

Fabrication of DLP light-curing 3D printer based on investment casting
-
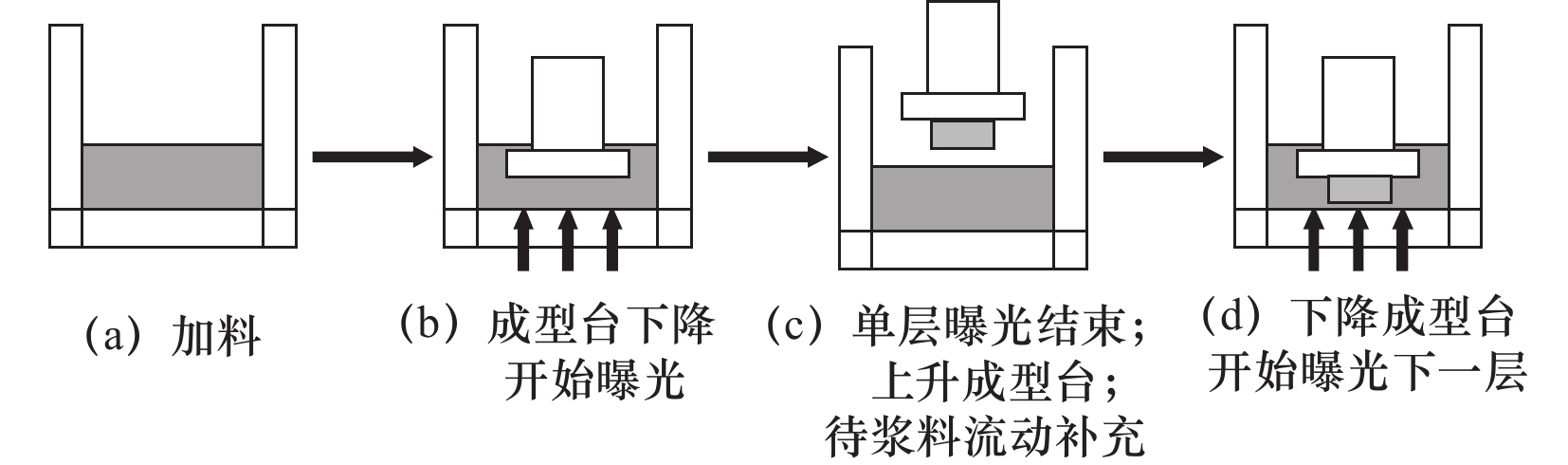
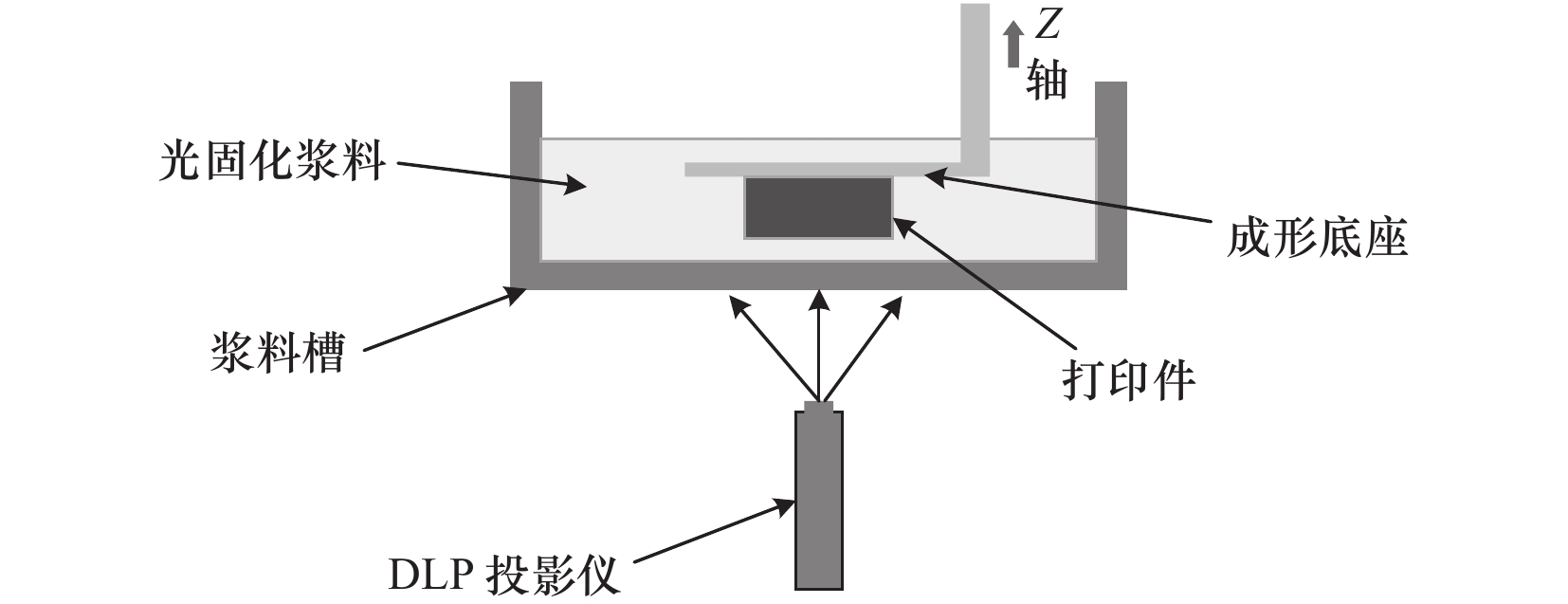
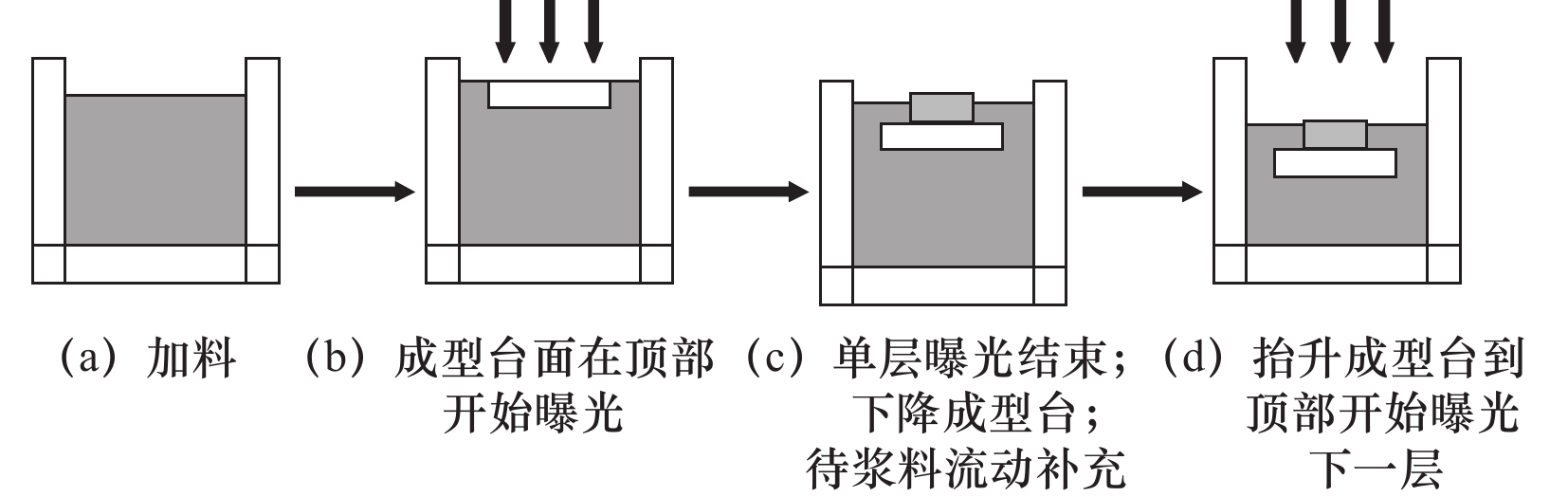
摘要: 文章将DLP光固化成型技术与熔模铸造工艺相结合,研制了适用于陶瓷浆料打印的光固化增材制造装备。以实现DLP光固化成型工艺参数:曝光时间、曝光层厚及曝光强度等为设计出发点,合理设计光固化打印机的选型及零部件布置,验证最佳工艺参数,确定了设备最佳曝光时间为30~35 s;最佳打印曝光层厚为0.1 mm。Abstract: By integrating DLP light-curing technology with the investment casting process, a synergistic approach harnessing the strengths of both methods becomes achievable. A specialized light-curing apparatus, tailored for ceramic paste printing, has been engineered. The development process prioritized the configuration of essential DLP light-curing parameters: exposure time, exposure layer thickness, and exposure intensity. This involved meticulous selection of suitable light-curing printers and the strategic arrangement of components. Extensive design considerations culminated in the validation of optimal process parameters. Consequently, the equipment's optimal exposure time has been definitively established at 30-35 s, while the most effective printing exposure layer thickness stands at 0.1 mmm.
