

Research and application of secondary drawing technology for the waist line of automobile rear door skin
-
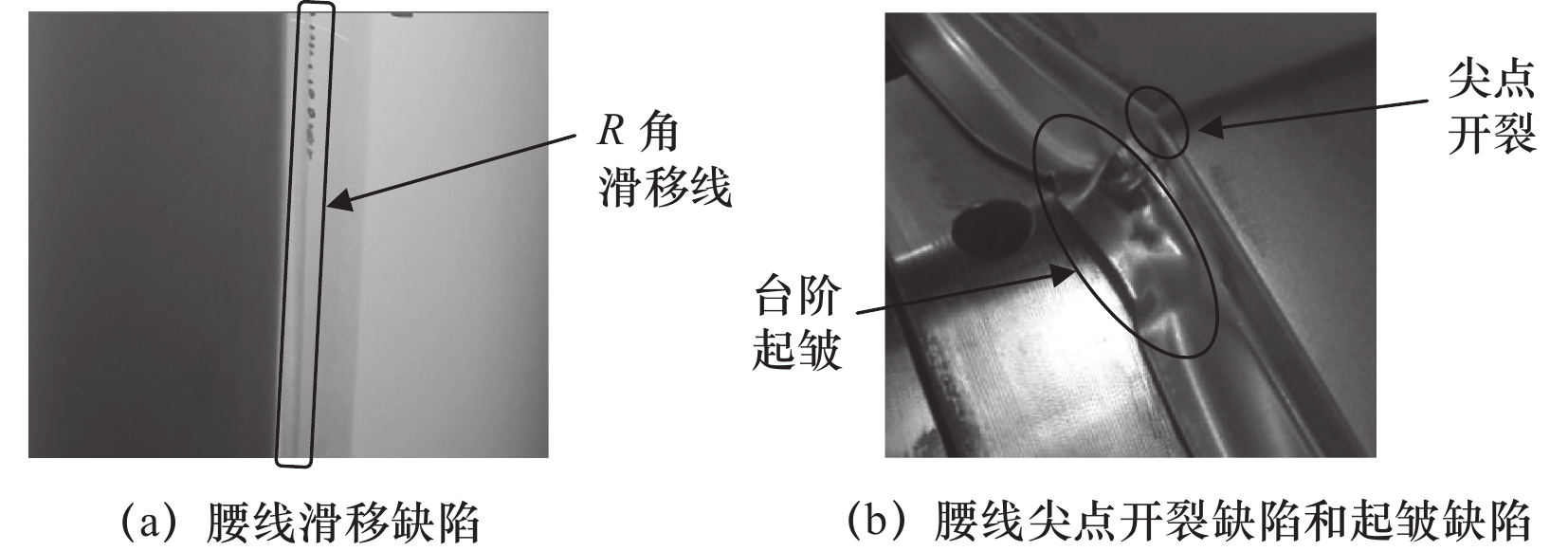
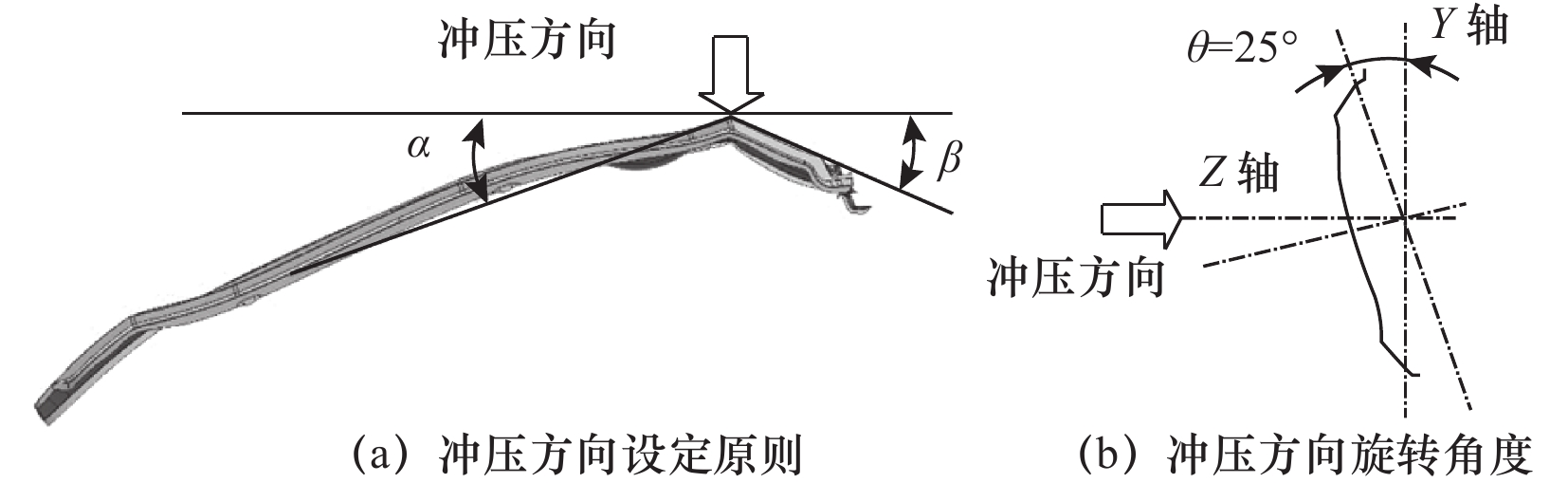
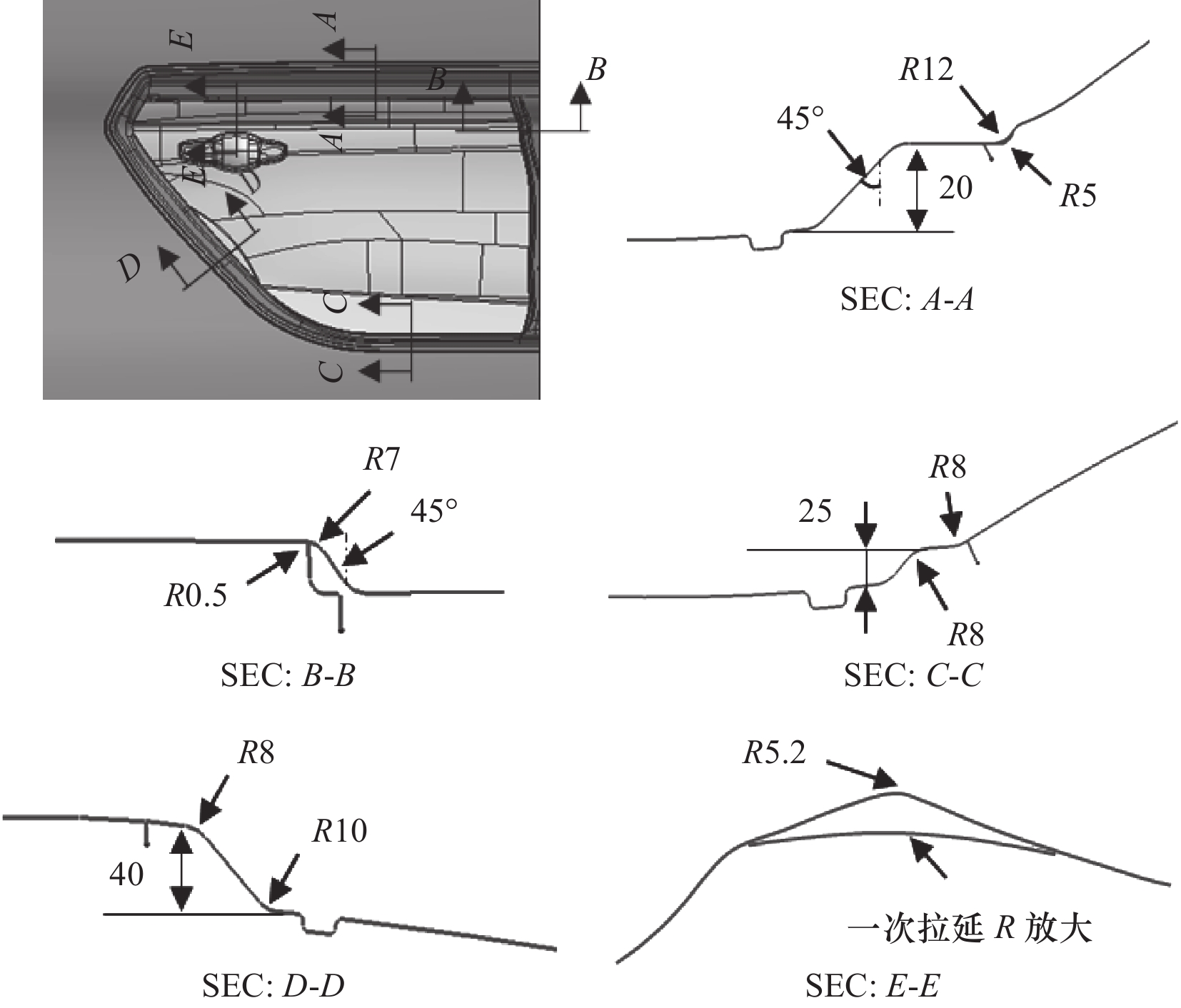
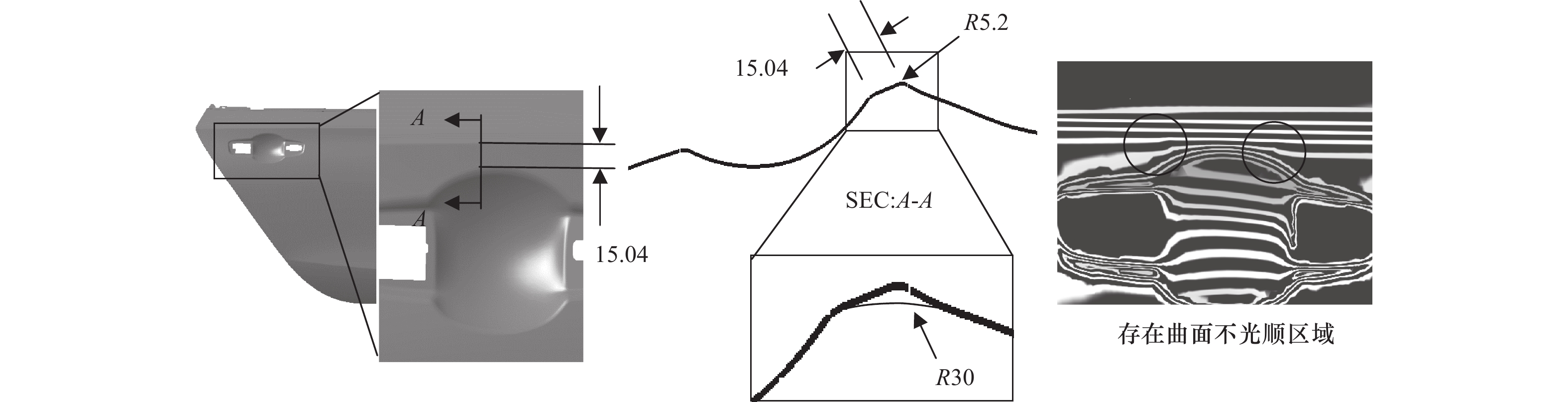
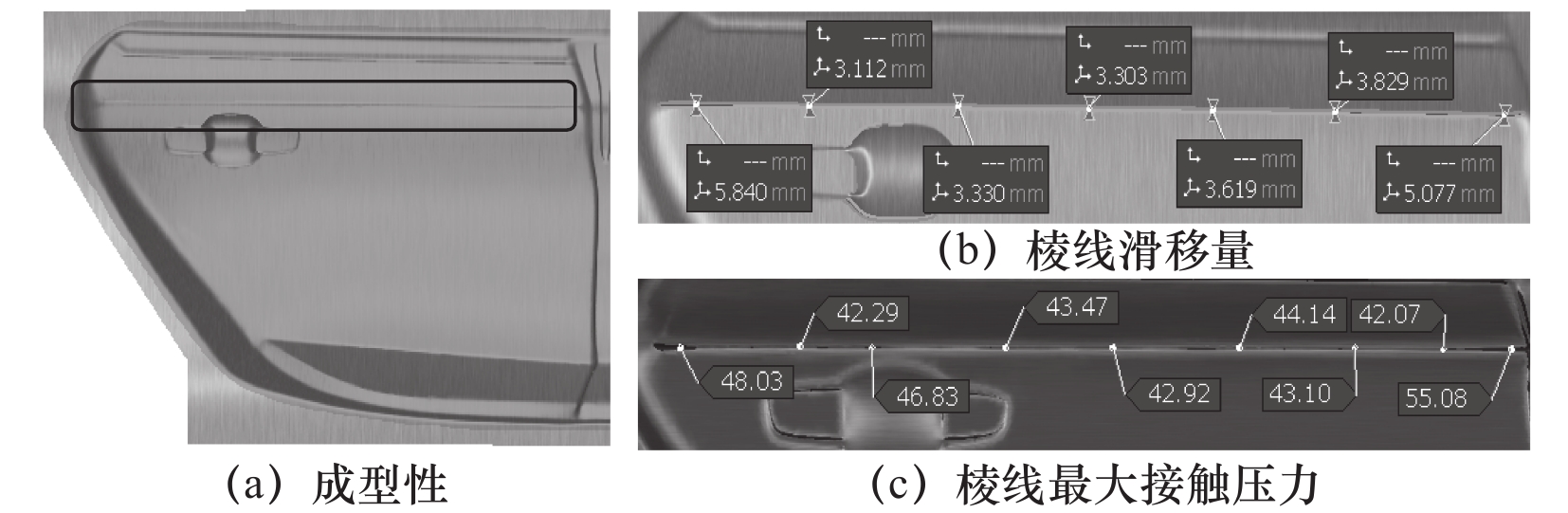
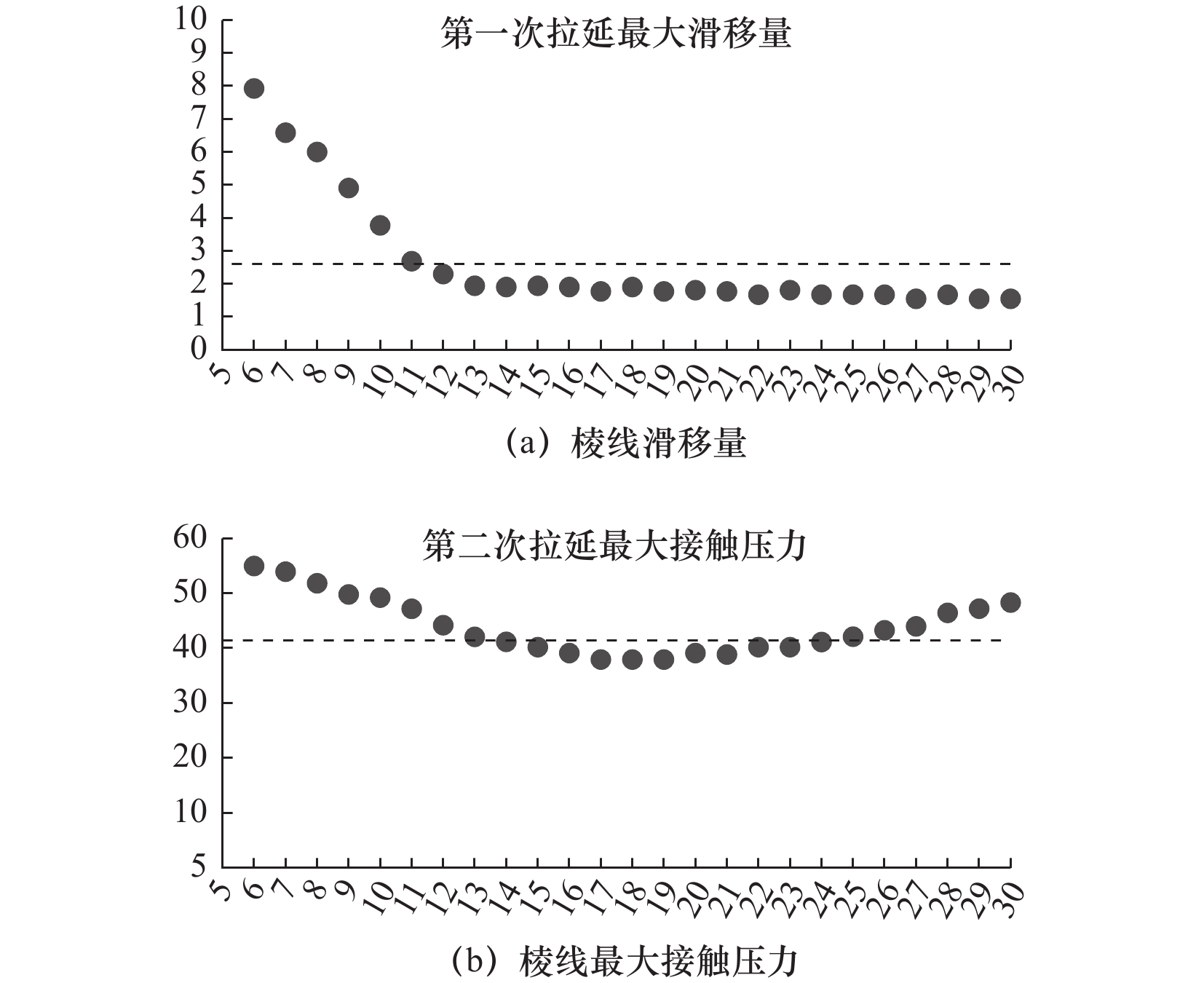
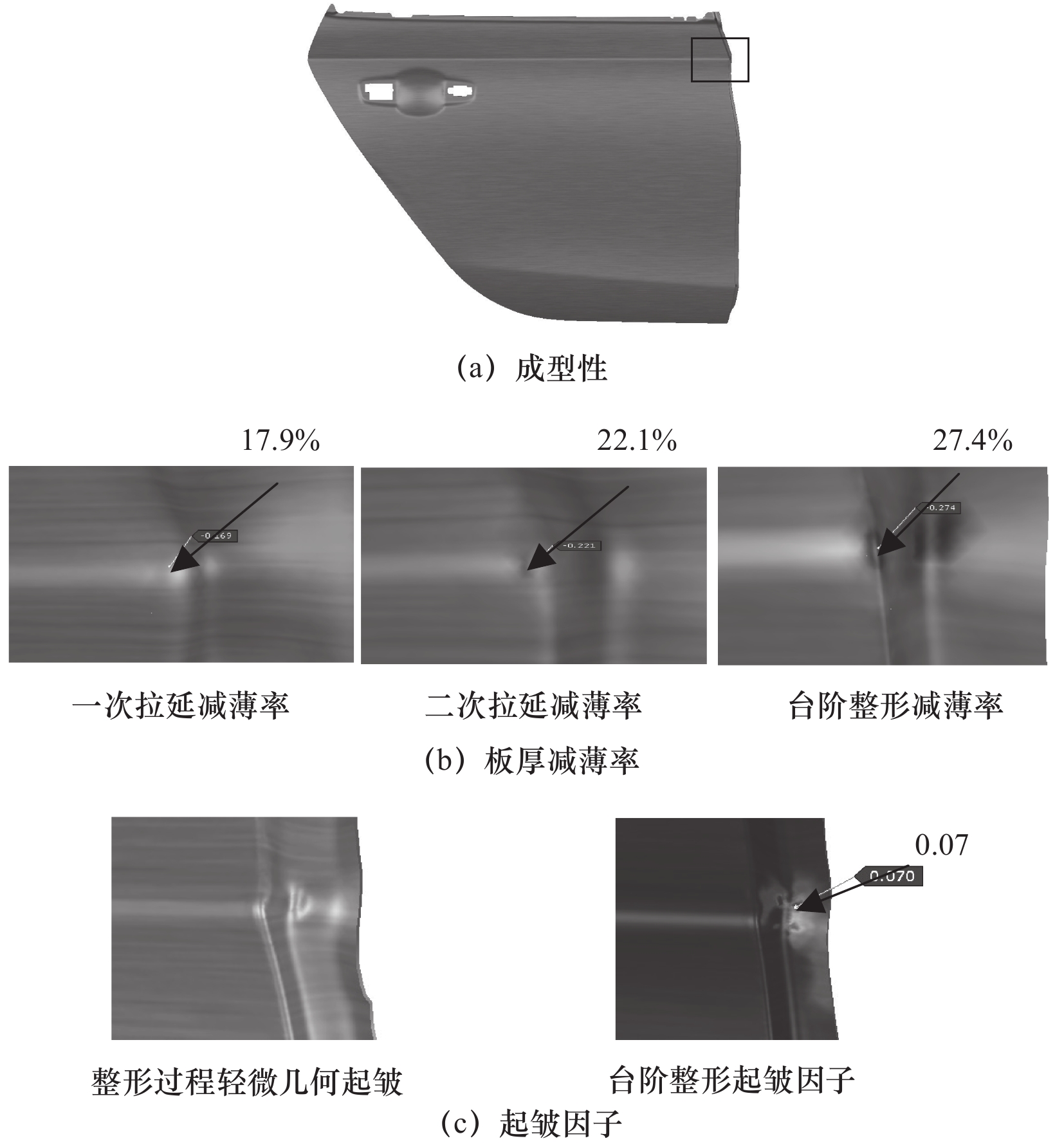
