

Rapid identification method considering volumetric position differences of linear axis positioning error in machine tools
-
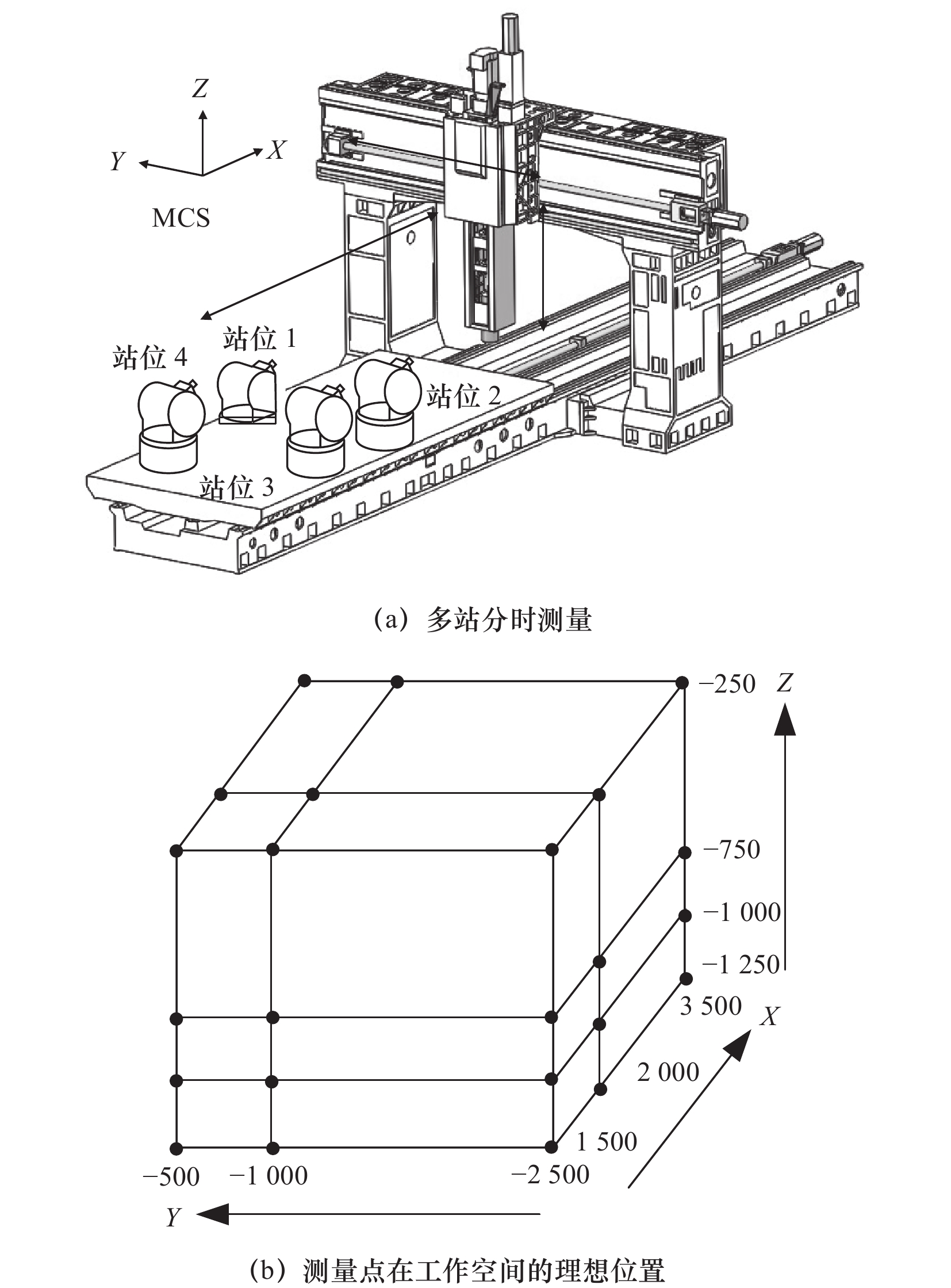
摘要: 机床直线轴在空间不同位置处的定位误差难以全面快速测量,而机床加工过程中工件安装位置各异,单一位置的定位误差测量结果难以全面客观反映机床直线轴和工作空间的真实精度;同时,空间体对角线误差测量需长时间的光路调整,亦大幅降低了测量效率。为此,本文提出考虑空间位置差异的机床直线轴定位误差及空间体对角线误差快速辨识方法。该方法基于多站分时测量原理,采用激光跟踪干涉仪测量三轴机床的空间误差,根据空间误差差异辨识不同位置处的直线轴定位误差;同时,通过测量点与初始点理论距离与真实距离偏差计算空间体对角线误差,进而全面评估机床空间精度。相较于传统测量方法,该方法可快速辨识不同空间位置处的直线轴定位误差和工作空间体对角线误差,为机床直线轴和空间精度的快速测量和综合评价提供了一种新的思路和方法。Abstract: The linear axis positioning errors at different volumetric positions are difficult to be measured comprehensively and quickly, and the workpiece may be installed at different positions during machining process, so the positioning error at single position can hardly identify the true accuracy of the linear axis and workspace comprehensively and objectively. At the same time, the measurement of volumetric body diagonal errors is an inefficient and time-consuming task to adjust the optical path. To solve the abovementioned problems, this paper proposed a rapid identification method considering volumetric position differences of linear axis positioning errors and volumetric body diagonal errors in machine tools. The laser tracking interferometer is used to measure the volumetric errors of the three-axis machine tool