

Optimization of milling parameters considering surface quality and hardness of screw rotor
-
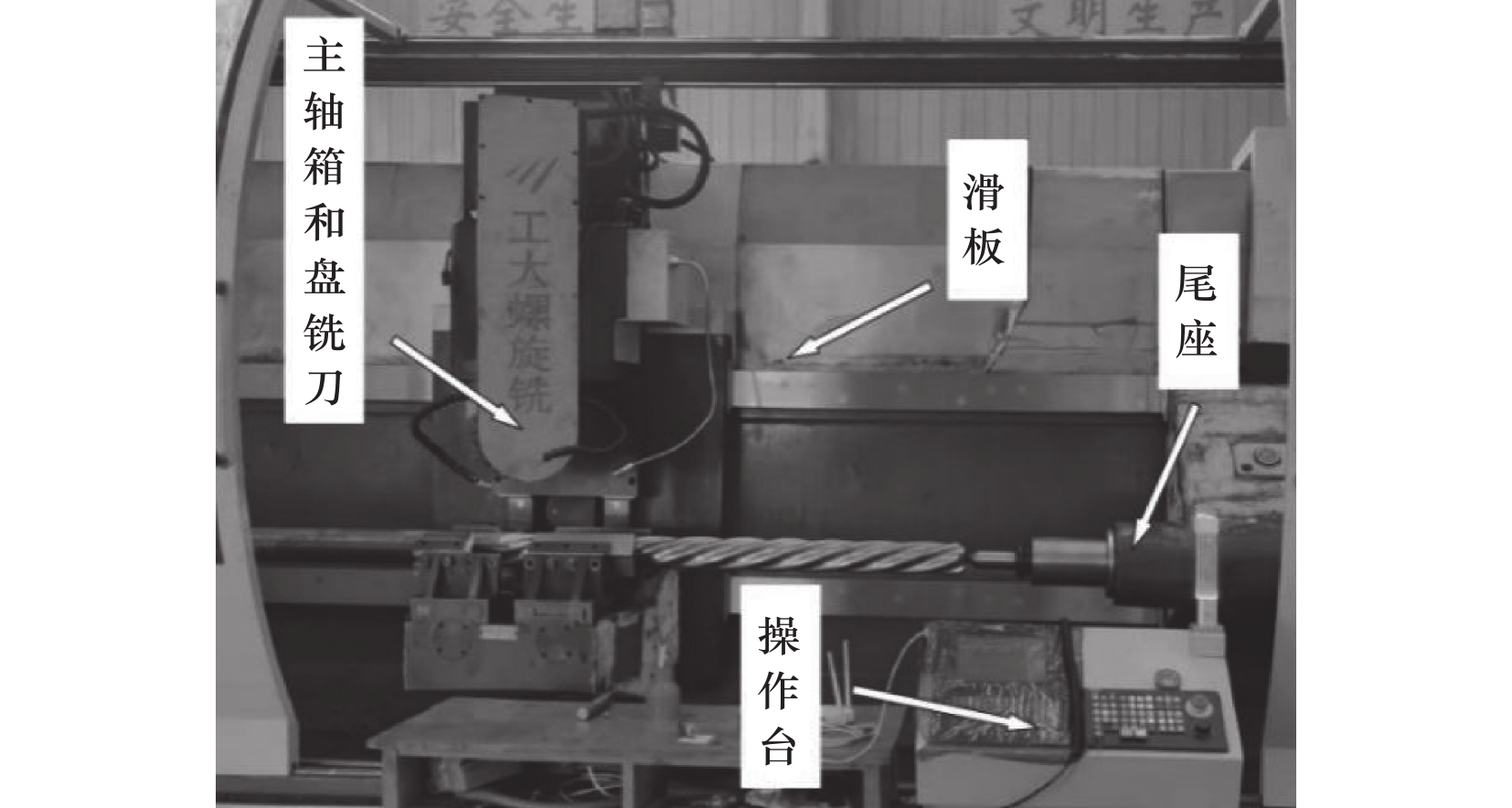
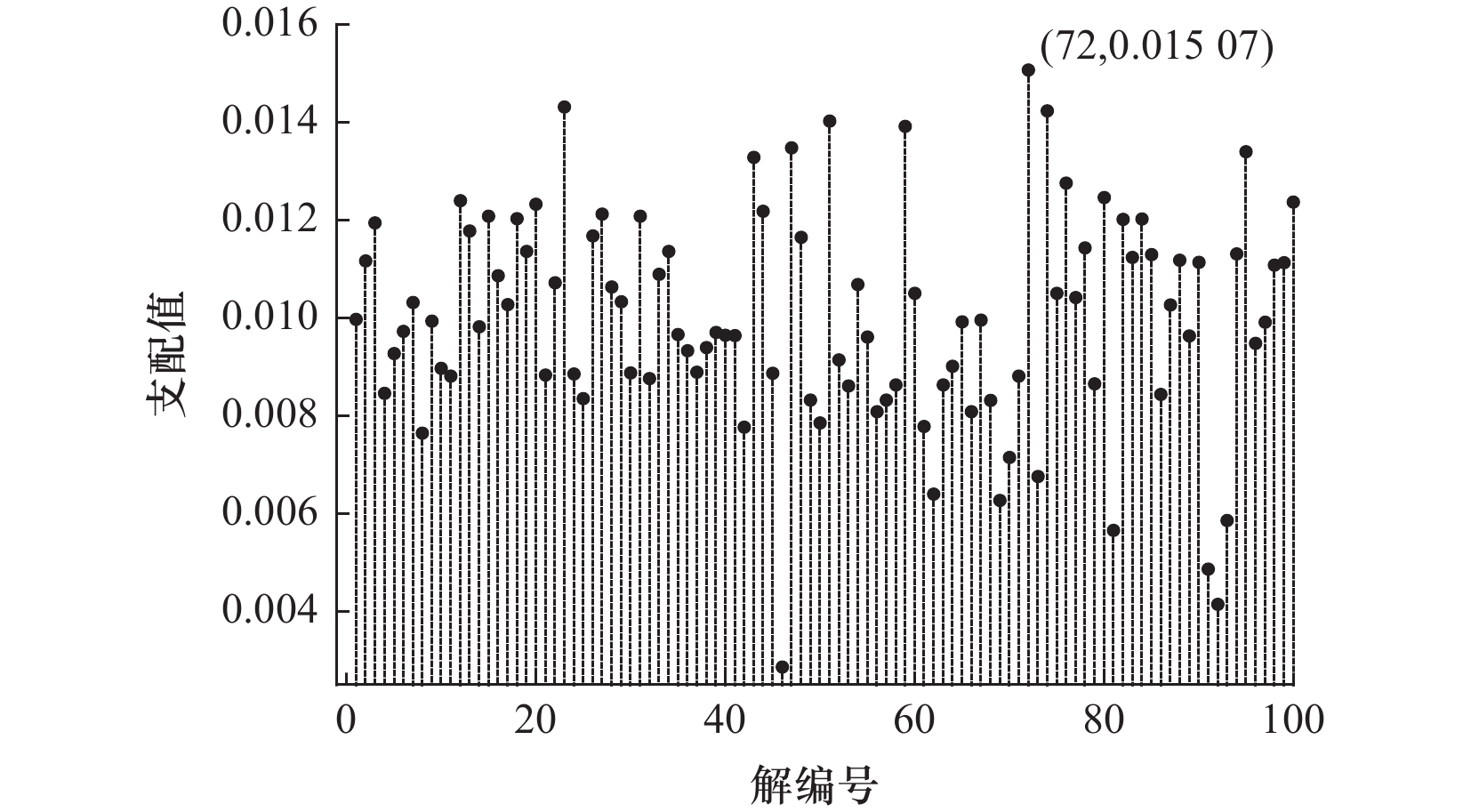
摘要: 为提高多头螺杆转子的加工质量,文章探究了外包络铣削工艺参数对表面粗糙度和硬度的影响,并对工艺参数进行优化。以主轴转速、间歇进给量及加工倍率作为因素进行正交试验,试验结果表明:加工倍率是影响表面粗糙度值最主要的因素,间歇进给量是影响显微硬度值最主要的因素。采用多目标优化算法对工艺参数进行优化,得到最优工艺参数组合如下:主轴转速为191 r/min,间歇进给量为3.1 mm,加工倍率为15%。用该组参数加工可使表面粗糙度值降低17.15%,显微硬度值提高7.60%。文章提出的方法可为工艺参数的优化提供参考。Abstract: In order to improve the machining quality of multi-head screw rotors, this paper explores the influence of outer envelope milling parameters on surface roughness and hardness was investigated, and the parameters were optimized. Orthogonal tests were carried out with spindle speed, intermittent feed rate and machining rate as factors. The results show that machining rate is the most important factor affecting surface roughness value, and intermittent feed is the most important factor affecting microhardness value. The multi-objective optimization algorithm was used to optimize the process parameters, and the optimal combination of process parameters was obtained as follows: the spindle speed was 191 r/min, the intermittent feed rate was 3.1 mm, and the machining rate