

Experimental study on the material removal mechanism in ultrasonic assisted grinding of zirconia ceramics
-
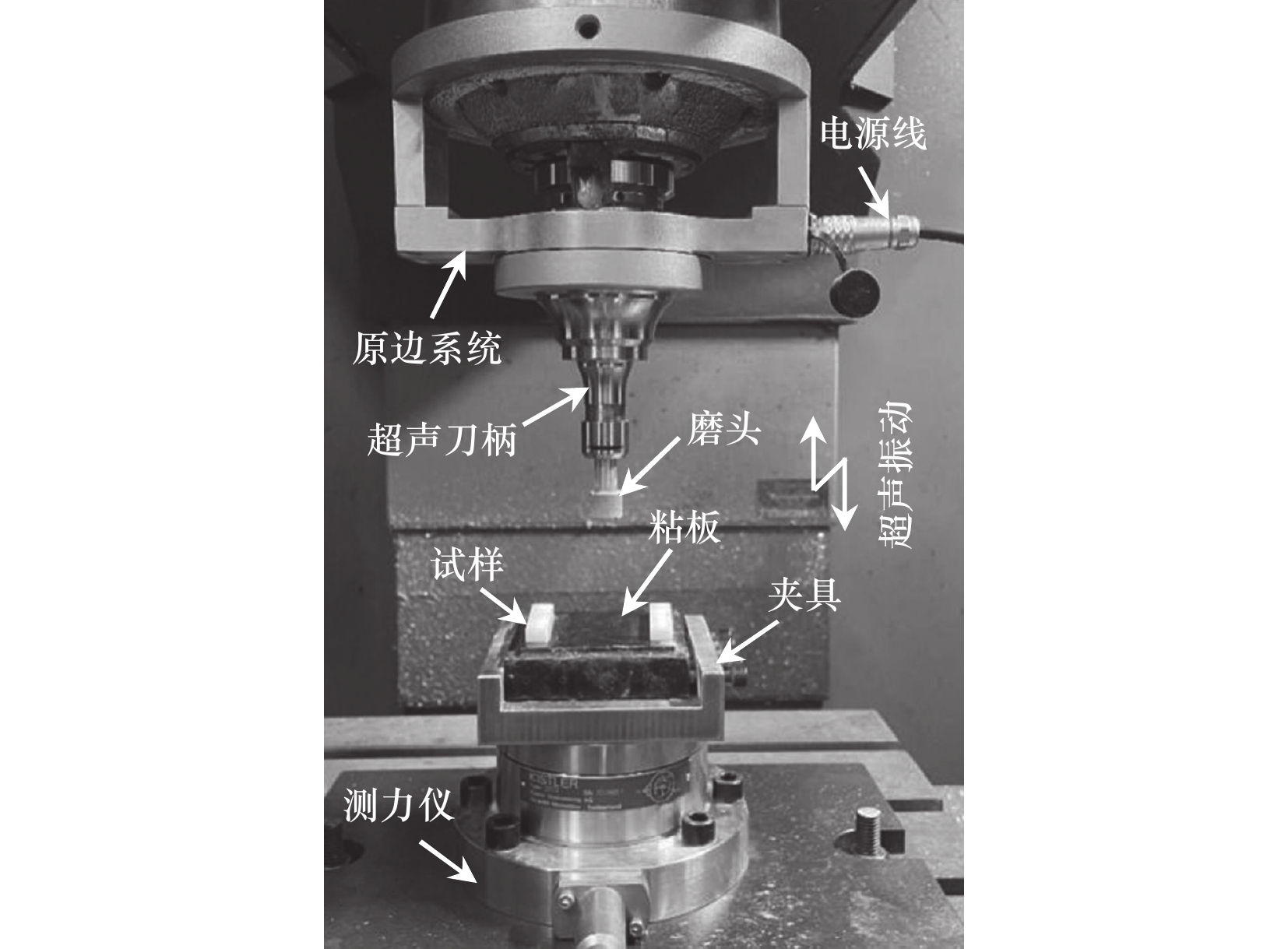
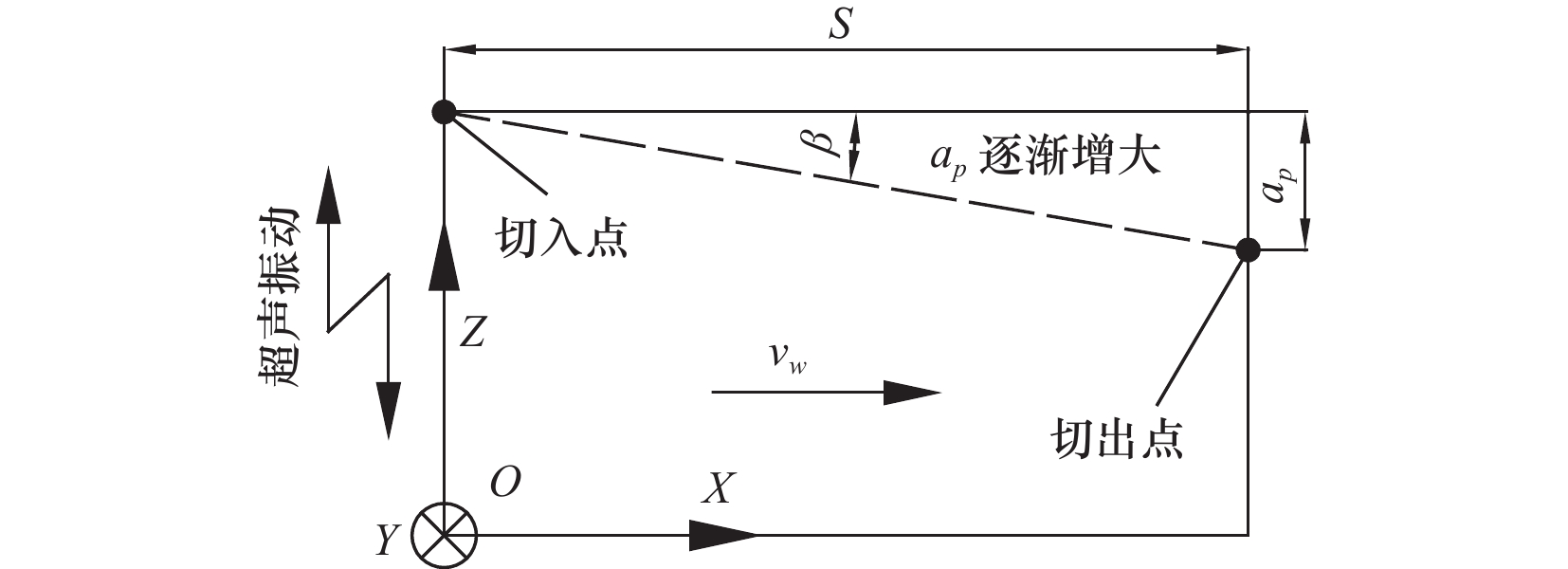
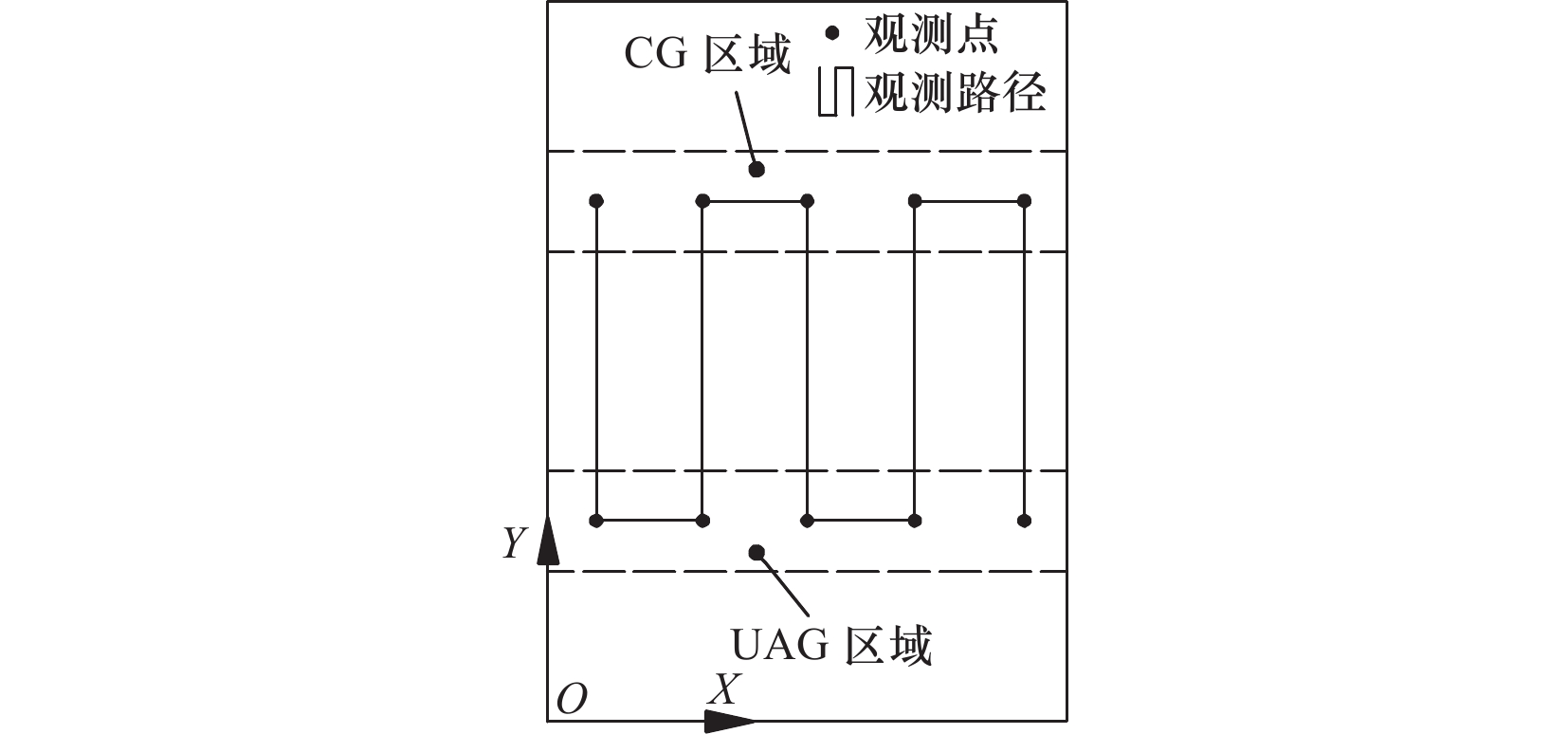
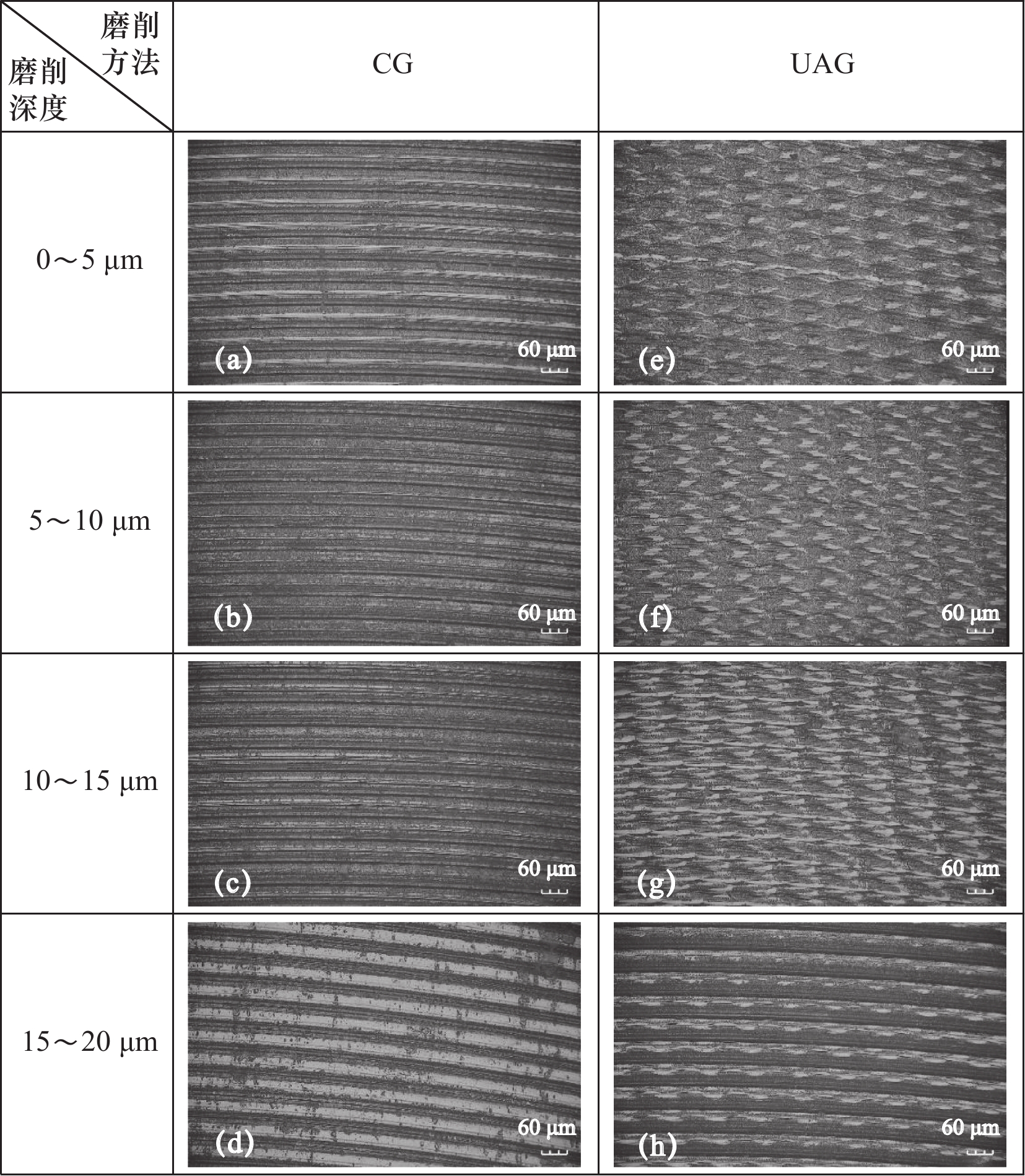
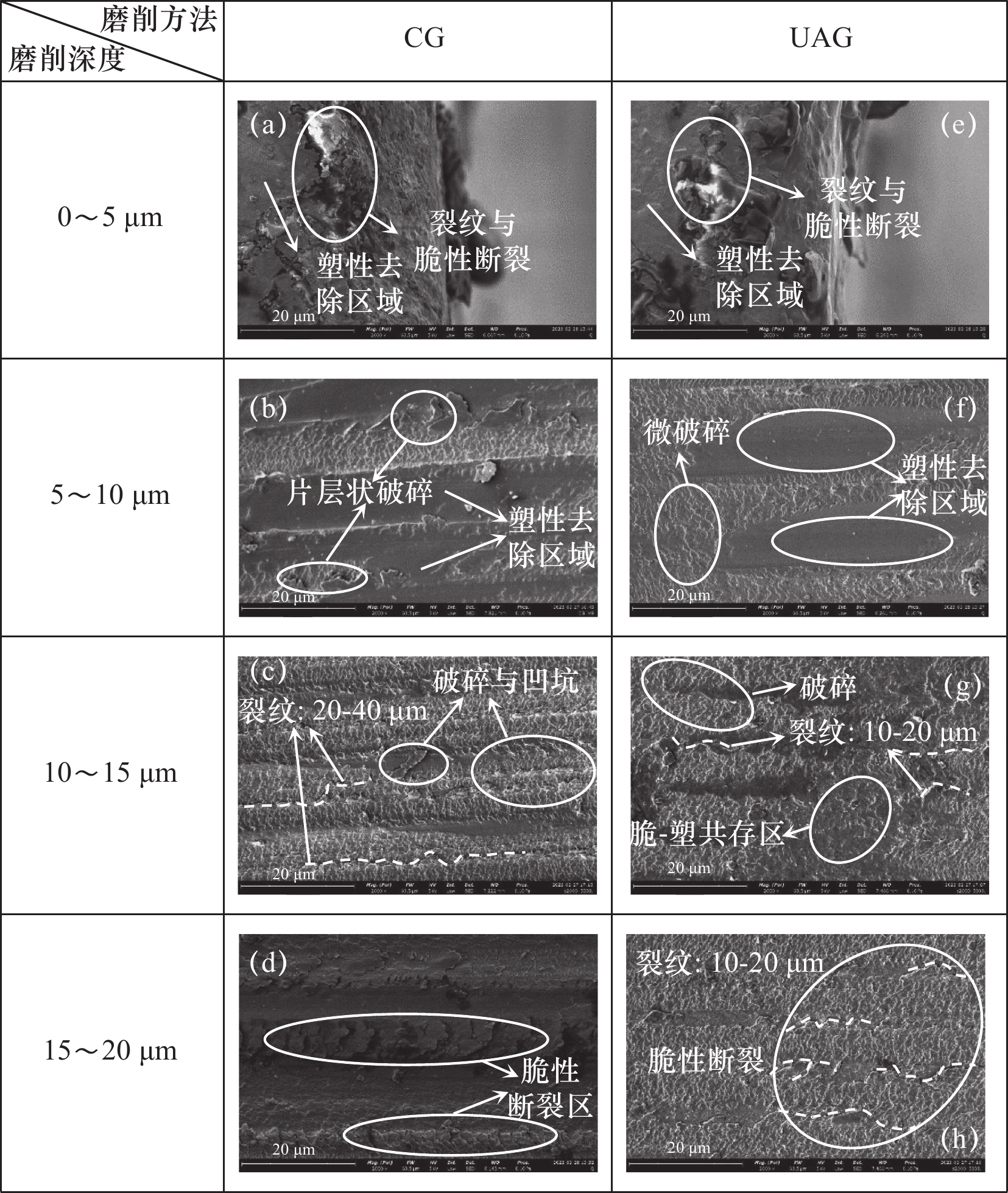