based on multi-station time-sharing measurement, and the linear axis positioning errors at different volumetric positions is identified by the difference in volumetric errors. The diagonal errors are calculated by the theoretical and actual distance deviation between the measurement point and the initial point, and then the volumetric accuracy of the machine tools can be evaluated comprehensively. Compared with the traditional measurement method, the proposed method can quickly identify the linear axis positioning errors and diagonal errors at different volumetric positions, which provide a new method for the rapid measurement and comprehensive evaluation of linear axis and volumetric accuracy in machine tools.
-
表 1 空间体对角线范围
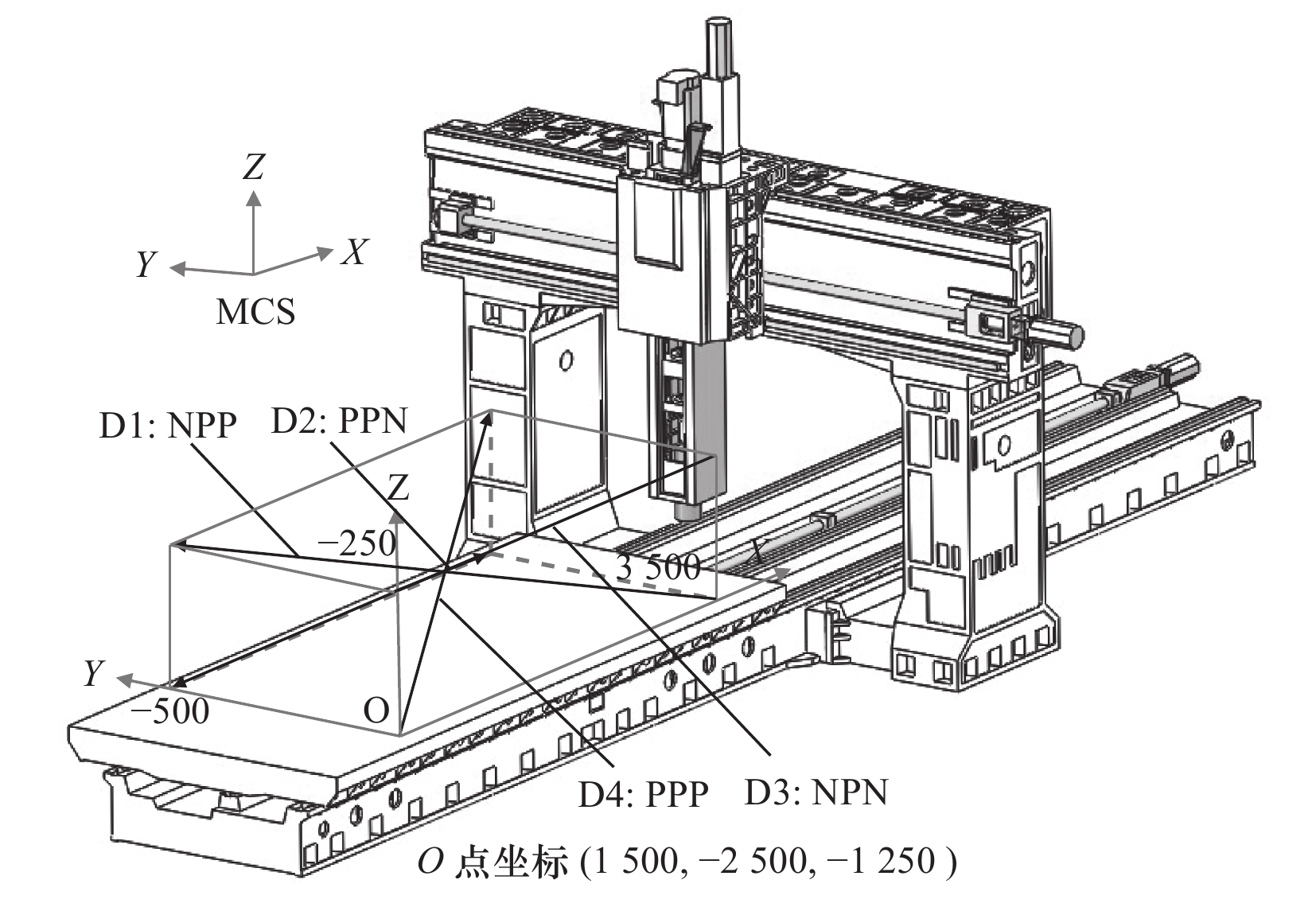
体对角线 起始坐标 结束坐标 D1: NPP (3500, −2500, −1250) (1500, −500, −250) D2: PPN (1500, −2500, −250) (3500, −500, −1250) D3: NPN (3500, −2500, −250) (1500, −500, −1250) D4: PPP (1500, −2500, −1250) (3500, −500, −250)  下载: 导出CSV
下载: 导出CSV
-
[1] Ramesh R,Mannan M,Poo A. Error composition in machine tools–a review part I:geometric,cutting-force induced and fixture-dependent errors[J]. International Journal of Machine Tools and Manufacture,2000,40(9):1235-1256. doi: 10.1016/S0890-6955(00)00009-2 [2] Ibaraki S,Hiruya M. A novel scheme to measure 2D error motions of linear axes by regulating the direction of a laser interferometer[J]. Precision Engineering,2021,67:152-159. doi: 10.1016/j.precisioneng.2020.09.011 [3] 李杰,陶文坚,徐强,等. 