

Tracing, modeling, and real-time compensation of thermal error in precision horizontal lathe
-
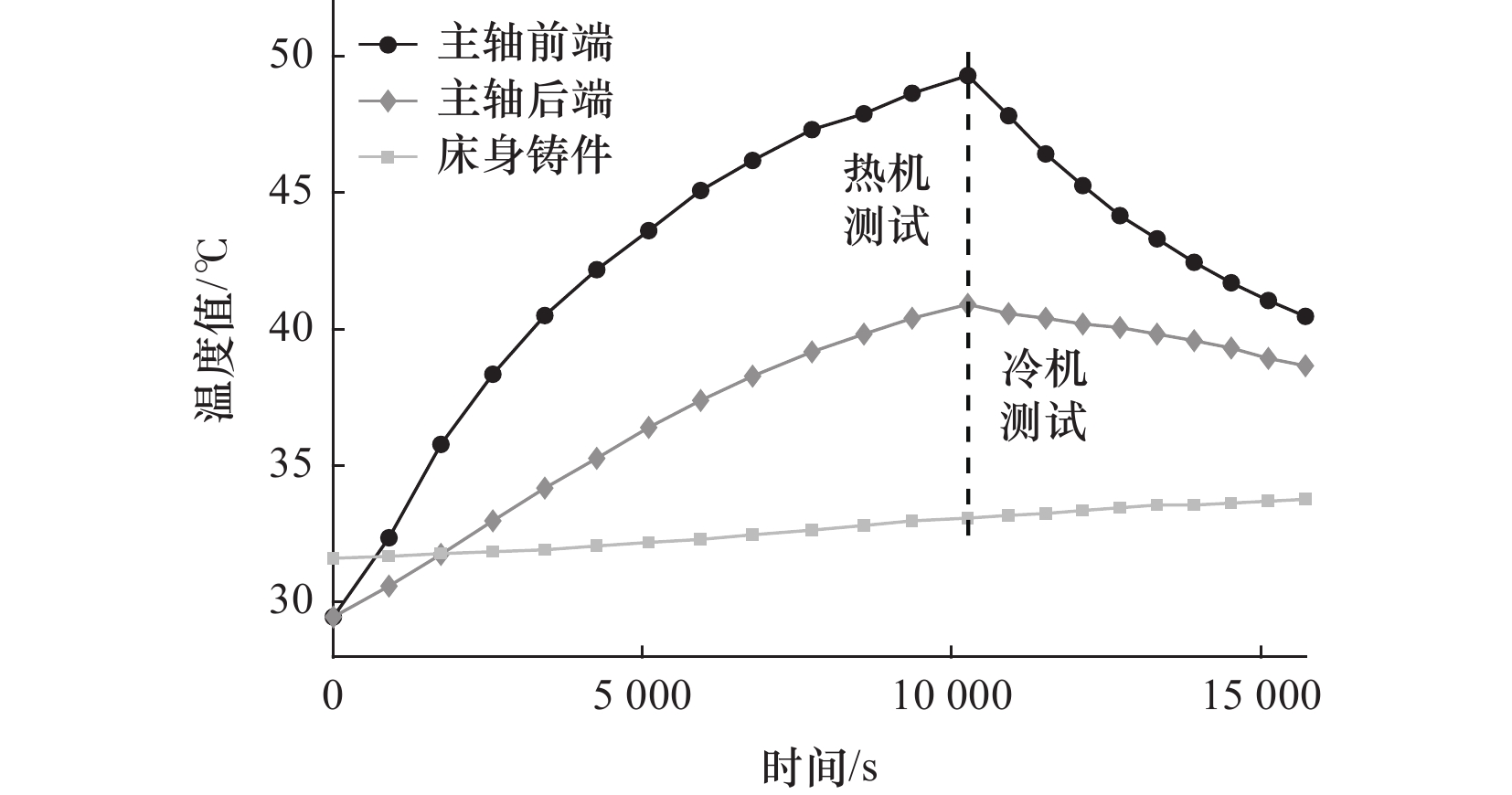
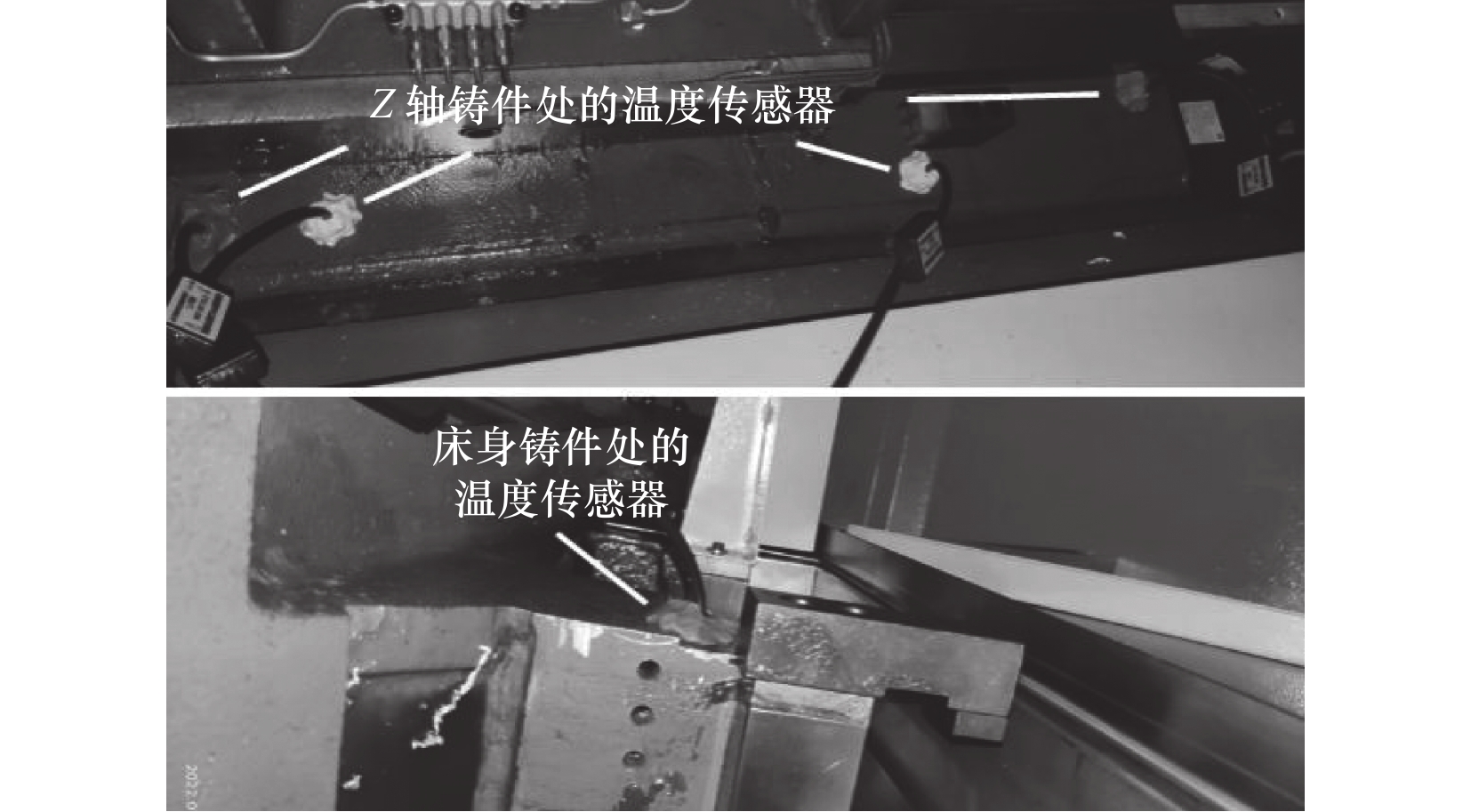
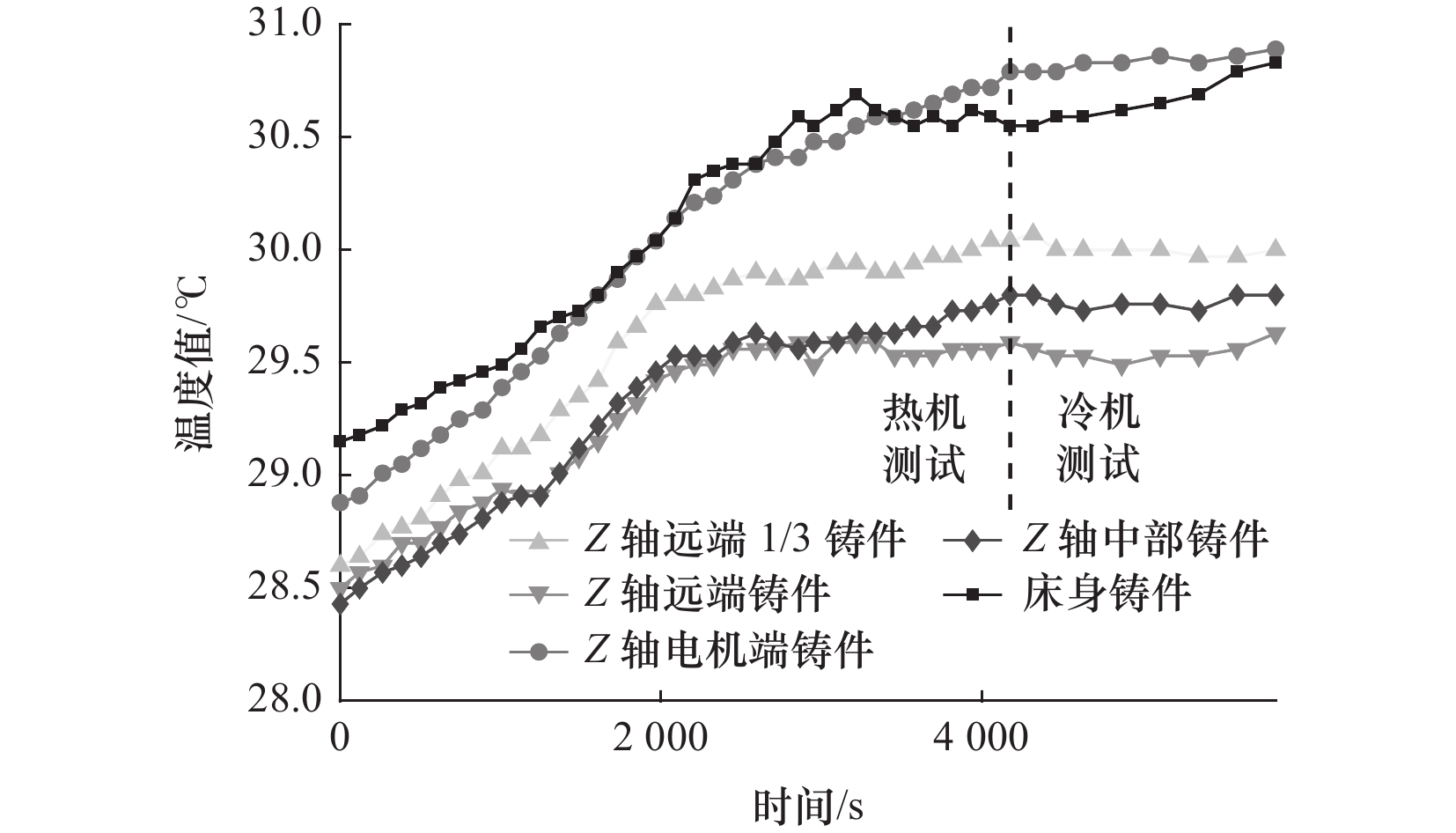
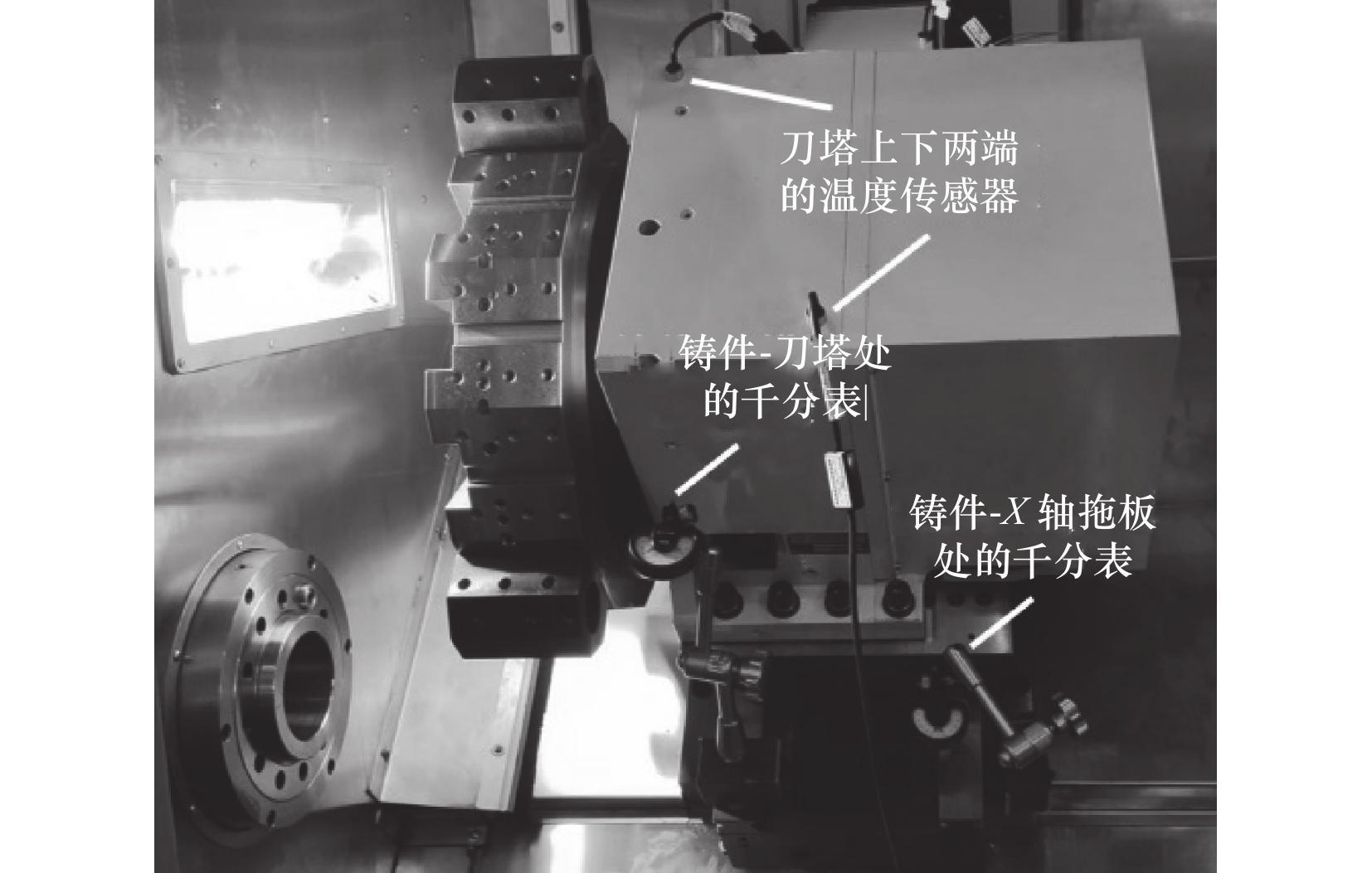