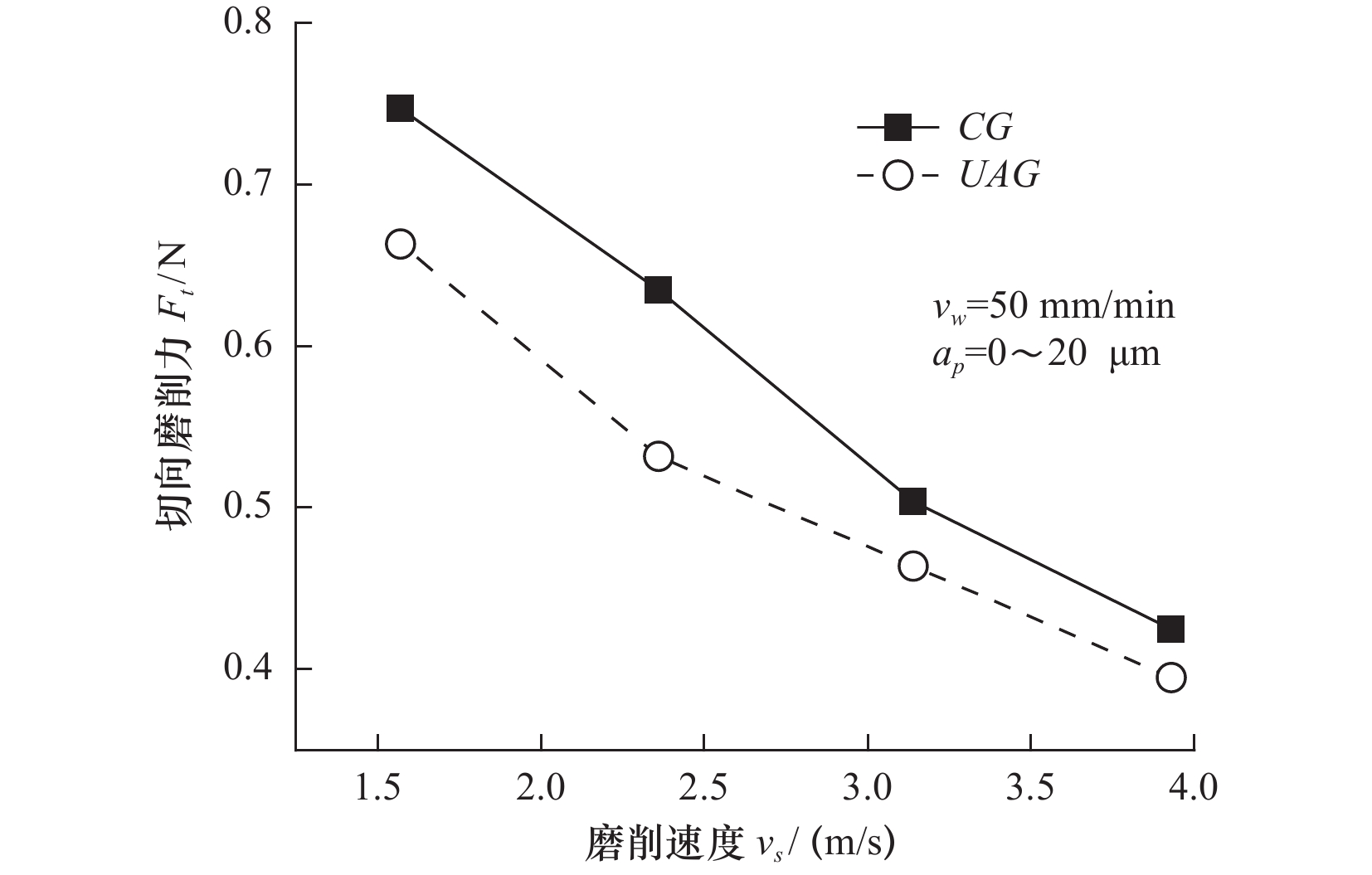
摘要: 为研究超声振动作用对先进陶瓷磨削材料去除机理的影响,文章在超声振动方向垂直于磨削表面条件下,采用钎焊磨头对氧化锆陶瓷开展了超声辅助磨削(ultrasonic assisted grinding,UAG)试验。基于磨削表面微观形貌、磨削力和磨削比能分析,对变磨削深度条件下普通磨削(conventional grinding,CG)与超声辅助磨削的材料去除机理进行了对比。结果表明:当磨削深度低于10 μm时,两种方法对应的表面材料去除机理均以塑性去除为主,且普通磨削表面伴有片层状破碎,而超声辅助磨削表面则存在尺寸细小的纹路状微破碎,同时磨削力与磨削比能也较低。当磨削深度超过10 μm后,材料去除机理均转变为脆性断裂模式,且加工表面出现微裂纹,但相同条件下超声辅助磨削表面微裂纹尺寸较小。Abstract: In order to study the effect of ultrasonic vibration on the material removal mechanism during grinding of advanced ceramics, the ultrasonic assisted grinding (UAG) test of zirconia ceramics was carried out by brazing grinding head with ultrasonic vibration direction perpendicular to the grinding surface. Based on the analysis of the ground surface micromorphology, grinding force and grinding specific energy, the material removal mechanism of conventional grinding (CG) and UAG under variable grinding depth is compared. The results show that when the grinding depth is less than 10 μm, the material removal mechanism caused by CG and UAG is mainly plastic mode, and the surface produced by CG is accompanied by lamellar fracture, while UAG has smaller grain-like micro fracture. In addition, UAG also caused lower grinding force and grinding specific energy. When the grinding depth exceeds 10 μm, the material removal mechanism is transformed into a brittle fracture mode, and micro-cracks appear on the ground surface, but the size produced by UAG is smaller than CG under the same conditions.
