

Multi station cold heading process of A286 superalloy twelve point flange bolt
-
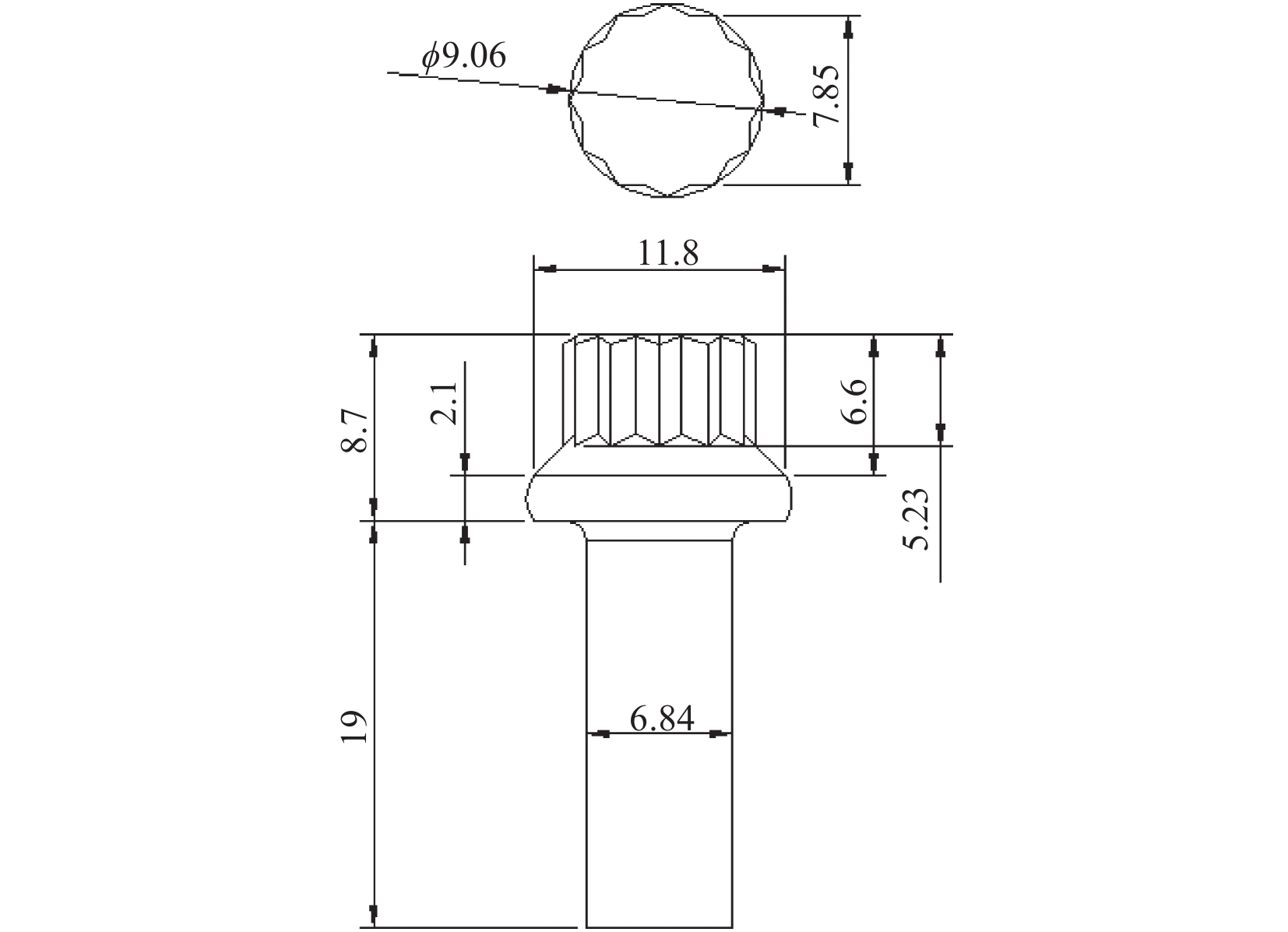
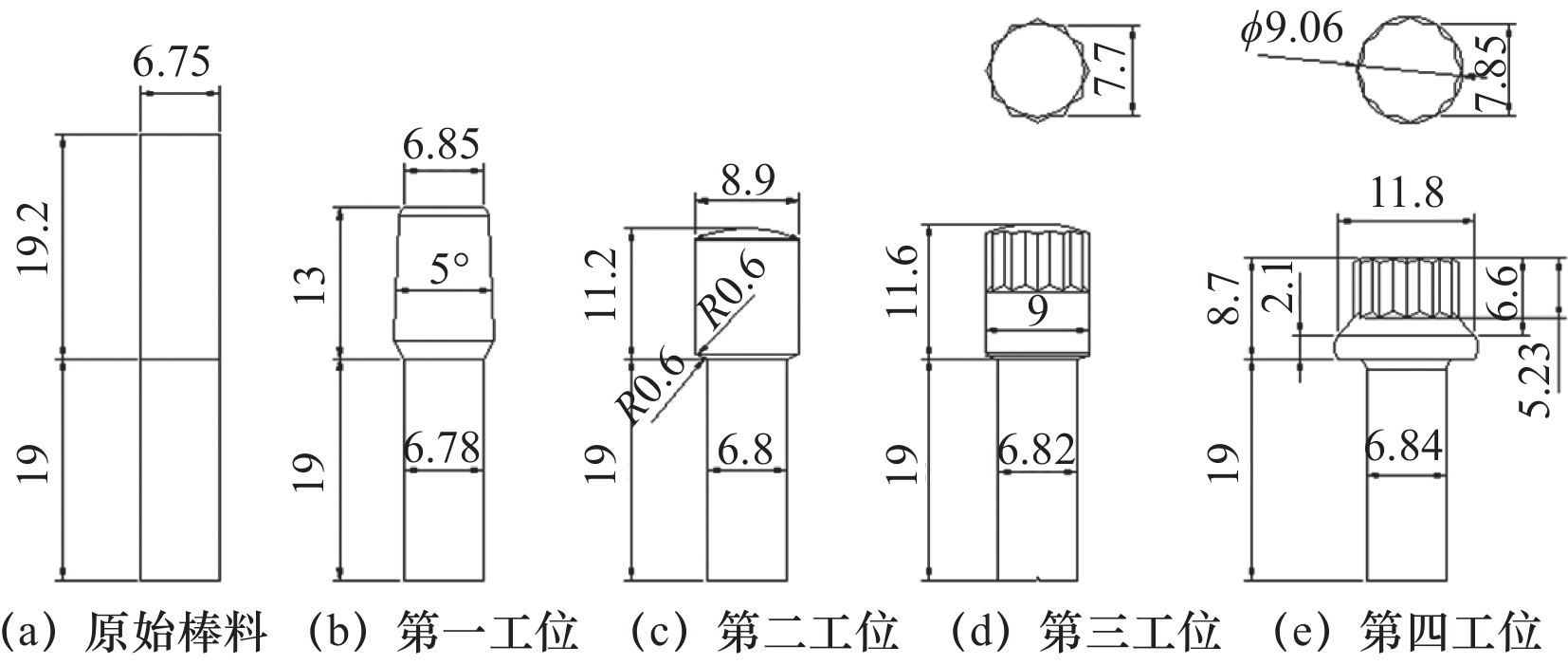
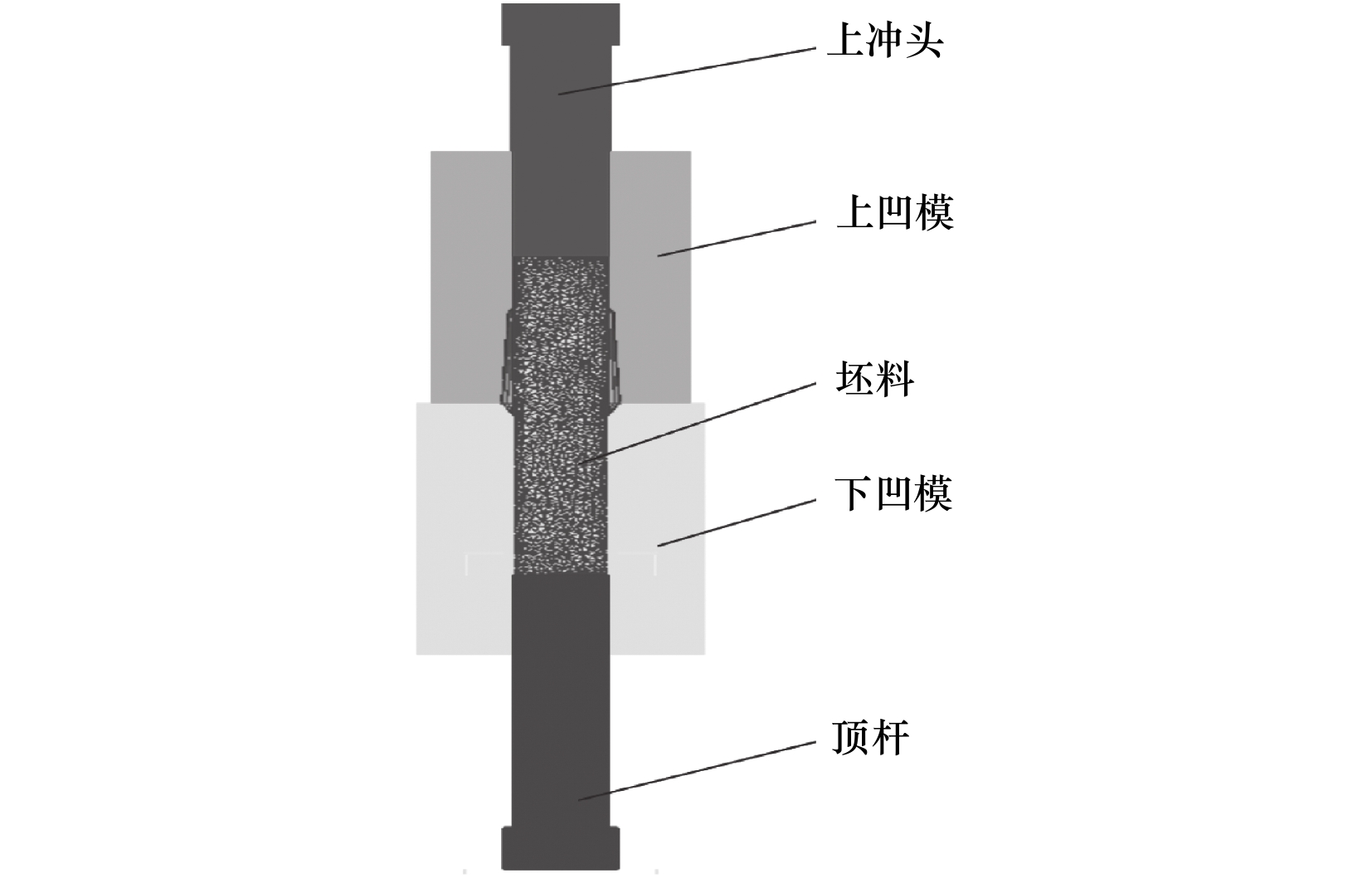
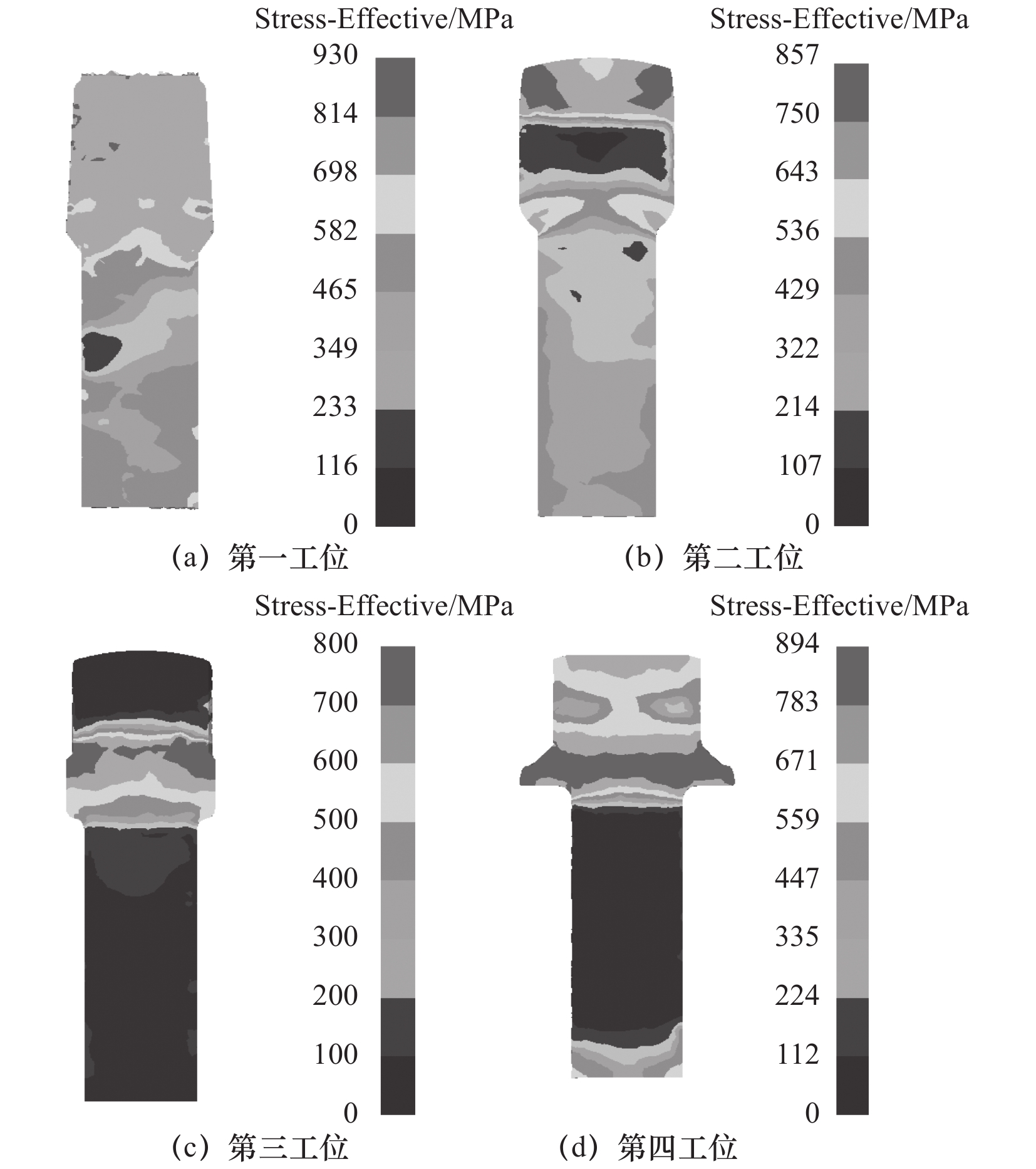
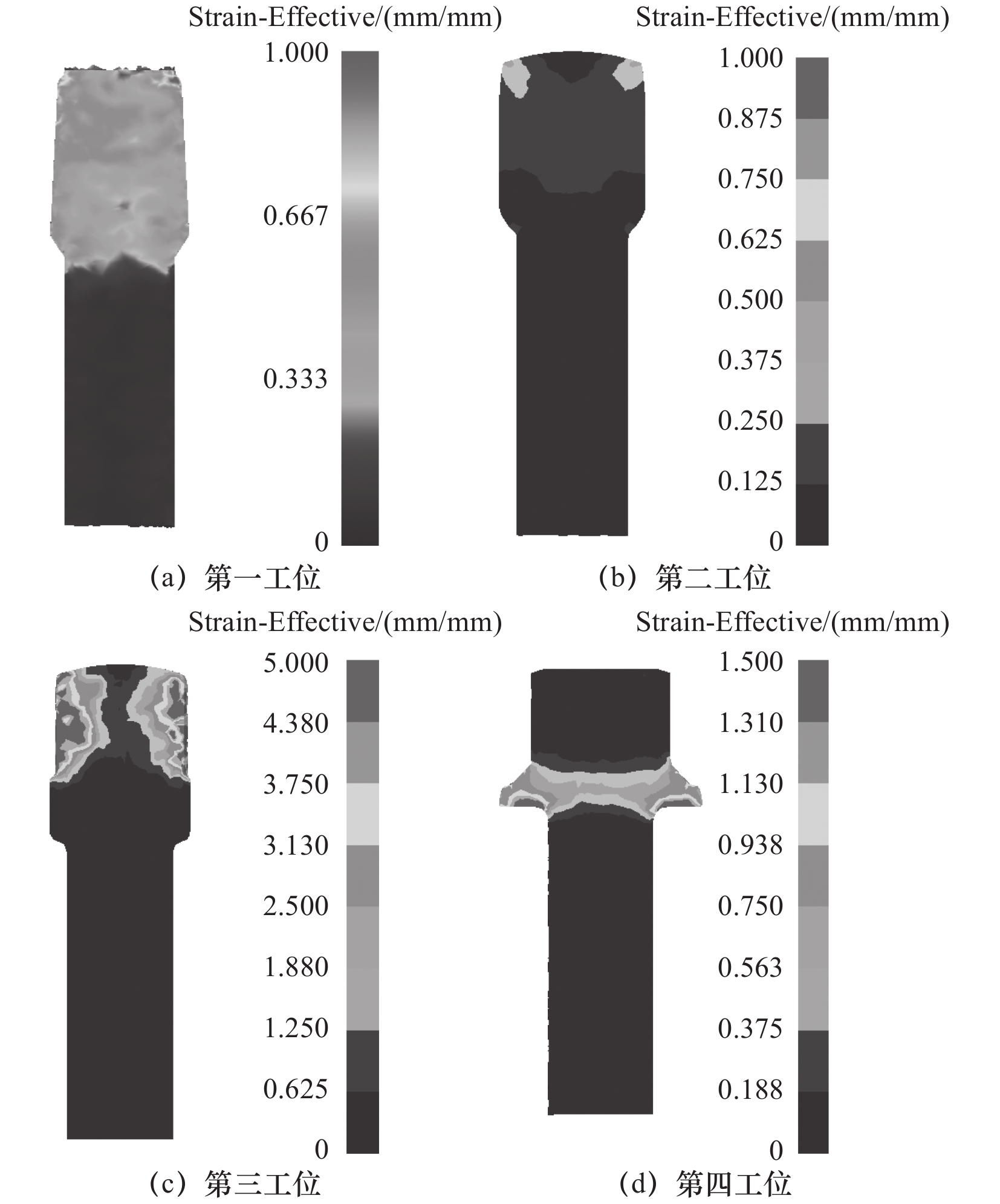
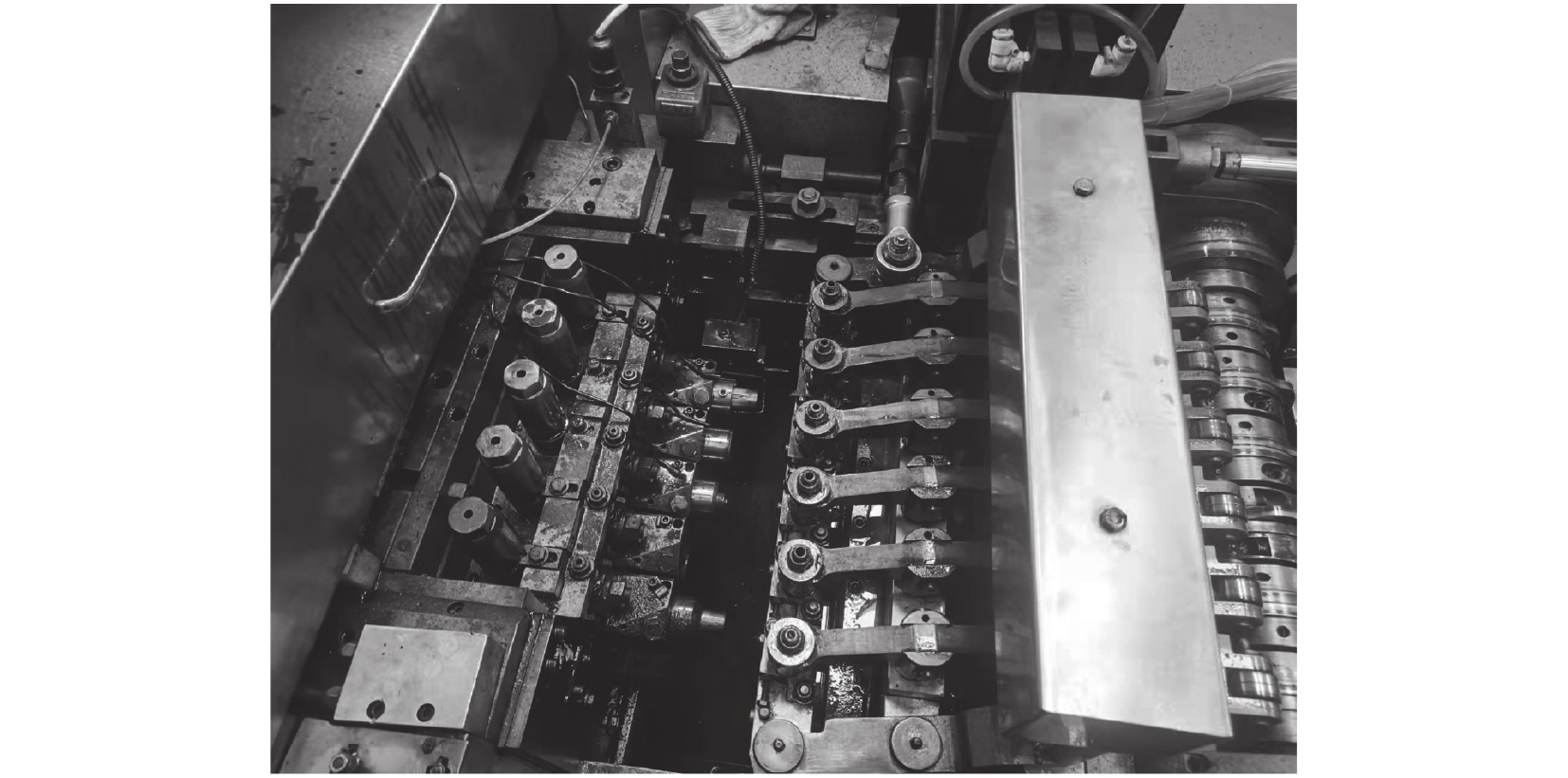