was 15%. The surface roughness value can be reduced by 17.15% and the microhardness value can be increased by 7.60%. The method presented in this paper can provide reference for the optimization of process parameters.
-
Key words:
- screw rotor /
- outer envelope milling /
- surface quality /
- microhardness /
- parameter optimization
-
表 3 正交试验因素水平表
水平 因素 主轴转速n/(r/min) 间歇进给量f/mm 加工倍率F/(%) 1 160 3.0 10 2 170 3.5 15 3 180 4.0 20 4 190 4.5 25 5 200 5.0 30  下载: 导出CSV
下载: 导出CSV
表 4 正交试验方案及结果
序号 n/
(r/min)f/
mmF/
(%)粗糙度Ra/
µm显微硬度N/
(HV1)1 160 3.0 10 1.093 160.7 2 160 3.5 15 1.123 174.1 3 160 4.0 20 1.203 187.4 4 160 4.5 25 1.300 205.2 5 160 5.0 30 1.463 230.7 6 170 3.0 15 1.077 179.7 $\vdots $ $\vdots $ $\vdots $ $\vdots $ $\vdots $ $\vdots $ 21 200 3.0 30 1.291 180.8 22 200 3.5 10 0.800 196.4 23 200 4.0 15 0.961 194.2 24 200 4.5 20 1.182 194.5 25 200 5.0 25 1.463 186.6
下载: 导出CSV
表 5 Ra方差分析结果
来源 自由度 Adj SS Adj MS F值 P值 模型 8 0.665 068 0.083 134 49.45 0.000 线性 3 0.631 691 0.210 564 125.24 0.000 n 1 0.025 088 0.025 088 14.92 0.001 f 1 0.139 587 0.139 587 83.03 0.000 F 1 0.415 116 0.415 116 246.91 0.000 平方 3 0.036 944 0.012 315 7.32 0.003 n×n 1 0.000 121 0.000 121 0.07 0.792 f×f 1 0.000 028 0.000 028 0.02 0.899 