-
[1] 王思博,王彤宇. 氧化锆基牙科材料性能参数及制备工艺的研究进展[J]. 材料研究与应用,2022,16(3):495-504. [2] 兰一笑,刘问,李楠,等. 氧化锆陶瓷气泡缺陷对其断裂韧度的影响[J/OL]. 复合材料学报:1-12[2023-08-16].https://doi.org/10.13801/j.cnki.fhclxb.20230227.001. [3] 赵火平,李士伟,汪阿金,等. 纳米氧化锆分散液微喷射黏结增材制造氧化锆陶瓷[J]. 硅酸盐学报,2022,50(9):2406-2413. [4] 闫燕艳,张亚飞,张兆顷. ZrO2陶瓷切向超声辅助磨削表面及亚表面损伤机制[J]. 航空学报,2021,42(7):50-61. [5] Chen Y,Hu Z W,Yu Y Q,et al. Processing and machining mechanism of ultrasonic vibration-assisted grinding on sapphire[J]. Materials Science in Semiconductor Processing,2022,142:106470. doi: 10.1016/j.mssp.2022.106470 [6] 冯平法,王健健,张建富,等. 硬脆材料旋转超声加工技术的研究现状及展望[J]. 机械工程学报,2017,53(19):3-21. [7] Yang Z C,Zhu L D,Zhang G X,et al. Review of ultrasonic vibration-assisted machining in advanced materials[J]. International Journal of Machine Tools & Manufacture,2020,156:103594. [8] 丁文锋,曹洋,赵彪,等. 超声振动辅助磨削加工技术及装备研究的现状与展望[J]. 机械工程学报,2022,58(9):244-269. [9] 张翔宇,桑一村,许嘉宾,等. 石英和微晶玻璃超声磨削加工实验研究[J]. 制造技术与机床,2023(9):44-51. [10] Li H B,Chen T,Duan Z Y,et al. A grinding force model in two-dimensional ultrasonic-assisted grinding of silicon carbide[J]. Journal of Materials Processing Technology,2022,304(11):117568. [11] Song X F,Yu Y Q,Jing H B,et al. Edge damage prediction and analysis of ceramic restorations in ultrasonic-assisted dental grinding based on a multi-grit finite element model[J]. Journal of Manufacturing Processes,2023,101:1383-1395. doi: 10.1016/j.jmapro.2023.06.048 [12] 梁志强,田梦,王秋燕,等. 超声辅助磨削陶瓷材料的裂纹产生与扩展仿真研究[J]. 兵工学报,2016,37(5):895-902. [13] Zhou M,Zhao P Y. Prediction of critical cutting depth for ductile-brittle transition in ultrasonic vibration assisted grinding of optical glasses[J]. International Journal of Advanced Manufacturing Technology,2016,86(5):1-10. [14] 尤佳旗,黄久超,丁霖. 超声振动磨削氧化锆陶瓷表面损伤模型的实验研究[J]. 工具技术,2022,56(6):52-56. doi: 10.3969/j.issn.1000-7008.2022.06.009 [15] Baraheni M,Amini S. Mathematical model to predict cutting force in rotary ultrasonic assisted end grinding of Si3N4 considering both ductile and brittle deformation[J]. Measurement,2020,156:107586. doi: 10.1016/j.measurement.2020.107586 -

 下载:
下载:



 点击查看大图
点击查看大图

图(10) / 表(1)
计量
- 文章访问数: 21
- HTML全文浏览量: 8
- PDF下载量: 7
- 被引次数: 0