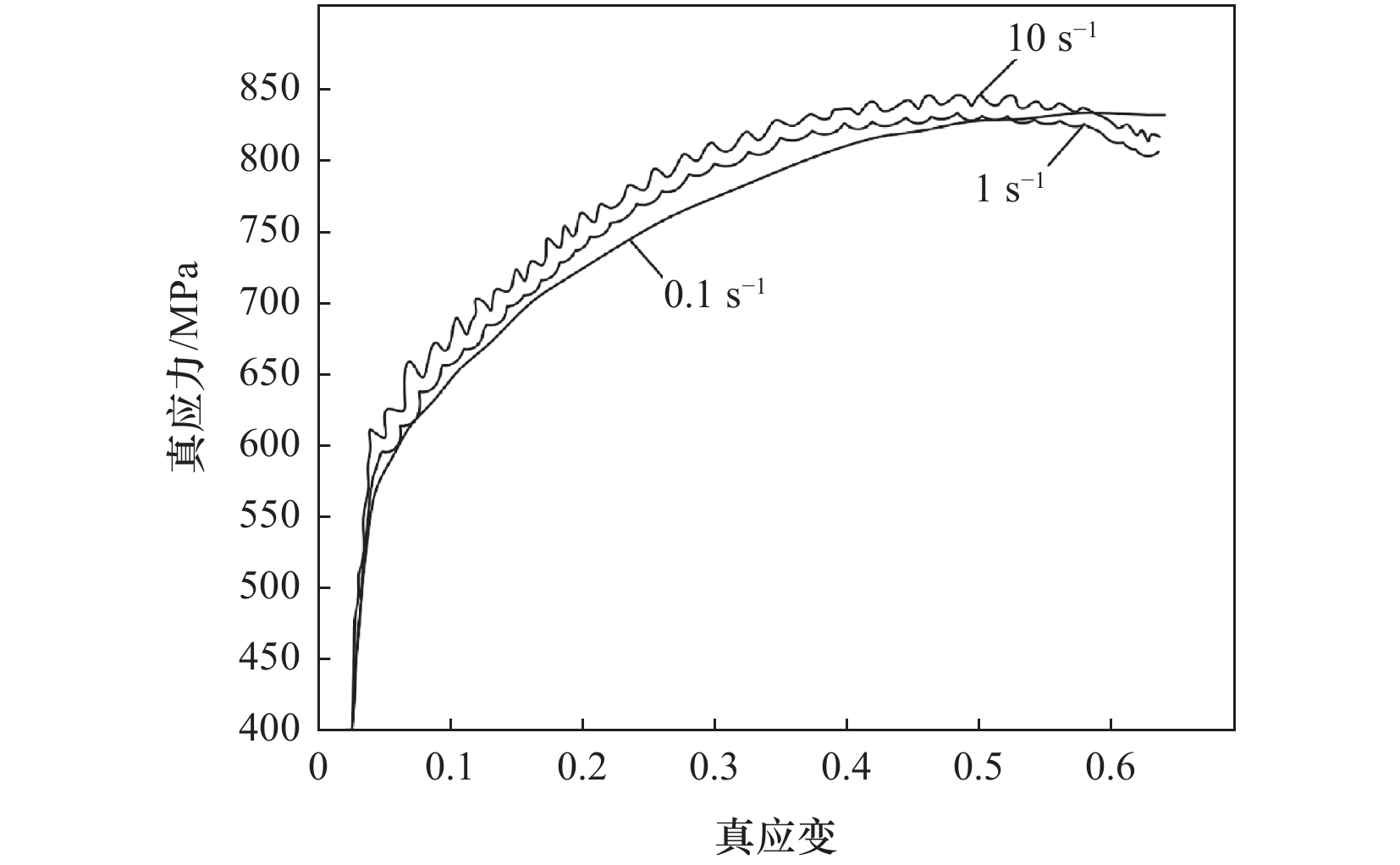
摘要: A286高温合金十二角法兰面螺栓通常采用热镦成形,但其生产工序繁冗、加工效率低和制造成本高。针对某航天用A286高温合金十二角法兰面螺栓,根据其结构特点,提出一种多工位冷镦成形工艺,利用室温压缩实验,得到A286高温合金的真实应力-应变曲线,并导入到数值模拟软件Deform-3D中,对A286高温合金十二角法兰面螺栓的多工位冷镦成形工艺过程进行了数值模拟,综合分析了各工位的载荷-时间曲线、等效应力场分布、等效应变场分布和损伤值分布,确定了成形工艺参数。最后根据数值模拟结果和成形工艺过程设计相应模具结构,并在多工位冷镦机上进行了工艺试验。