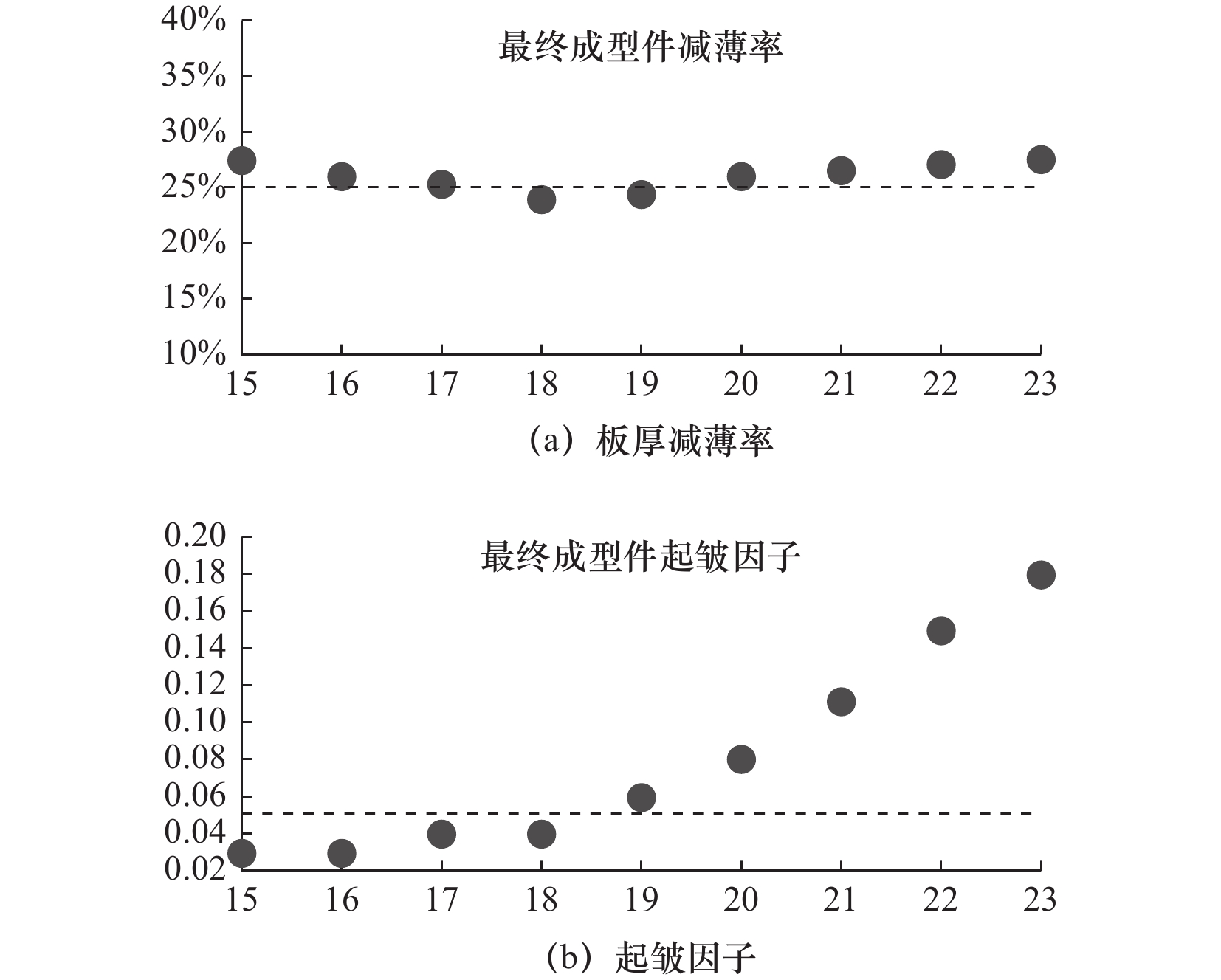
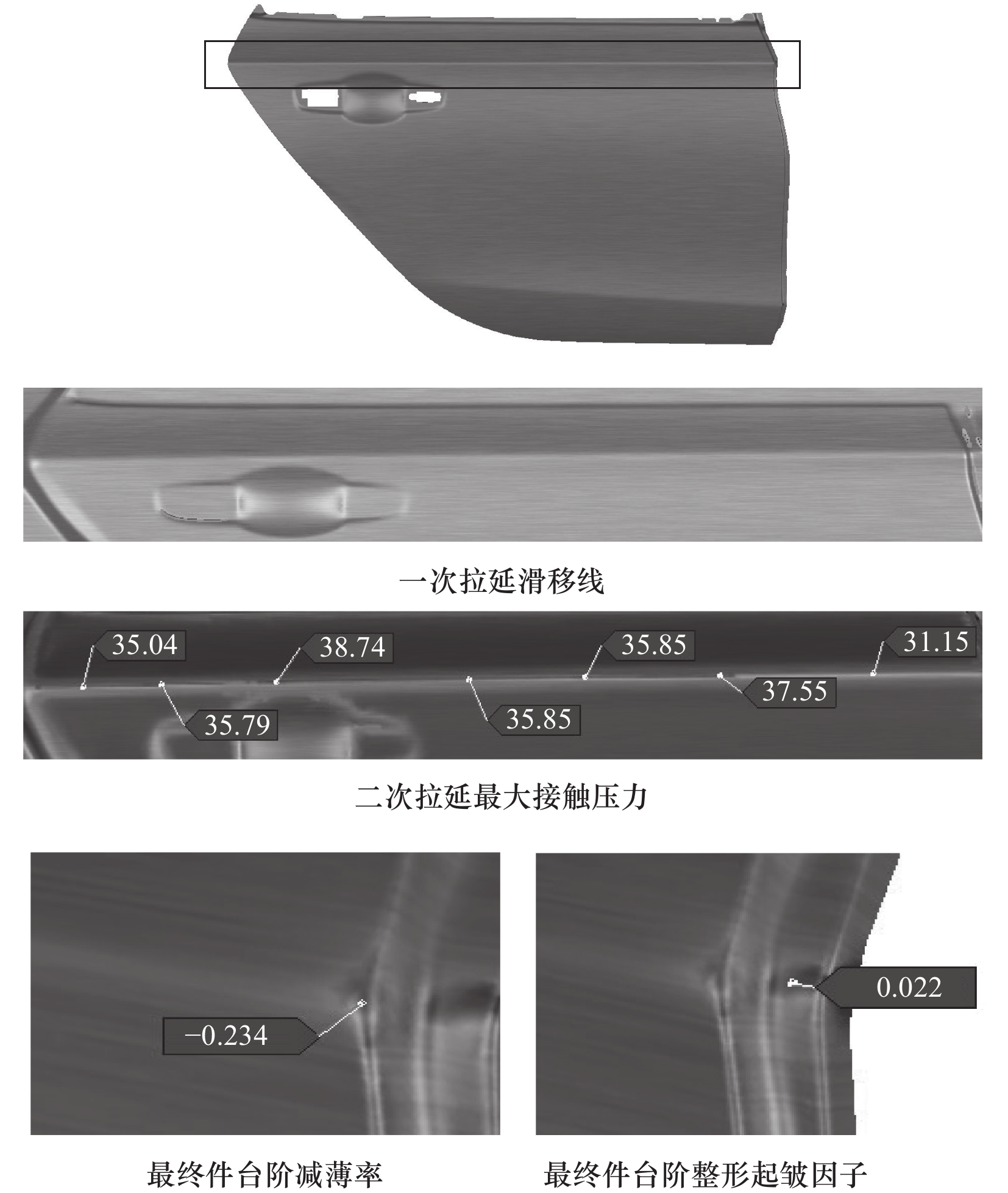
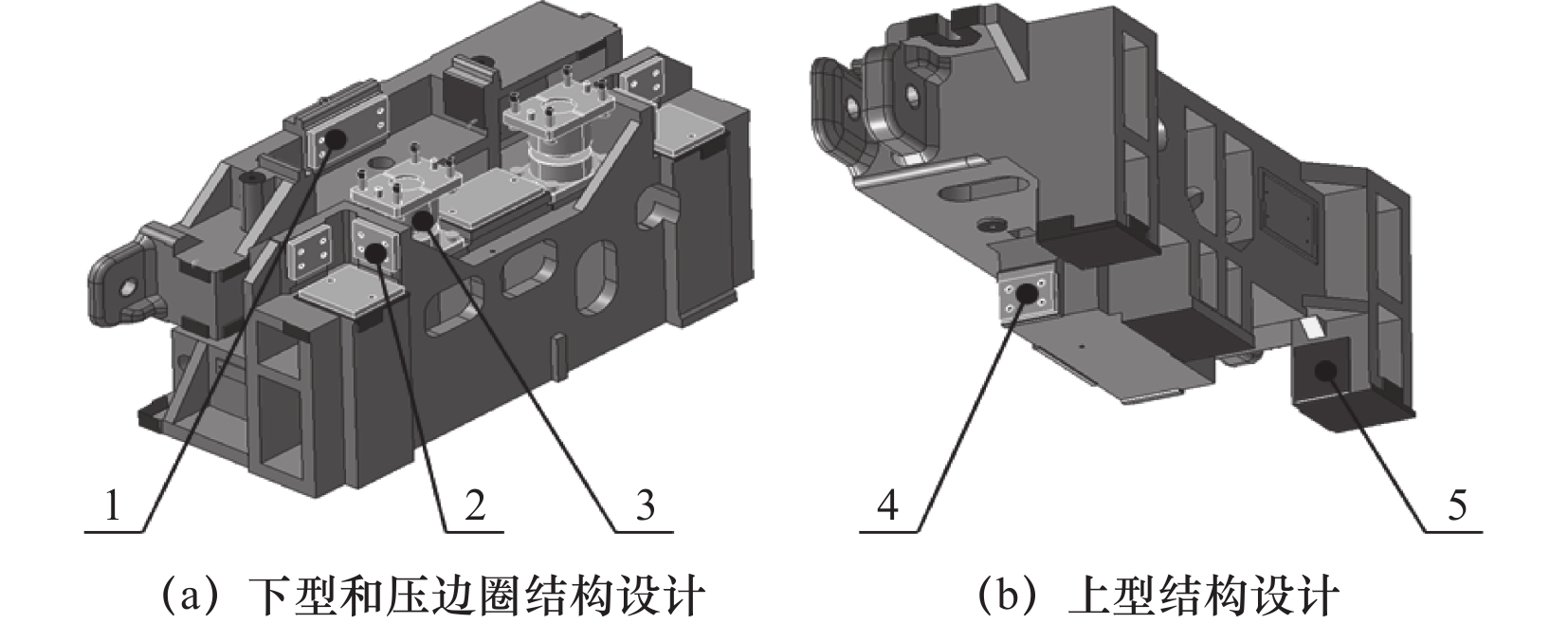
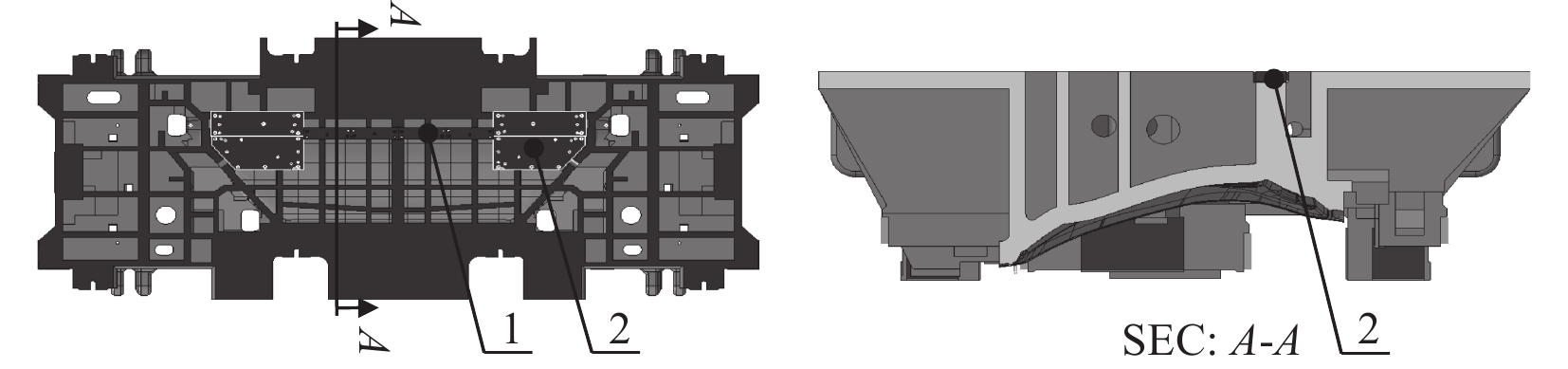
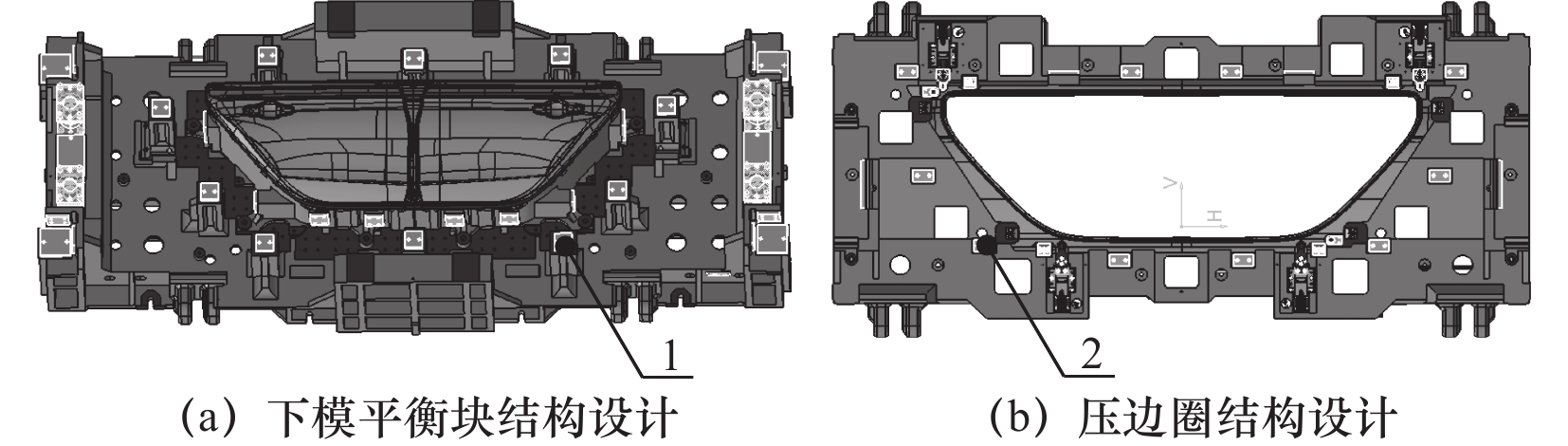
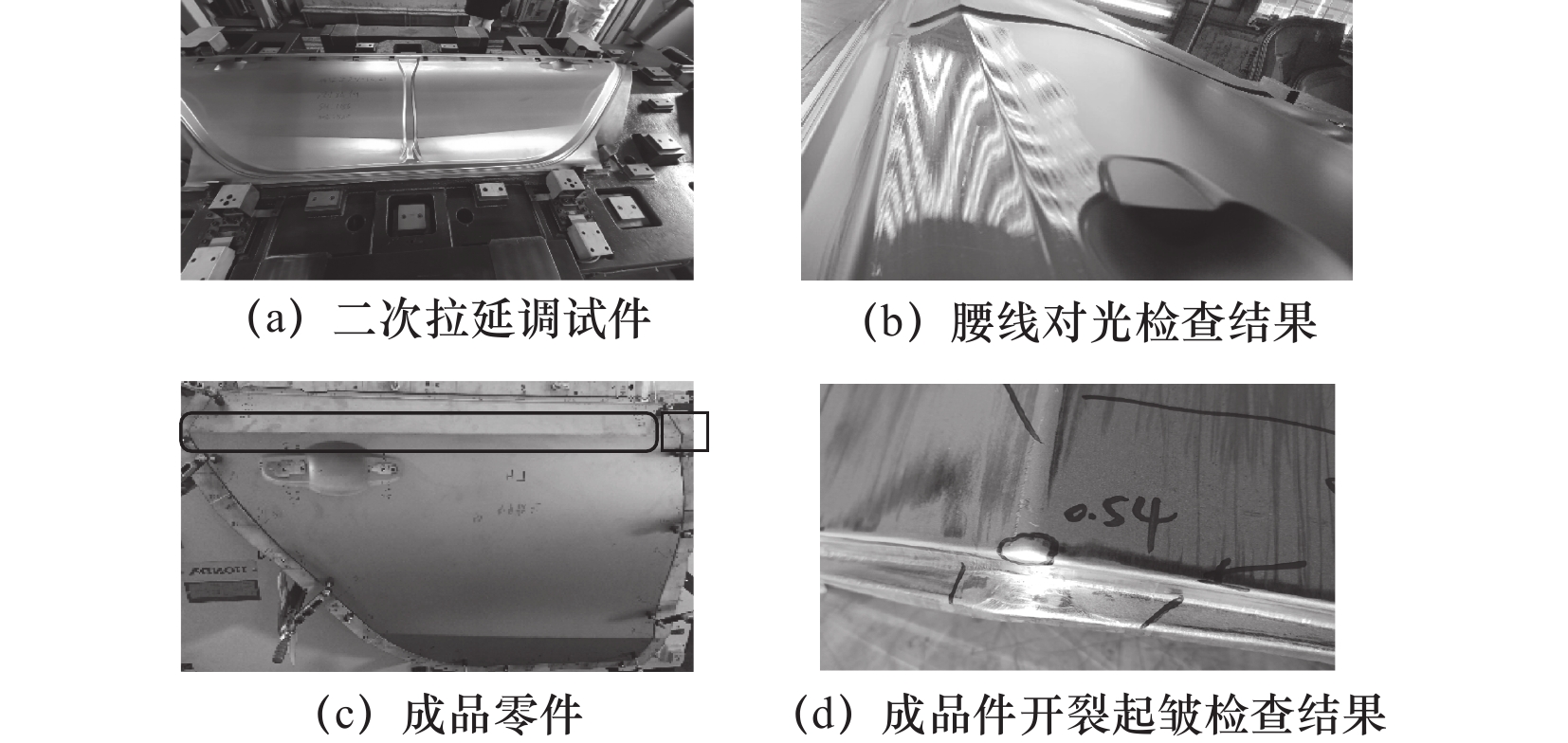
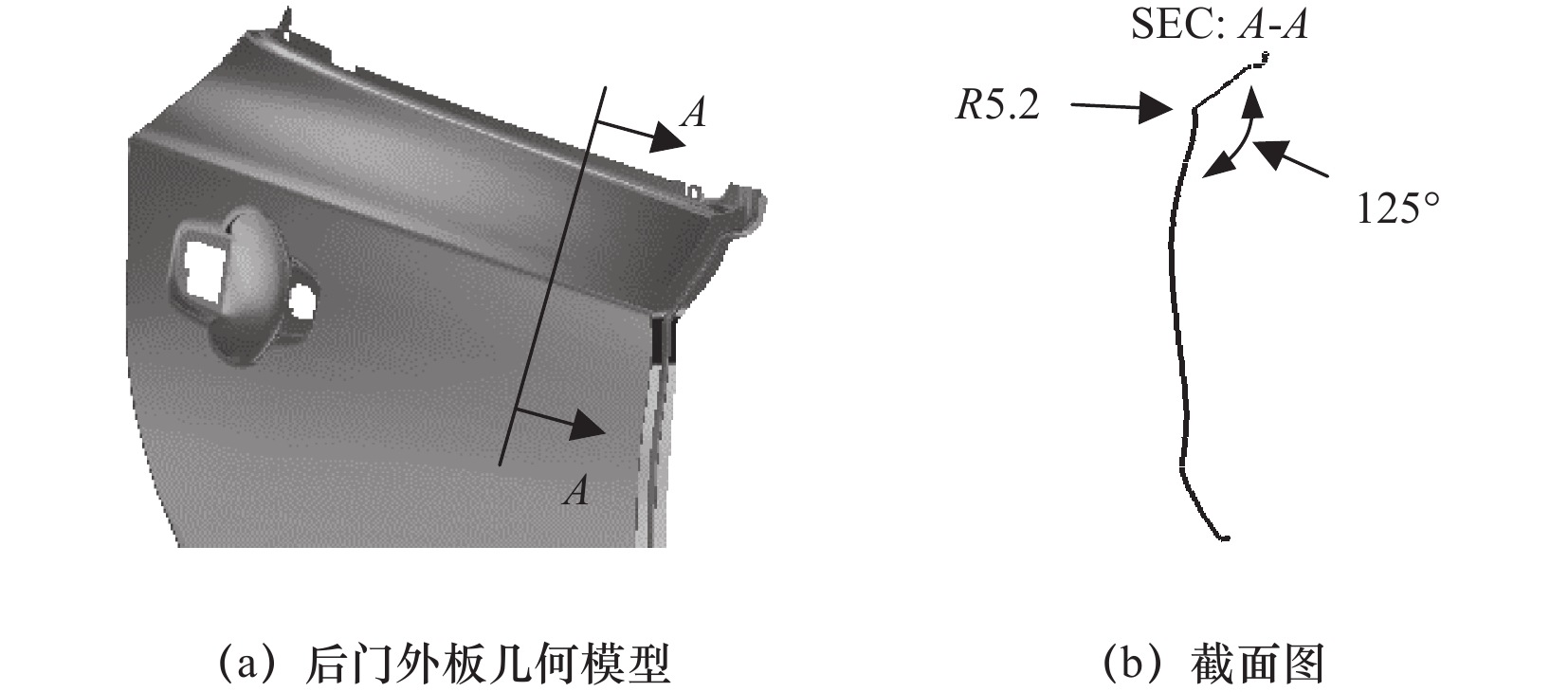
摘要: 为了解决车身腰线锐利化带来的品质问题,以某车型后门外板为研究对象,文章展开了腰线二次拉延成形仿真以及冲压模具结构优化设计。在设计阶段对产品成形过程进行数值模拟。通过优选冲压方向、腰线二次拉延等方法优化冲压工艺,解决了腰线前端开裂、起皱以及优化了腰线滑移等质量问题。