F×F 1 0.036 472 0.036 472 21.69 0.000 交互 2 0.077 300 0.038 650 22.99 0.000 n×f 1 0.023 090 0.023 090 13.73 0.002 n×F 1 0.015 791 0.015 791 9.39 0.007 误差 16 0.026 900 0.001 681 合计 24 0.691 968
下载: 导出CSV
表 6 N方差分析结果
来源 自由度 Adj SS Adj MS F值 P值 模型 8 4 369.91 546.24 62.35 0.000 线性 3 836.05 278.68 31.81 0.000 n 1 0.14 0.14 0.02 0.903 f 1 800.44 800.44 91.36 0.000 F 1 10.29 10.29 1.17 0.294 平方 3 671.24 223.75 25.54 0.000 n×n 1 153.92 153.92 17.57 0.001 f×f 1 361.95 361.95 41.31 0.000 F×F 1 99.77 99.77 11.39 0.004 交互 2 2 045.82 1 022.91 116.76 0.000 n×f 1 353.34 353.34 40.33 0.000 n×F 1 687.98 687.98 78.53 0.000 误差 16 140.18 8.76 合计 24 4 510.09
下载: 导出CSV
-
[1] 杨赫然,何源,孙兴伟,等. 螺杆转子砂带磨削装置开发及材料去除率预测[J]. 中国机械工程,2021,32(17):2055-2062. doi: 10.3969/j.issn.1004-132X.2021.17.006 [2] 刘星洲,刘明昆,柴晓彤,等. 等螺距螺杆转子车削工艺研究[J]. 真空科学与技术学报,2020,40(2):169-173. [3] He B F,Ding S Y,Shi Z Y. A comparison between profile and areal surface roughness parameters[J]. Metrology and Measurement Systems,2021,28(3):413-438. [4] 豆卫涛,史丽晨,卢竹青,等. 无心车床车削钛合金棒材工艺参数与表面粗糙度关系研究[J]. 制造技术与机床,2021(4):79-85. [5] 王运,张昌明,张昱. 车削参数对A100钢表面粗糙度的影响[J]. 制造技术与机床,2020(10):115-119. [6] Zhang H P,Zhang H X,Lai Y A. Surface roughness and residual stresses of high speed turning 300 M ultrahigh strength steel[J]. Advances in Mechanical Engineering,2014(2):859207(1-7). [7] 张昌明,周亮,王运,等. 