试验结果表明,通过合理设计冷镦工艺次数,可以在模具许用应力范围内实现A286高温合金十二角法兰面螺栓的冷镦成形,工艺试验得到的A286高温合金十二角法兰面螺栓锻件充填饱满,和模拟结果一致性较好,对该类零件及其他相似零件的多工位冷镦成形具有一定的指导意义。Abstract: A286 superalloy 12 point flange bolt is usually formed by hot upsetting, but its production process is cumbersome, processing efficiency is low and manufacturing cost is high. In this paper, according to the structural characteristics of an aerospace A286 superalloy twelve corner flange bolt, a multi station cold heading process is proposed. The real stress-strain curve of A286 superalloy is obtained by room temperature compression experiment and imported into the numerical simulation software DEFORM-3D. The multi station cold upsetting process of A286 superalloy twelve corner flange bolt is numerically simulated. The load time curve, equal effect force field distribution, equal effect variable field distribution and damage value distribution of each station are comprehensively analyzed, and the forming process parameters are determined. Finally, according to the numerical simulation results and the forming process, the corresponding die structure is designed, and the process test is carried out on the multi station cold heading machine. The test results show that the cold upsetting forming of A286 superalloy twelve corner flange bolt can be realized within the allowable stress range of the die by reasonably designing the number of cold upsetting processes. The A286 superalloy twelve corner flange bolt forgings obtained from the process test are fully filled and in good agreement with the simulation results. It has certain guiding significance for the multi station cold heading of this kind of parts and other similar parts.