在冲压模具结构设计上,通过增加双导向、垫块和平衡块等方法,实现了模具实物上下型面间隙稳定,避免了由于工装精度不足导致的滑移线等质量问题。最终按照工艺方案用于模具制造,并根据仿真结果指导实物调试,得到了无开裂、起皱以及腰线滑移在基准内的合格零件。研究表明,该后门外板的二次拉延方案可实现锐利化腰线在后门外板上的工业化应用。Abstract: In order to solve the quality problem caused by the sharpening of the waist line, taking the rear door outer panel as the research object, the paper develops the simulation of the double drawing of the waist line and the optimization design of the stamping die structure were carried out. In the design stage, the product forming process is numerically simulated. Through optimizing the stamping process by optimizing the stamping direction and the double drawing of the waistline, the quality problems of the front end of the waistline cracking and wrinkling and the slip line were solved. In the structural design of the stamping die, the gap between the upper and lower surfaces of the die is stable by adding double guide, pad block and balance block, etc., and the quality problems such as slip line caused by insufficient precision of the tooling are avoided. Finally, the process plan was used for mold manufacturing, and simulation results were used to guide physical debugging, resulting in qualified parts without cracking, wrinkling, and waistline slip within the benchmark. Research has shown that the secondary stretching scheme of the rear door outer panel can achieve industrial application of sharp waistline on the rear door outer panel.
-
表 1 某车型后门外板材料参数
参数 弹性
模量/
GPa屈服
强度/
MPa抗拉
强度/
MPa断面
延伸率/
(%)厚向
异性
指数加工
硬化
指数烘烤硬
化强度/
MPa指标 210 220~270 340~420 ≥32 ≥1.5 ≥0.19 ≥30  下载: 导出CSV
下载: 导出CSV
-