一种基于激光干涉仪的大型龙门机床平动轴垂直度误差检测方法[J]. 制造技术与机床,2020(10):21-26. [4] Wang Z,Wang D L,Wu Y,et al. An invariant approach replacing Abbe principle for motion accuracy test and motion error identification of linear axes[J]. International Journal of Machine Tools and Manufacture,2021,166:103746. doi: 10.1016/j.ijmachtools.2021.103746 [5] 徐凯,李国龙,李喆裕,等. 基于参数化建模的旋转轴误差快速辨识方法[J]. 仪器仪表学报,2020,41(8):21-29. [6] 徐凯,李国龙,何坤,等. 基于球杆仪的直线轴位置相关误差辨识研究[J]. 仪器仪表学报,2019,40(5):1-9. [7] 王金栋,郭俊杰,费致根,等. 基于激光跟踪仪的数控机床几何误差辨识方法[J]. 机械工程学报,2011,47(14):13-19. [8] Deng M,Li H M,Xiang S T,et al. Geometric errors identification considering rigid-body motion constraint for rotary axis of multi-axis machine tool using a tracking interferometer[J]. International Journal of Machine Tools and Manufacture,2020,158:103625. doi: 10.1016/j.ijmachtools.2020.103625 [9] Etalon. Etalon lasertracer-ng [EB/OL]. https://www.etalonproducts.com/en/products/lasertracer/,2019. [10] 全国金属切削机床标准化技术委员会. GB/T 17421.2—2016 机床检验通则 第2部分:数控轴线的定位精度和重复定位精度的确定[S]. 北京:中国标准出版社,2016. [11] 王金栋,郭俊杰,邓玉芬,等. 应用激光跟踪仪的数控机床几何精度检测[J]. 西安交通大学学报,2011,45(3):85-90. -

 下载:
下载:



 点击查看大图
点击查看大图
图(7) / 表(1)
计量
- 文章访问数: 34
- HTML全文浏览量: 9
- PDF下载量: 11
- 被引次数: 0


