

Digital twin-driven CNC machine tool virtual commissioning technology study
-
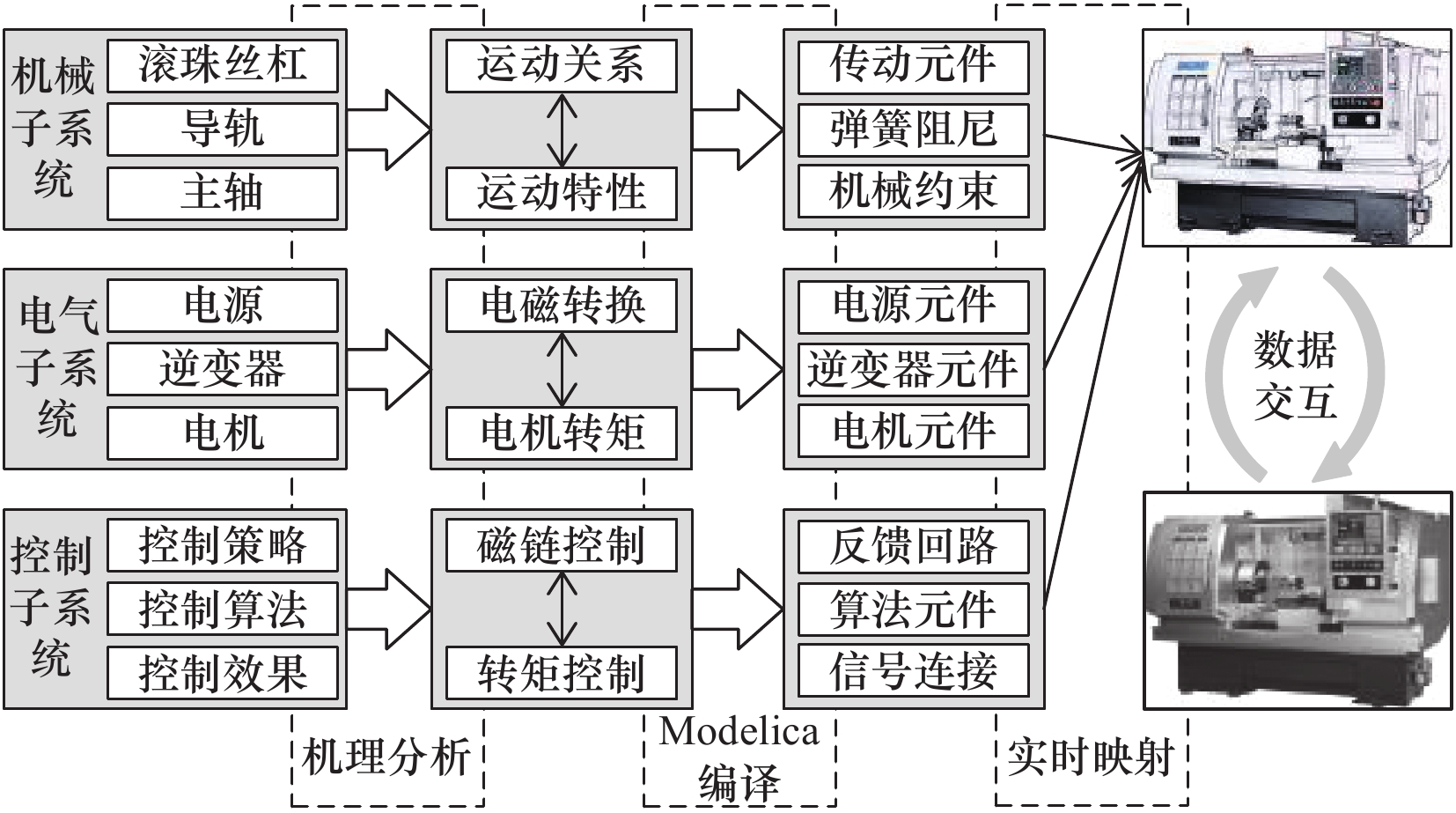
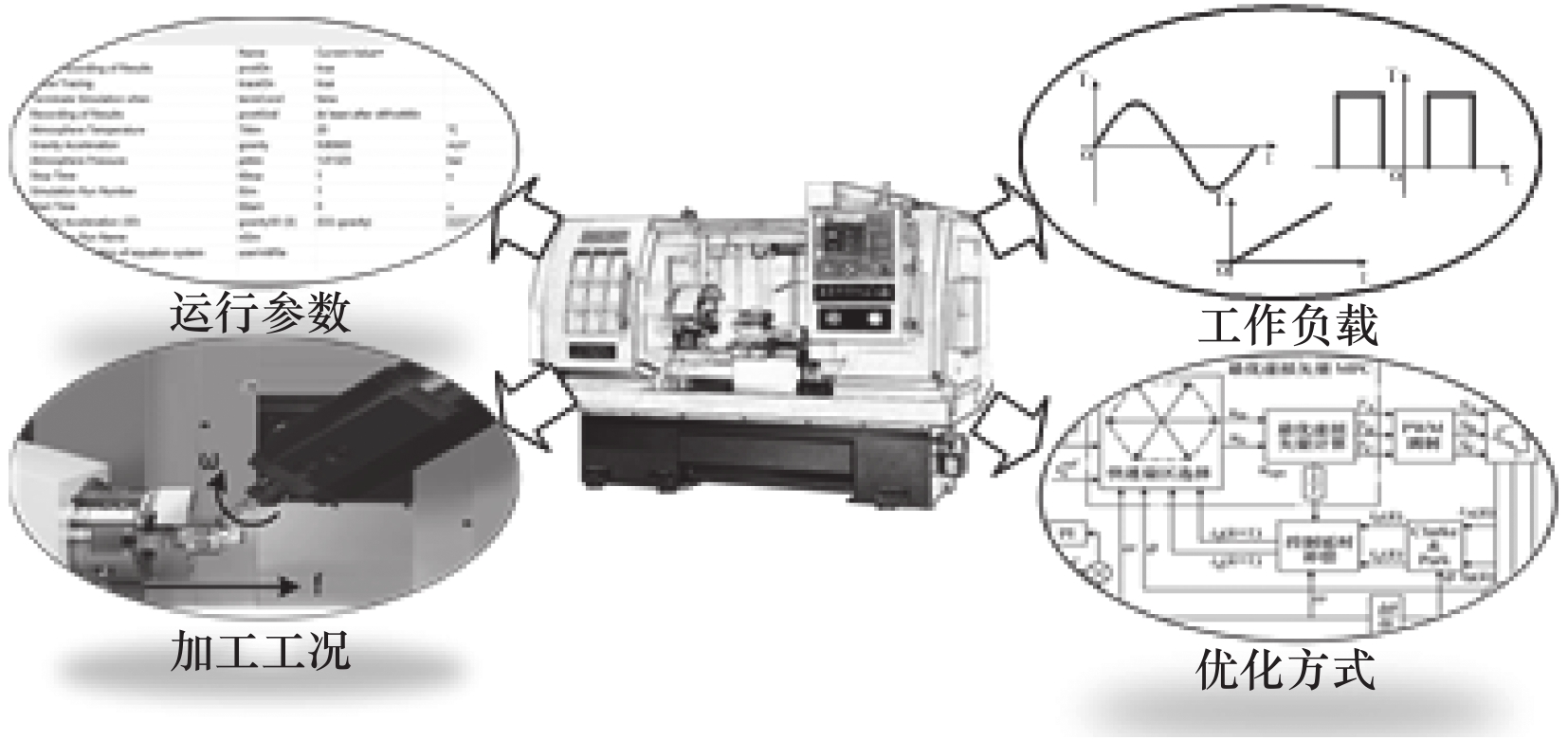
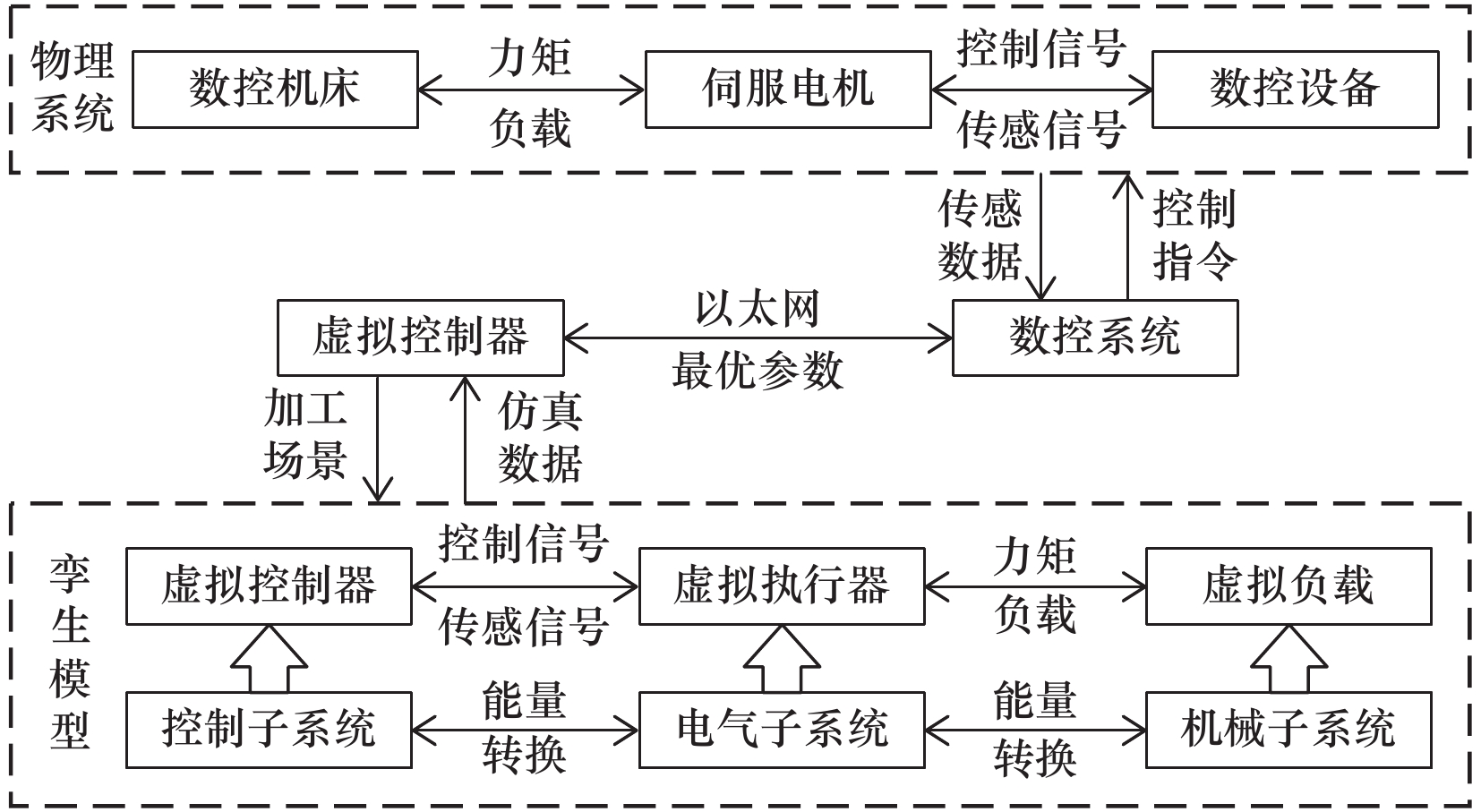
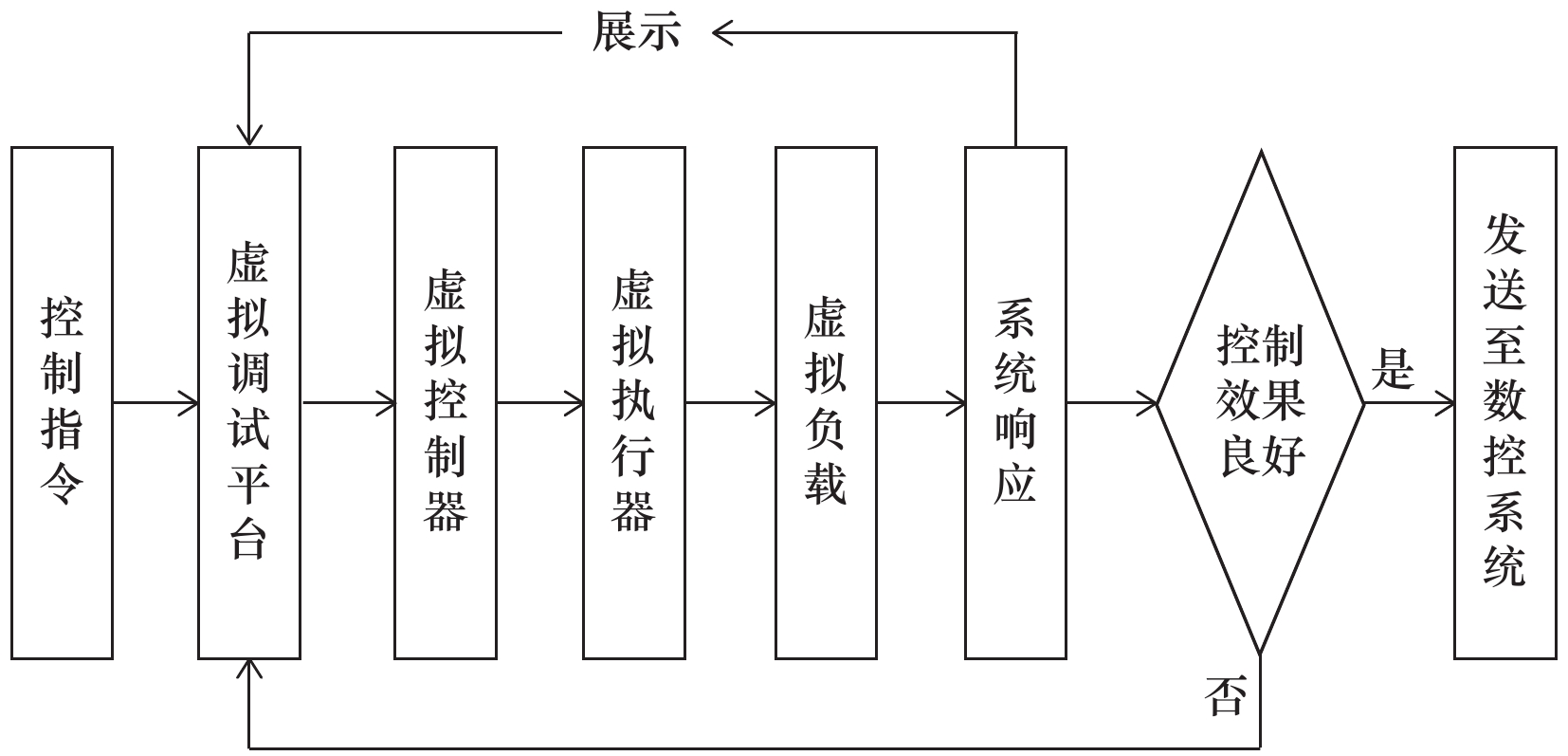
摘要: 数控机床调试阶段的调试质量直接影响其加工精度,然而数控机床在服役阶段的加工场景丰富多变,同时作为复杂机电系统代表性设备包含庞杂耦合关系,一般调试方式在此情况下的调试结果的有效性十分有限。因此,文章提出在虚拟环境中模拟机床运行时复杂的加工场景并进行虚拟调试的方式,以得到最佳运行参数。首先通过分析机电系统复杂耦合关系,采用多领域统一建模语言结合虚实映射策略构建了数控机床数字孪生模型;其次基于孪生模型对复杂加工场景进行模拟,并提出数控机床虚拟调试方式;最后以数控机床主轴系统为例,验证了所提方法的有效性和现场应用的可行性。试验结果表明响应时间缩短12%、稳态误差降低54%。Abstract: The commissioning quality of CNC machine tools in the commissioning stage directly affects their machining