-
Key words:
- A286 /
- twelve point flange bolt /
- multi station /
- cold heading forming /
- numerical simulation /
- process test
-
表 1 A286高温合金化学成分
(%) 元素 C B V Al Mn 含量 ≤0.08 ≤0.06 ≤0.30 ≤0.30 ≤1.10 元素 Cr Ni Mo Ti Fe 含量 13.5~16.0 24.0~27.0 1.0~1.5 1.9~2.35 余量  下载: 导出CSV
下载: 导出CSV
-
[1] 李英亮. 紧固件概论[M]. 北京: 机械工业出版社, 2014. [2] 代礼斌, 万红, 王东哲, 等. 热处理工艺对A286合金组织和性能的影响[J]. 热加工工艺, 2018, 47(22): 236-241. [3] 潘鹏, 李屹, 李家春, 等. 高速列车用A286高温合金六角头螺栓头部热镦成形参数优化[J]. 锻压技术, 2020, 45(3): 62-69. [4] 袁森, 冯治国, 聂龙. A286高温合金抽芯铆钉钉套局部退火工艺研究[J]. 热加工工艺, 2018, 47(12): 161-165. [5] 邹国益, 孙明照, 洪兆宇. A286超合金太空扣件多道次锻造成形有限元素模拟与实验验证[J]. 锻造, 2019, 28(2): 13-21. [6] 肖志玲, 刘百宣, 刘华, 等. 螺旋道钉多工位冷墩成形工艺优化及数值模拟[J]. 锻压技术, 2014, 39(2): 79-83. [7] 肖志玲, 刘百宣, 刘华, 等. 销钉多工位冷镦成形过程数值模拟及组织演变[J]. 热加工工艺, 2014, 43(17): 119-124. [8] 杨长顺. 冷挤压工艺实践[M]. 北京: 国防工业出版社, 1986. [9] 林新波. DEFORM-2D 和DEFORM-3D CAE 软件在模拟金属塑性变形过程中的应用[J]. 模具技术, 2000(3): 75-80. doi: 10.3969/j.issn.1001-4934.2000.03.019 [10] 傅蔡安, 华新锋, 王贤. 基于Deform的轴承钢球冷镦工艺的优化设计[J]. 锻压技术, 2010, 35(1): 154-158. doi: 10.3969/j.issn.1000-3940.2010.01.041 [11] 林新波, 柳百成, 张质量, 等. 基于数值模拟的工艺评估与优化[J]. 塑性工程学报, 2005, 12(1): 58-63. doi: 10.3969/j.issn.1007-2012.2005.01.014 [12] 上海市机械配件工业公司. 多工位冷镦工艺[M]. 北京: 机械工业出版社, 1975. [13] 赵庆云, 于雷, 刘风雷, 等. 钛合金六角头螺栓头部成形过程的有限元分析[J]. 航空制造技术, 2010(10): 64-68. doi: 10.3969/j.issn.1671-833X.2010.10.010 [14] 陈阳, 董泽宇, 张秀英, 等. 薄壁锁紧螺母冷镦过程模具磨损分析及参数优化[J]. 铸造技术, 2018, 39(1): 128-131. -

 下载:
下载:







 点击查看大图
点击查看大图
图(13) / 表(1)
计量
- 文章访问数: 58
- HTML全文浏览量: 22
- PDF下载量: 27
- 被引次数: 0