铣削参数对A100合金钢表面组织及显微硬度的影响[J]. 材料热处理学报,2021,42(1):173-180,188. [8] 于英钊,高军,郑光明,等. 高速干铣削高强钢加工表面硬化及残余应力研究[J]. 制造技术与机床,2018(6):142-146. [9] Wang C G,Chen C,Huang Z L,et al. Influence of milling parameters on machining performances and surface quality of ZK61M magnesium alloy[J]. Anternational Journal of Advanced Manufacturing Technology,2023,128(11):4777-4789. [10] 耿超绪. 螺旋曲面铣削系统动力学建模及稳定性预测方法研究[D]. 沈阳:沈阳工业大学,2022. [11] Shi K N,Zhang D H,Ren J X,et al. Multi-objective optimization of surface integrity in milling TB6 alloy based on taguchi-grey relational analysis[J]. Advances in Mechanical Engineering,2014,6:280313. doi: 10.1155/2014/280313 [12] Azizi M. Atomic orbital search:A novel metaheuristic algorithm[J]. Applied Mathematical Modelling,2021,93:657-683. doi: 10.1016/j.apm.2020.12.021 [13] 吴振宇,郑光明,颜培,等. 表面处理对TiAlSiN涂层刀具表面完整性及切削性能的影响研究[J]. 中国机械工程,2023,34(1):75-83. [14] 王鑫,徐雷,肖乃鑫,等. 5A06铝合金表面完整性铣削参数优化方法[J]. 组合机床与自动化加工技术,2021(4):150-153. [15] 张运涛,李以农,张志达,等. 基于改进粒子群算法的非对称传动主轴多目标优化[J]. 振动与冲击,2022,41(2):130-139. -

 下载:
下载:



 点击查看大图
点击查看大图

图(5) / 表(7)
计量
- 文章访问数: 30
- HTML全文浏览量: 5
- PDF下载量: 6
- 被引次数: 0