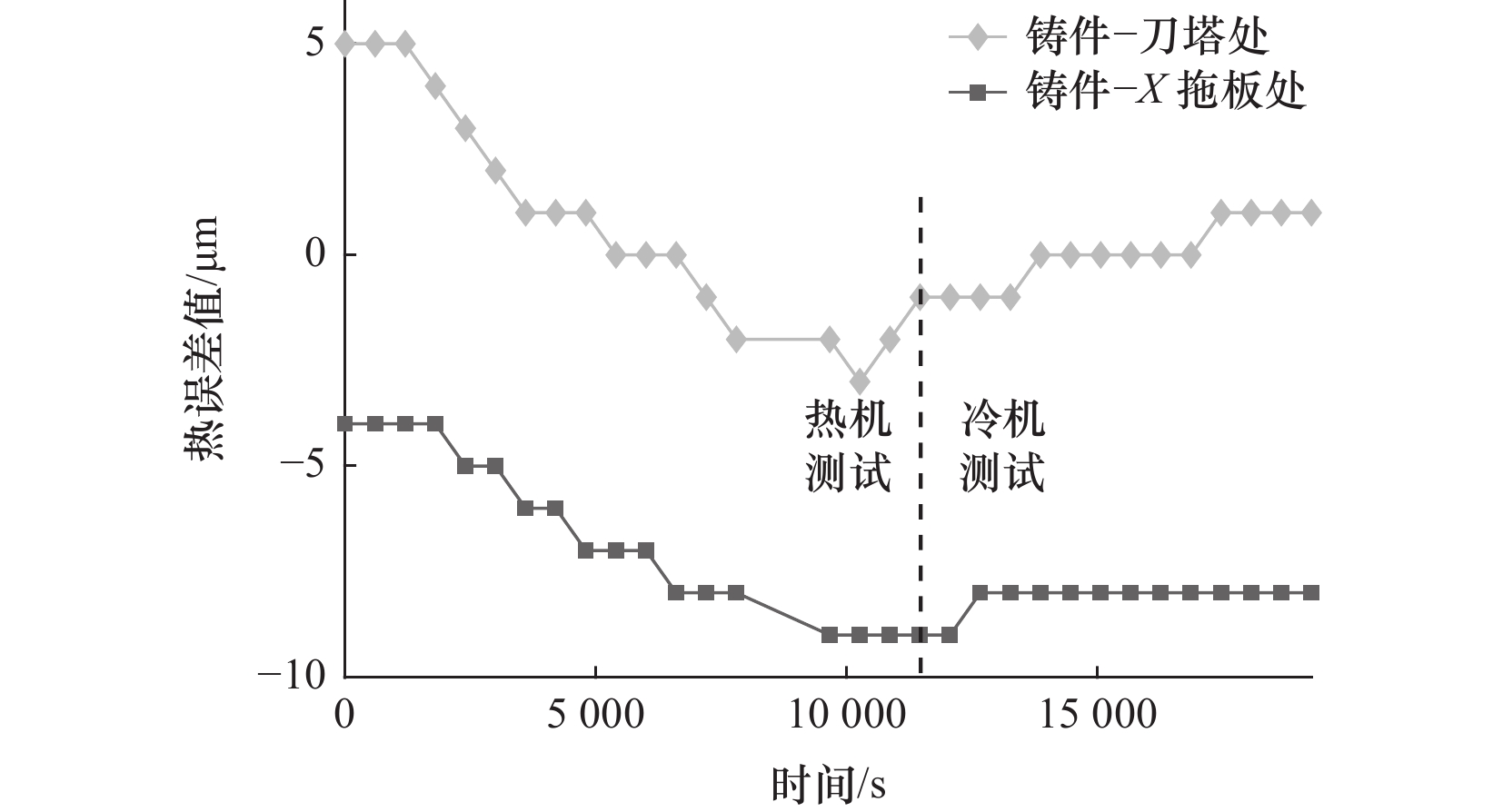
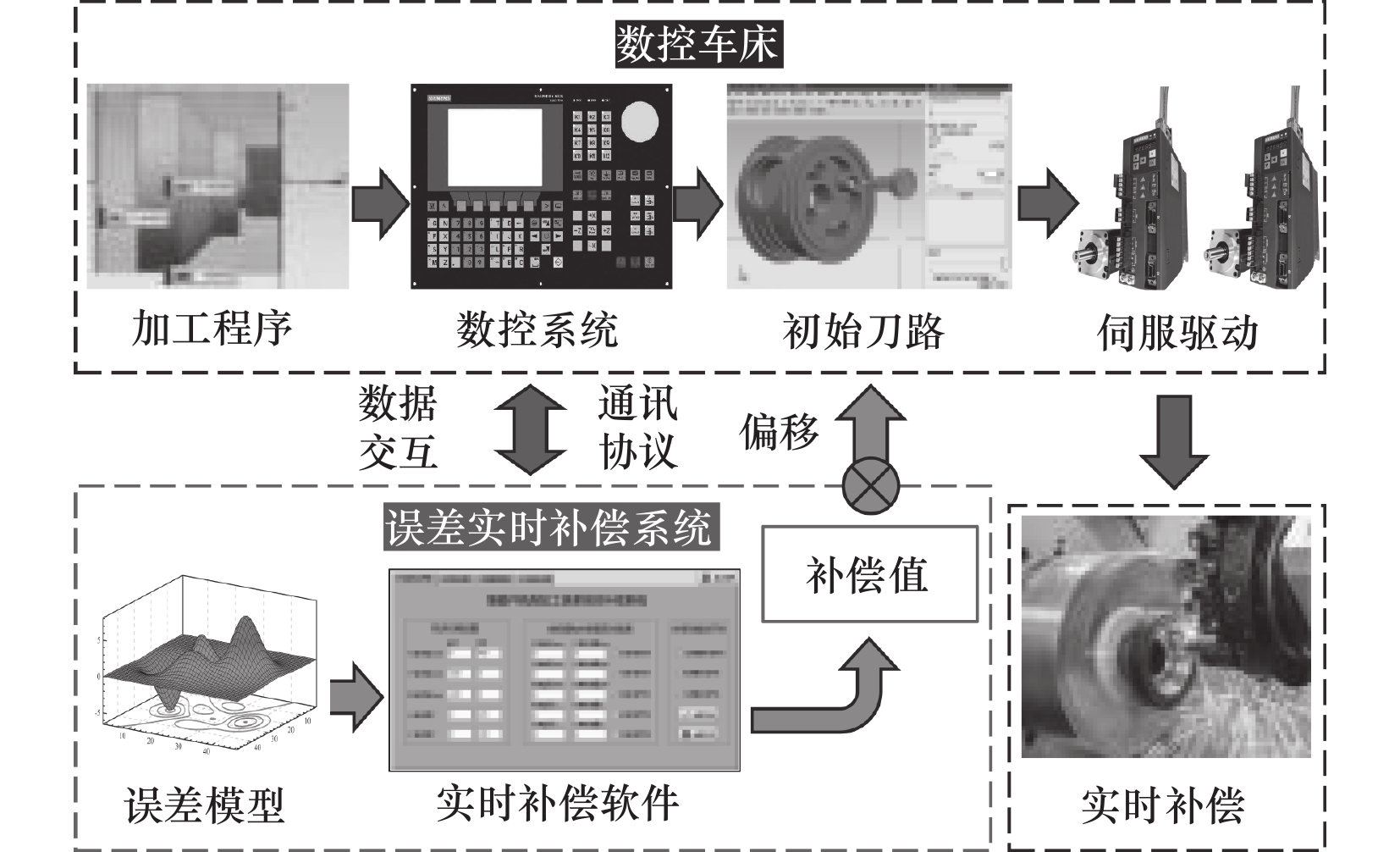
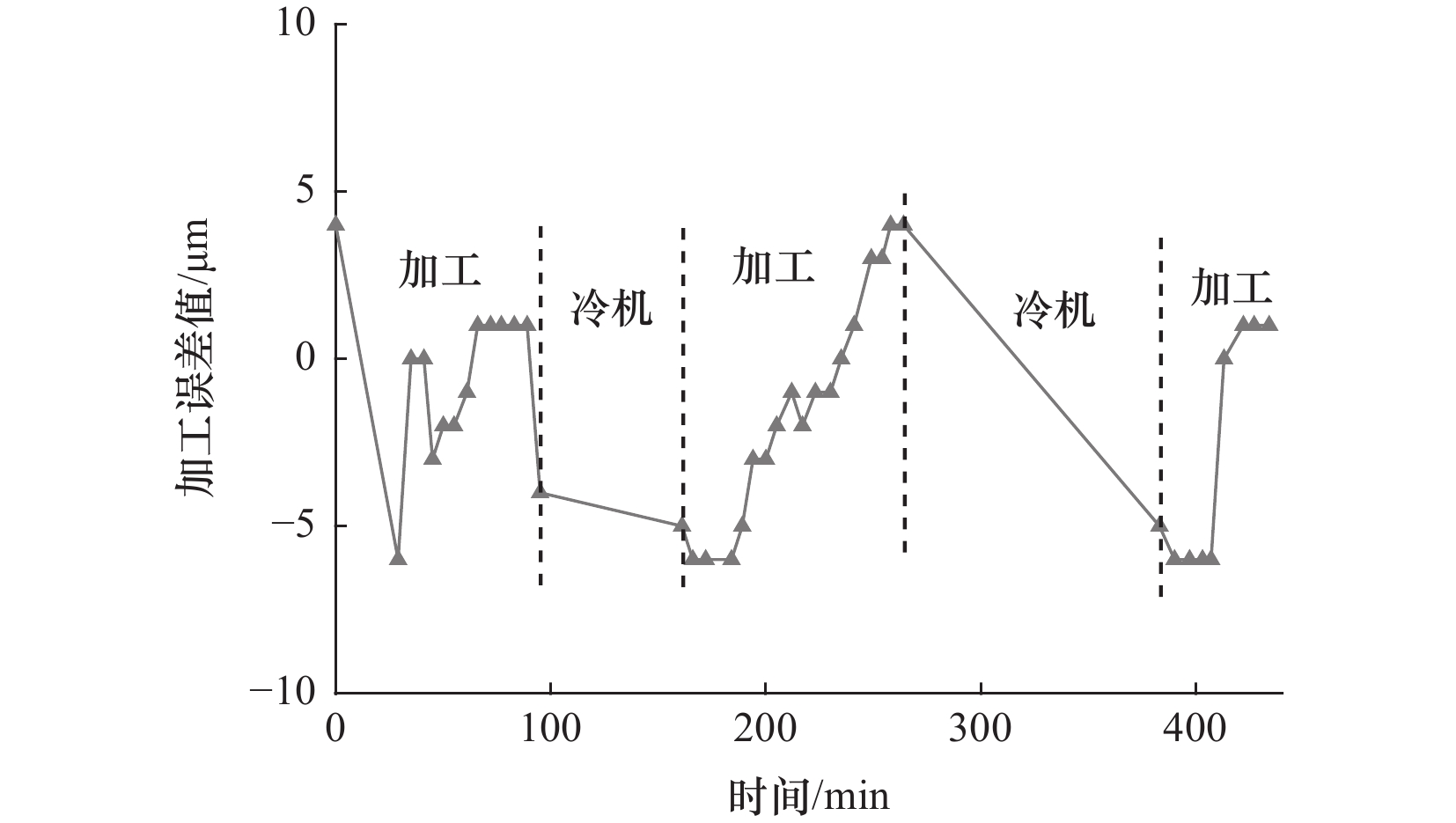
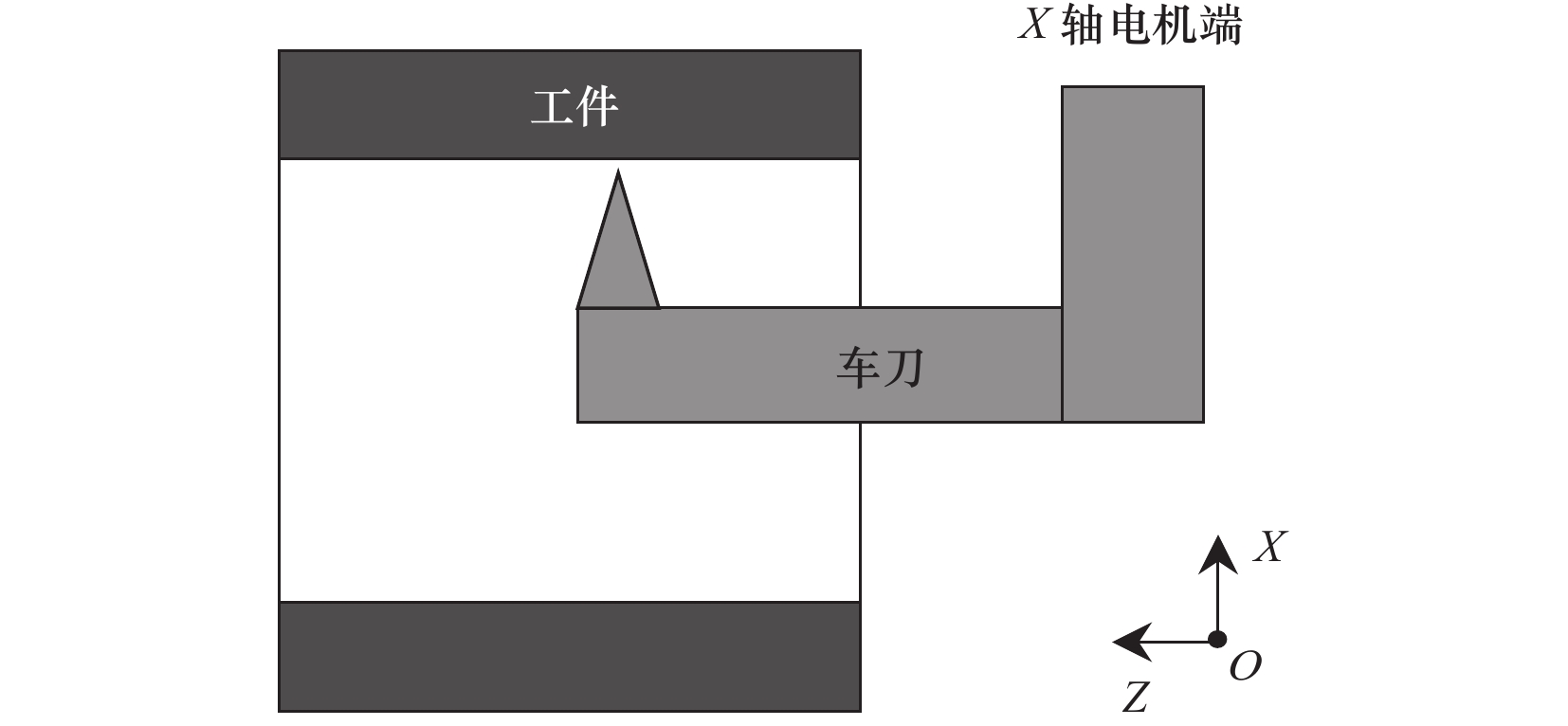
摘要: 精密卧式车床的关键部件会在内外热源的综合影响下发生热变形,进而严重影响加工精度。数据驱动的热误差建模方法为解决此问题提供了有效手段,而厘清车床的关键热误差元素及其传导机理可进一步提高车床热误差的建模效率、精度和鲁棒性。