-
Key words:
- investment casting /
- DLP /
- light curing /
- equipment /
- process parameters
-
表 1 曝光参数
参数 数值 参数 数值 底层曝光时间/s 40 打印个数/个 4 单层曝光时间/s 30 Z轴抬升距离/mm 60 底层层数/层 3 Z轴抬升速度/(mm/min) 350  下载: 导出CSV
下载: 导出CSV
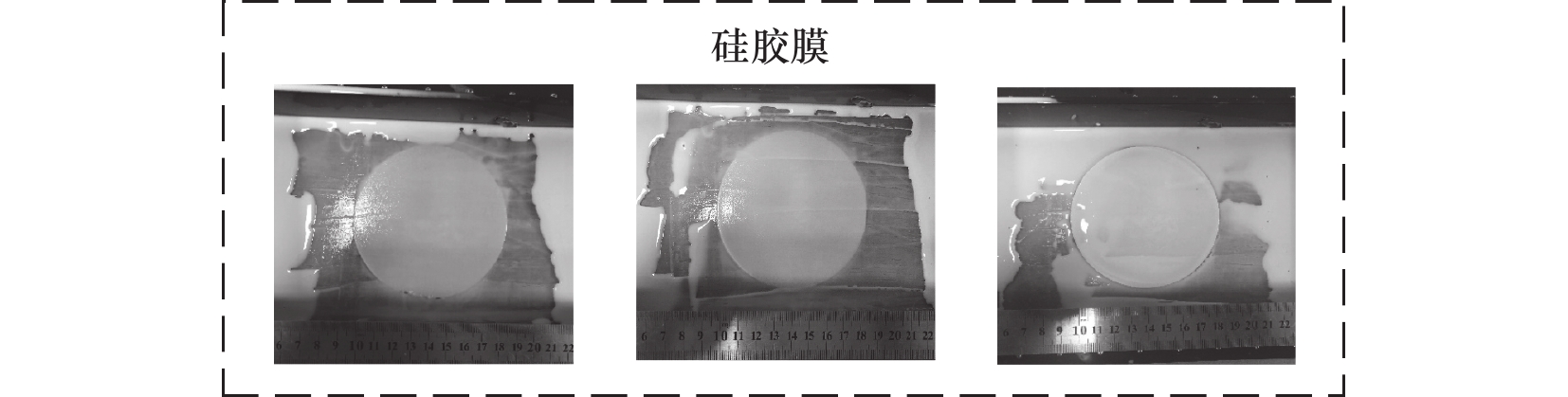
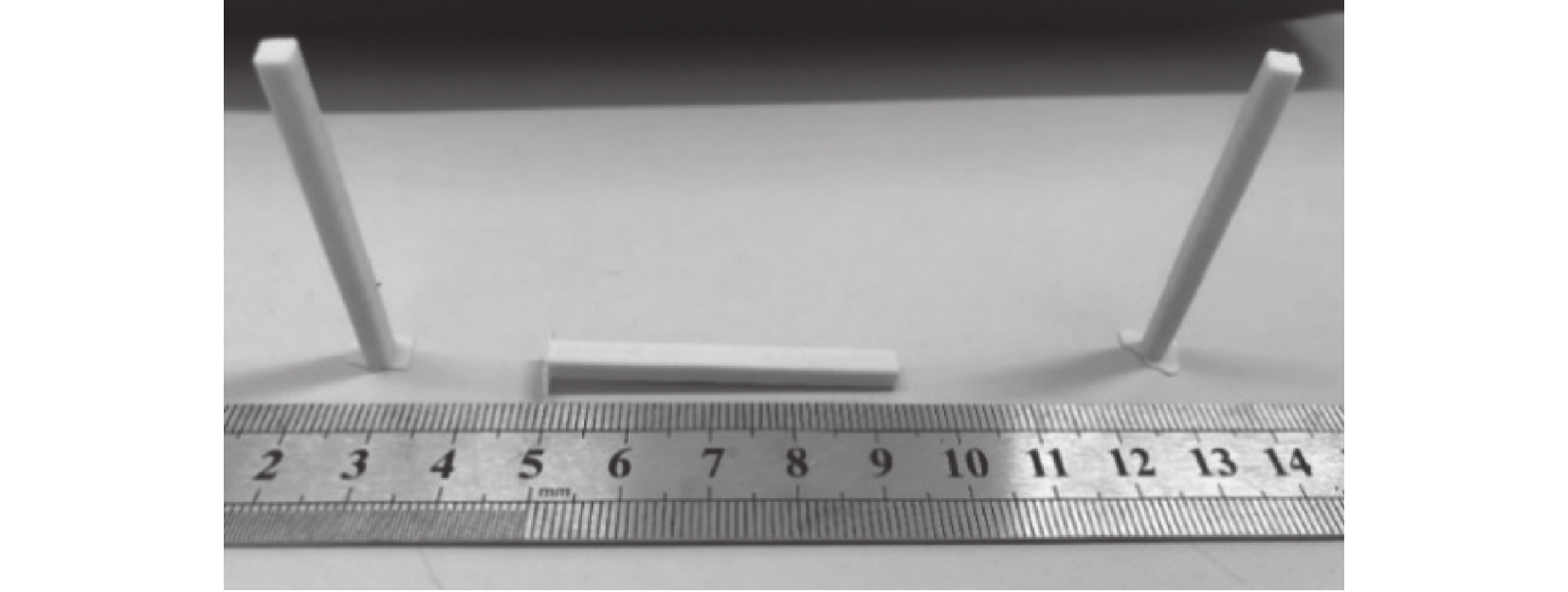
表 2 Z轴方向尺寸
mm 不同曝光
层厚同一批次四个打印机尺寸 标准差 一 二 三 四 平均值 0.1 4.08 4.15 4.17 4.06 4.08 0.04 0.15 3.94 4.00 3.66 3.54 3.94 0.19 0.2 3.79 3.37 3.8 3.39 3.79 0.20 0.3 2.81 2.79 3.22 2.29 2.81 0.32
下载: 导出CSV
表 3 水平方向尺寸
mm 不同曝光
层厚同一批次四个打印机尺寸 标准差 一 二 三 四 平均值 0.1 10.7 10.57 10.37 10.87 10.7 0.18 0.15 10.02 10.18 10.07 10.17 10.57 0.07 0.2 10.54 10.58 10.5 10.6 10.37 0.04 0.3 10.93 10.88 10.64 10.37 10.71 0.22
下载: 导出CSV
-
[1] Wang J Y,Sama S R,Lynch P C, et al. Design and topology optimization of 3D-printed wax patterns for rapid investment casting[J]. Procedia Manufacturing,2019,34:683-694. doi: 10.1016/j.promfg.2019.06.224 [2] Dong Y W,Li X L,Zhao Q,et al. Modeling of shrinkage during investment casting of thin-walled hollow turbine blades[J]. Journal of Materials Processing Technology,2017,244:190-203. [3] Tian L,Alexandersen J,Lazarov B S ,et al. Investment