

A method for machining the curved surface of the contraction section of large-diameter thin-wall stainless steel wind tunne
-
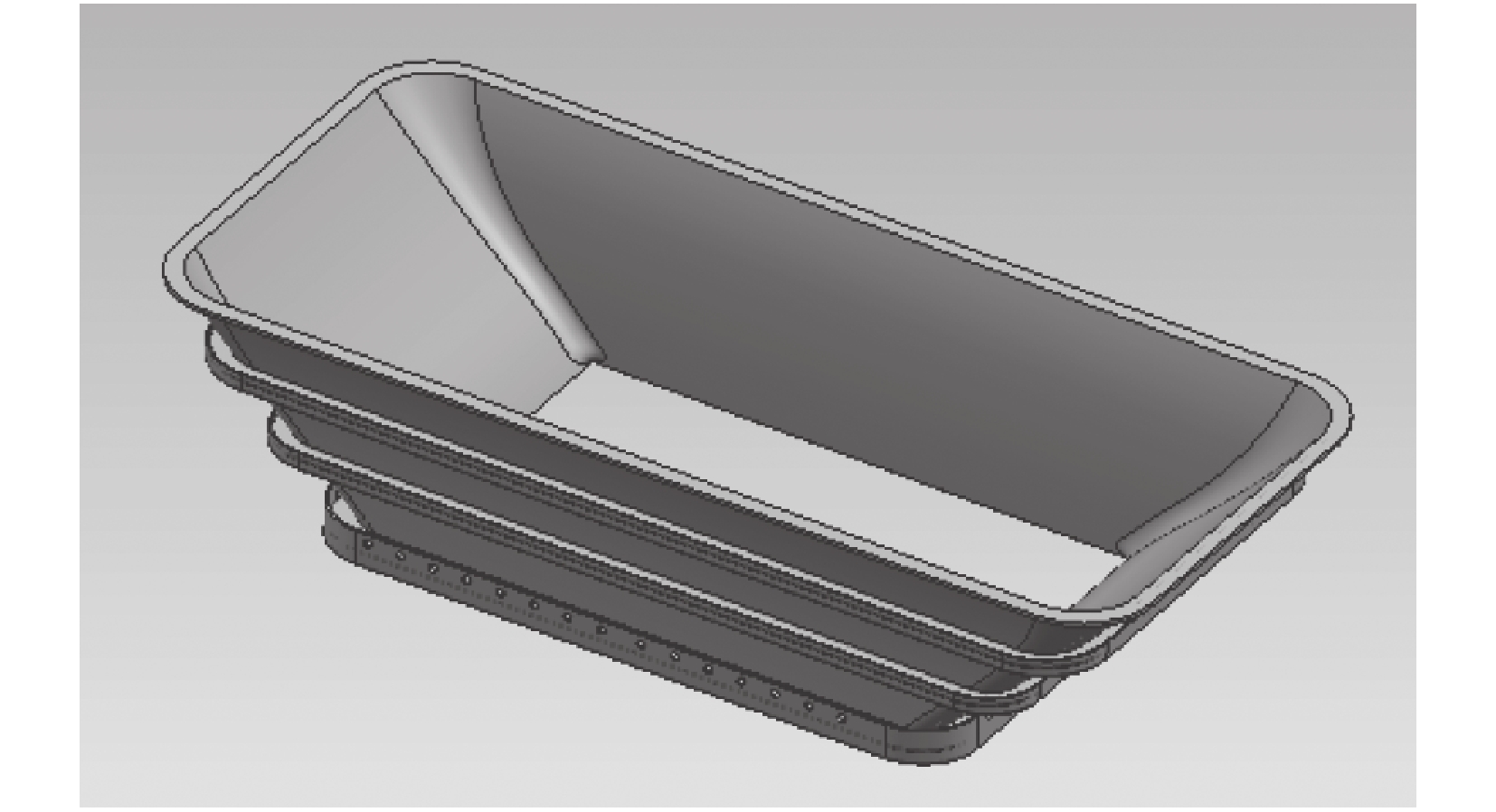
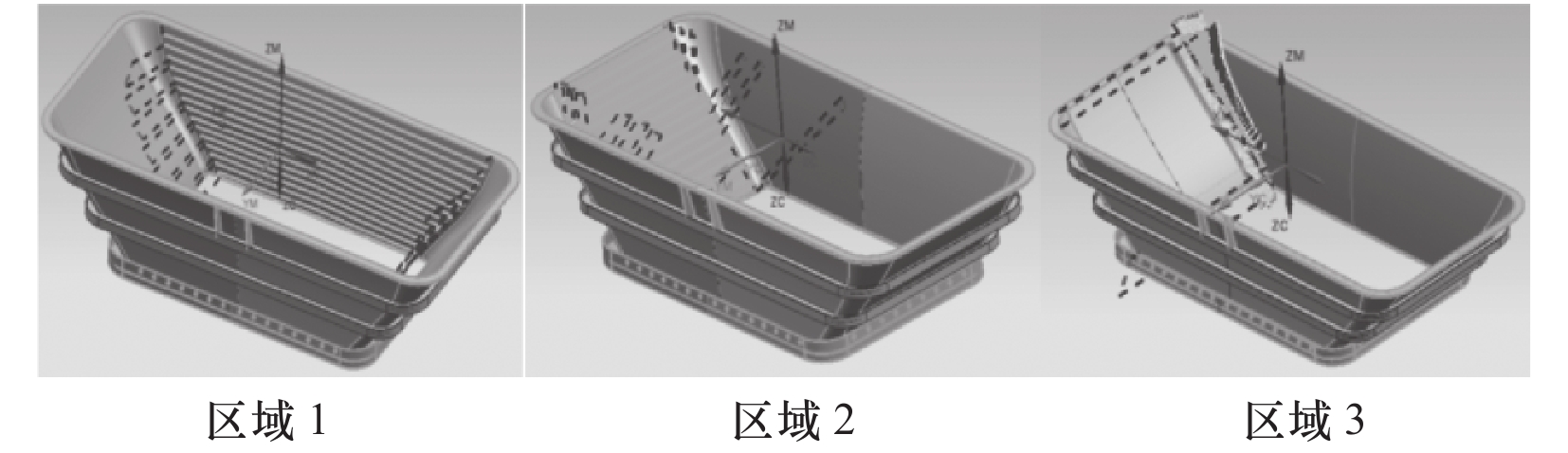
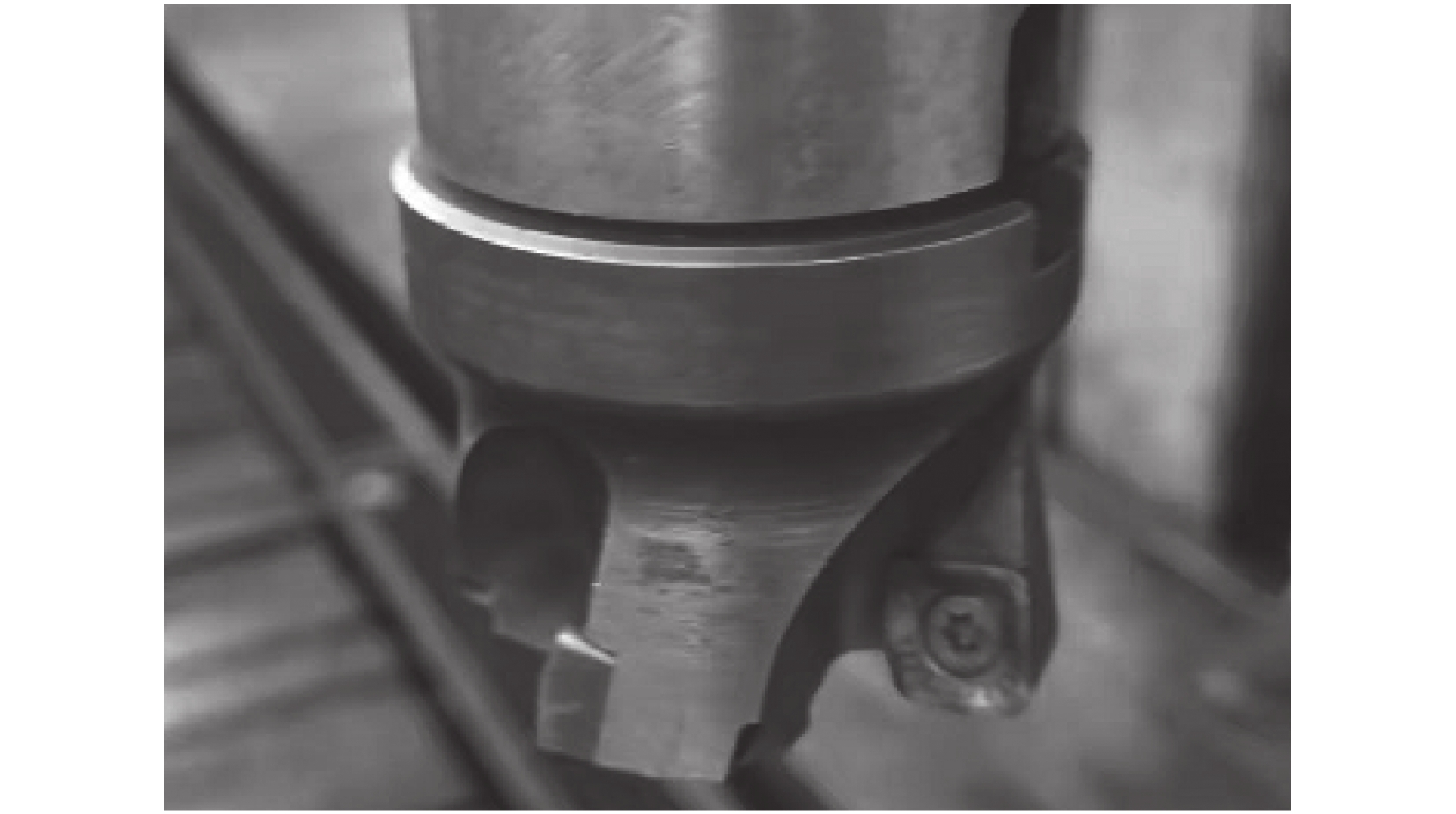
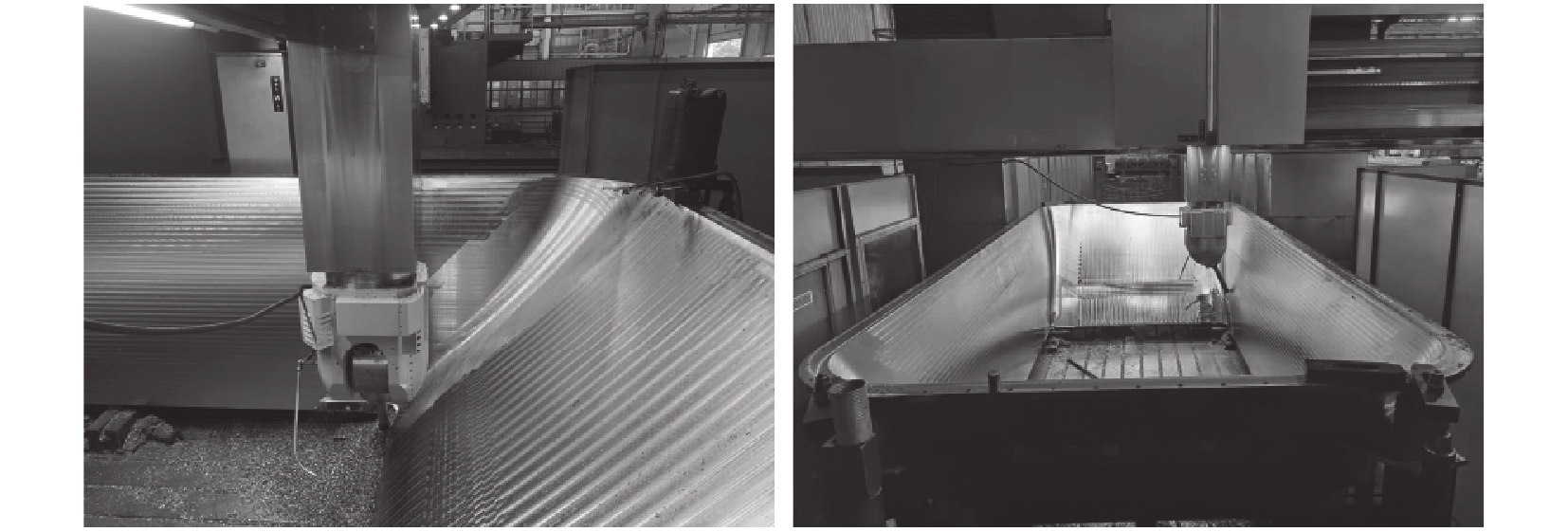
摘要: 收缩段是高速风洞的重要组成部分,收缩段曲面型面精度对高速风洞的流场品质影响较大。某特种风洞收缩段采用不锈钢材质,其流道为7 m量级入口的大口径薄壁高精度曲面,收缩段壁厚较薄,筋板稀疏,整体刚度弱,加工易变形。经过工艺研究,探索出了一种采用涂层刀片、差异化切削参数、分区域交替法向加工、在线监控和样板测量相互验证形变的工艺方法,不仅保证了型面精度要求,而且大幅提升了工效,成功解决了大口径不锈钢薄壁收缩段高精度曲面加工的难题。