文章针对车床X轴丝杠摩擦热、主轴发热、Z轴鞍座发热以及液压刀塔和拖板发热4个关键热误差元素开展了溯源测试,并根据溯源结果建立了热误差模型并开发了热误差实时补偿系统。车削验证实验结果表明,补偿后车床的加工误差在反复的加工和冷机过程中均稳定降低了75%以上,文章所提的热误差溯源和补偿方法有效提高了车床的加工精度和稳定性。Abstract: The main components of precision horizontal lathes are subject to thermal deformation arising from the combined influence of internal and external heat sources, which may significantly affect the machining accuracy. Data-driven thermal error modeling methods provide an effective means of addressing this issue, while clarifying the key thermal error elements and their conduction mechanisms can further enhance the modeling efficiency, accuracy and robustness of the lathe thermal error. This paper focuses on the source tracing test of four key thermal error elements of the lathe: X-axis screw frictional heat, spindle heat, Z-axis saddle heat, and heat of hydraulic turret and drag plate. Based on the tracing analysis results, a thermal error model was established, and a real-time compensation system was developed. The turning validation experiment results show that the machining error of the lathe after compensation was stably reduced by over 75% during repeated machining and cooling processes, which revealed that the proposed method effectively improved the machining accuracy and stability of the lathe.
