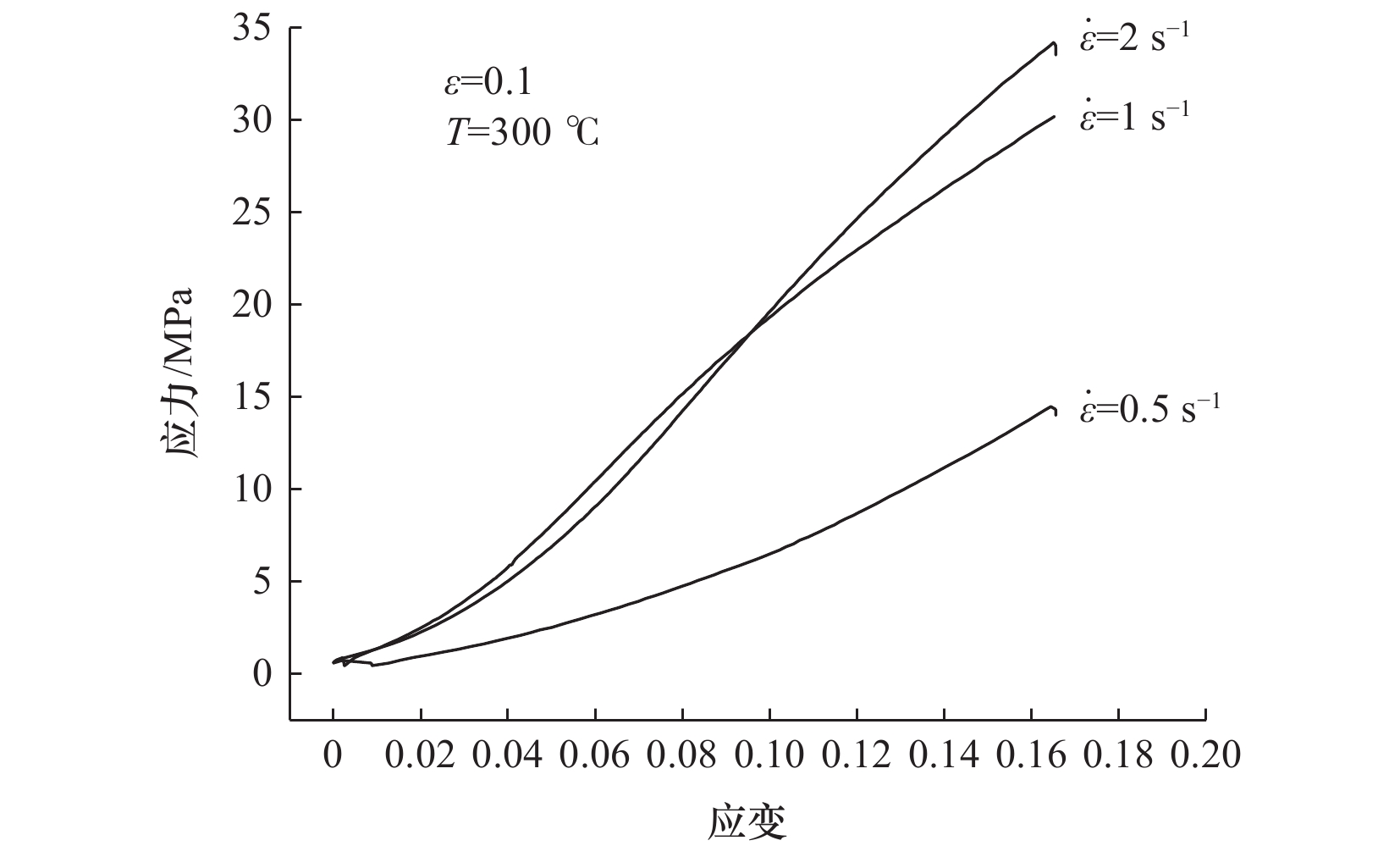
图 10 ε=0.1、T=300 ℃,变形速率$ \dot{\mathit{\varepsilon }} $=0.5、1、2 s−1时屑状40Al-Fe复合金属应力应变曲线
-
[1] 戴栋. 近年我国炼钢用终脱氧合金材料的发展与应用[J]. 炼钢,1997(1):57-62. [2] 南京铁合金三厂研究室. 铝铁脱氧[J]. 江苏冶金科技情报,1980(1):20-23. [3] 宋慷慨,张聪惠,李南南,等. 退火温度对1060Al/TA2/CCSB爆炸复合板结合界面微观组织与力学性能的影响[J]. 稀有金属材料与工程,2023,52(9):3097-3105. [4] Ahmed M,Jouini N,Alzahrani B,et al. Dissimilar friction stir welding of AA2024 and AISI 1018:Microstructure and mechanical properties[J]. Metals,2021,11(2):330. [5] 刘洋. 汽车发动机缸体铝/铁双金属复合工艺及性能研究[D]. 济南:山东大学,2016. [6] Li X J,Ma H H,Shen Z W. Research on explosive welding of aluminum alloy to steel with dovetail grooves[J]. Materials & Design,2015,87(11):815-824. [7] Jindal V,Srivastava V C,Das A,et al. Reactive diffusion in the roll bonded iron-aluminum system[J]. Materials Letters,2006,60(13):1758-1761. [8] 李萌,夏昕鸣,胡鞍钢,等. 碳中和目标下的国内价值链隐含碳与省级减排路线图设计[J]. 国际经济评论,2023(5):136-156. [9] 焦雷. 原位颗粒增强铝基复合材料的塑性变形行为及性能研究[D]. 镇江:江苏大学,2015. [10] 雒泰民,曹华军,姜艳红,等. 轴承加工变形控制研究进展综述[J]. 制造技术与机床,2023(7):72-82. [11] 韩欢师,辛广胜,李振亮,等. 一种球化剂及其制备方法:112899429B[P]. 2023-03-03. [12] 杜林雨,宋海,李振亮,等. 一种脱氧剂及其制备方法:112877503B[P]. 2021-01-06. [13] 李振亮,麻晓光,王鑫,等. 一种球化剂及其制备方法:112877493B[P]. 2023-02-10. [14] Sheng J Y,Qing H T,Jie Y,et al. Microstructural characterization and mechanical properties of 6061 aluminum alloy processed with short-time solid solution and aging treatment[J]. Journal of Alloys and Compounds,2023,960:170-704. [15] Liu K,Mirza F,Chen X. Effect of overaging on the cyclic deformation behavior of an AA6061 aluminum alloy[J]. Metals-Open Access Metallurgy Journal,2018,8(7):528. [16] 王会敏,李炎光,马秉馨. 时效工艺对2219铝合金组织和力学性能的影响[J]. 金属热处理,2023,48(10):123-129. [17] 侯深圳,蔡玉俊,董晓传,等. 2219铝合金热压缩流变应力及本构方程[J]. 塑性工程学报,2022,29(12):135-141. doi: 10.3969/j.issn.1007-2012.2022.12.017 [18] 王法,江河,董建新. 基于热加工图的均匀化态GH4151合金热变形行为研究[J]. 稀有金属材料与工程,2023,52(1):245-252. -

 下载:
下载:

 点击查看大图
点击查看大图
图(12)
计量
- 文章访问数: 27
- HTML全文浏览量: 8
- PDF下载量: 8
- 被引次数: 0