casting and experimental testing of heat sinks designed by topology optimization[J]. International Journal of Heat and Mass Transfer,2018,127:396-412. doi: 10.1016/j.ijheatmasstransfer.2018.07.060 [4] Behera M M,Pattnaik S,Sutar M K. Thermo-mechanical analysis of investment casting ceramic shell:A case study[J]. Measurement,2019,147:106805. doi: 10.1016/j.measurement.2019.07.033 [5] 朱艳青,史继富,王雷雷,等. 3D打印技术发展现状[J]. 制造技术与机床,2015(12):50-57. doi: 10.3969/j.issn.1005-2402.2015.12.018 [6] 陈方杰,王成,刘重发,等. 陶瓷3D打印技术在车辆装备底盘制造中的潜在应用[J]. 制造技术与机床,2021(11):143-147. [7] 宗学文,王丹,肖涵,等. 面成型光固化快速成型技术发展的关键要素的研究现状[J]. 制造技术与机床,2017(10):31-38. [8] 乔伍. 基于面曝光快速成型的陶瓷制件光固化基础研究[D]. 西安:西安工程大学,2018. [9] 刘徽,杨先海,程祥,等. 人工骨3D打印与铣削复合加工研究[J]. 制造技术与机床,2018(4):22-28. [10] 王凤梅,高飞,邬向伟,等. 层厚对不同形状的SLA零件性能的影响[J]. 机械强度,2022,44(3):758-762. [11] Ho T H,Chang S J,Li C C. Effect of surface hydroxyl groups on the dispersion of ceramic powders[J]. Materials Chemistry and Physics,2016,172:1-5. doi: 10.1016/j.matchemphys.2016.01.060 [12] 聂文忠,陆建民,马亚健,等. 光固化成型工艺中零件表面质量的分析及研究[J]. 兵器材料科学与工程,2020,43(1):105-109. -

 下载:
下载:

 点击查看大图
点击查看大图
图(14) / 表(3)
计量
- 文章访问数: 30
- HTML全文浏览量: 7
- PDF下载量: 3
- 被引次数: 0