[1] 柴武倩,杨建,刘艳兵,等. 前门外板锐利化棱线工艺设计方法[J]. 锻压技术,2019,44(4):78-82. [2] 贾庚凤,韦旺华. 小圆角棱线车门外板工艺设计[J]. 装备制造技术,2020(1):78-82. doi: 10.3969/j.issn.1672-545X.2020.02.017 [3] 蒋磊,谢蛟龙,王龙,等. 汽车侧围外板锐棱成形工艺设计与数值模拟[J]. 应用科技,2021,48(2):80-86. [4] 吴志兵,杨建,谢国文,等. 某SUV 车型门外板棱线冲压缺陷原因分析及解决措施[J]. 模具工业,2019,45(11):31-38. [5] 邢巍,梁峰源,蔡健,等. 二次拉延消除发盖外板滑移线缺陷[J]. 锻造与冲压,2022(20):39-41. [6] 蒋磊,谢晖,李乐平,等. 铝合金翼子板锐棱成形模具磨损仿真研究[J]. 锻压技术,2023,48(8):210-218. [7] 蒋磊,贾倩茹,谢晖,等. 基于SVR模型的双锐棱铝合金翼子板成形工艺优化[J]. 制造技术与机床,2022(12):113-120,126. [8] 蒋磊,袁璐,王龙,等. 侧围外板全工序成形数值模拟与工艺优化[J]. 塑性工程学报,2021,28(10):50-60. doi: 10.3969/j.issn.1007-2012.2021.10.007 [9] 蒋磊,王龙,谢蛟龙,等. 汽车翼子板三工序冲压工艺方案及成形仿真[J]. 应用科技,2021,48(6):70-78. [10] 蒋磊,龚剑,王龙,等. 侧围外板浅拉延成形工艺数值模拟[J]. 塑性工程学报,2020,27(9):73-81. doi: 10.3969/j.issn.1007-2012.2020.09.011 -

 下载:
下载:

 点击查看大图
点击查看大图
图(14) / 表(1)
计量
- 文章访问数: 51
- HTML全文浏览量: 10
- PDF下载量: 8
- 被引次数: 0