Abstract: The contraction section is an important part of the high-speed wind tunnel. The surface accuracy of the contraction section has a great impact on the flow field quality of the high-speed wind tunnel. The contraction section of a special wind tunnel is made of stainless steel. Its flow channel is a large-diameter, thin-walled and high-precision curved surface at the inlet of 7 m. The wall thickness of the contraction section is thin, the ribs are sparse, the overall stiffness is weak, and the processing is easy to deform. Through process research, a process method of mutually verifying deformation by using coated blade, differentiated cutting parameters, zonal alternating normal machining, on-line monitoring and sample measurement is explored, which not only ensures the requirements of profile accuracy, but also greatly improves the work efficiency, and successfully solves the problem of high-precision surface machining of thin-walled shrinkage section of large-diameter stainless steel.
-
Key words:
- wind tunnel /
- contraction section /
- stainless steel /
- processing technology
-
表 1 加工余量检测数据
坐标位置 Z80 Z200 Z400 Z600 余量范围/mm 3~10 5~11 3.9~15.7 4.3~16.9 坐标位置 Z800 Z1000 Z1200 Z1400 余量范围/mm 4.1~17 2~16 2~9.9 1~8.5  下载: 导出CSV
下载: 导出CSV
-
[1] 王帅, 刘小康, 陆龙生. 直流式低速风洞收缩段收缩曲线的仿真分析[J]. 机床与液压, 2012, 40(11): 100-105. doi: 10.3969/j.issn.1001-3881.2012.11.031 [2] 朱宇政, 杨志刚, 李启良. 风洞二次收缩段数值模拟[J]. 佳木斯大学学报, 2013, 31(1): 12-15. [3] 崔健. 浅谈薄壁零件的加工[J]. 科技创新与应用, 2016, 8(8): 98-100. [4] 王广华, 毛建领. 不锈钢薄壁件的型面加工[J]. 航天制造技术, 2007, 4(2): 54-56. -

 下载:
下载:




 点击查看大图
点击查看大图

图(9) / 表(4)
计量
- 文章访问数: 43
- HTML全文浏览量: 20
- PDF下载量: 38
- 被引次数: 0