-
Key words:
- horizontal lathe /
- traceability analysis /
- error modeling /
- real-time compensation
-
[1] 杨建国. 数控机床误差综合补偿技术及应用[D]. 上海:上海交通大学,1998. [2] Li Y X,Yang J G,Gelvis T,et al. Optimization of measuring points for machine tool thermal error based on grey system theory[J]. The International Journal of Advanced Manufacturing Technology,2008,35(7-8):745-750. doi: 10.1007/s00170-006-0751-8 [3] Li H M,Zhang P,Deng M,et al. Volumetric error measurement and compensation of three-axis machine tools based on laser bidirectional sequential step diagonal measuring method[J]. Measurement Science and Technology,2020,31(5):055201. doi: 10.1088/1361-6501/ab56b1 [4] Xiang S T,Altintas Y. Modeling and compensation of volumetric errors for five-axis machine tools[J]. International Journal of Machine Tools and Manufacture,2016,101:65-78. doi: 10.1016/j.ijmachtools.2015.11.006 [5] 杜正春,范开国,杨建国. 数控机床误差实时补偿技术[M]. 北京:机械工业出版社,2020. [6] 李慧敏,邓铭,刘璞凌,等. 半闭环数控机床几何与热复合的定位误差建模与补偿[J]. 机械设计与研究,2021,37(1):123-128. [7] Xiang S T,Yao X D,Du Z C,et al. Dynamic linearization modeling approach for spindle thermal errors of machine tools[J]. Mechatronics,2018,53:215-228. doi: 10.1016/j.mechatronics.2018.06.018 [8] Liu J L,Ma C,Wang S L. Data-driven thermally-induced error compensation method of high-speed and precision five-axis machine tools[J]. Mechanical Systems and Signal Processing,2020,138:106538. doi: 10.1016/j.ymssp.2019.106538 [9] Wu H,Zhao H T,Guo Q J,et al. Thermal error optimization modeling and real-time compensation on a CNC turning center[J]. Journal of Materials Processing Technology,2008,207(1-3):172-179. doi: 10.1016/j.jmatprotec.2007.12.067 [10] Guo Q J,Xu R F,Yang T Y,et al. Application of GRAM and AFSACA-BPN to thermal error optimization modeling of CNC machine tools[J]. The International Journal of Advanced Manufacturing Technology,2016,83(5):995-1002. [11] Liu J L,Ma C,Gui H G,et al. Transfer learning-based thermal error prediction and control with deep residual LSTM network[J]. Knowledge-Based Systems,2021:107704. [12] Liu P L,Du Z C,Li H M,et al. A novel comprehensive thermal error modeling method by using the workpiece inspection data from production line for CNC machine tool[J]. International Journal of Advanced Manufacturing Technology,2020,107(9-10):3921-3930. doi: 10.1007/s00170-020-05292-z [13] Liu P L,Yao X D,Ge G Y,et al. A dynamic linearization modeling of thermally induced error based on data-driven control for CNC machine tools[J]. International Journal of Precision Engineering and Manufacturing,2021,22(2):241-258. doi: 10.1007/s12541-020-00463-0 [14] Abdulshahed A M,Longstaff A P,Fletcher S,et al. Thermal error modelling of machine tools based on ANFIS with fuzzy c-means clustering using a thermal imaging camera[J]. Applied Mathematical Modelling,2015,39(7):1837-1852. doi: 10.1016/j.apm.2014.10.016 [15] Zhu M R,Yang Y,Feng X B,et al. Robust modeling method for thermal error of CNC machine tools based on random forest algorithm[J]. Journal of Intelligent Manufacturing,2022,34(4):2013-2026. [16] Yang Y,Du Z C,Feng X B,et al. Real-time thermal modelling approach of a machine tool spindle based on bond graph method[J]. International Journal of Advanced Manufacturing Technology,2021,113(1-2):99-115. doi: 10.1007/s00170-021-06611-8 [17] Wei X Y,Feng X G,Miao E M,et al. Sub-regional thermal error compensation modeling for CNC machine tool worktables[J]. Precision Engineering,2022,73:313-325. doi: 10.1016/j.precisioneng.2021.10.007 [18] Yang Y,Xiao Y K,Du Z C,et al. Data-driven varying state-space model based on thermal network for transient temperature field prediction of motorized spindles[J]. Applied Thermal Engineering,2023,219:119456. doi: 10.1016/j.applthermaleng.2022.119456 -

 下载:
下载:








 点击查看大图
点击查看大图
图(20)
计量
- 文章访问数: 67
- HTML全文浏览量: 14
- PDF下载量: 23
- 被引次数: 0