accuracy. However, CNC machine tools in the service stage are rich and varied in processing scenarios, and as the representative equipment of complex electromechanical systems, they contain massive and complex coupling relationships. Therefore, the effectiveness of general commissioning methods in this case is very limited. Therefore, this paper proposes a way to simulate the complex machining scene of machine tool running in virtual environment and carry out virtual commissioning to get the best running parameters. Firstly, by analyzing the complex coupling relationship of electromechanical system, a digital twin model of CNC machine tools was constructed using multi-domain unified modeling language combined with virtual-real mapping strategy. Secondly, the complex machining scene was simulated based on the twin model, and the virtual commissioning method of NC machine tool was proposed. Finally, a numerical control machine tool spindle system is taken as an example to verify the effectiveness of the proposed method and the feasibility of field application. The experimental results show that the response time is reduced by 12% and the steady-state error is reduced by 54%.
-
Key words:
- scenario simulation /
- digital twin /
- virtual commissioning /
- operating parameter
-
表 1 调试方法对比
调试方法 适用场景 优点 缺点 传统调试 线下装配
阶段精准、可靠 低效、通用性差、高风险、高成本 硬件在环调试 线下设计装配阶段 准确、高效 场景有限、缺少耦合
关系软件在环调试 线上设计装配阶段 专业、可靠 功能有限、可拓展性差 数字孪生调试 线上全生命周期 高效、强可扩展性、强综合性 依赖孪生模型
保真度 下载: 导出CSV
下载: 导出CSV
表 2 系统参数
电气参数$ {P}_{M} $ 数值 转子惯量/(kg·m2) 0.000 35 定子电阻/$ \mathrm{\Omega } $ 0.35 d轴同步电感/H 0.006 q轴同步电感/H 0.008 额定频率/Hz 50 机械参数$ {P}_{E} $ 数值 密度/(kg/$ {\mathrm{m}}^{3} $) 7 850 连接阻尼/(N·ms/rad) 1.2 主轴轴向刚度/(N/m) 1039 主轴径向刚度/(N/m) 397 间隙阻尼/(N·s/m) 10 控制初始参数$ {P}_{C} $ 数值 速度环比例系数$ {K}_{p} $ 1 速度环积分系数$ {K}_{i} $ 0 速度环微分系数$ {K}_{d} $ 0 电流环d轴积分时间/s 10 电流环q轴积分时间/s 10
下载: 导出CSV
表 4 优化后的控制参数
控制参数名称 数值 速度环比例系数$ {K}_{p} $ 75 速度环积分系数$ {K}_{i} $ 2 552 速度环微分系数$ {K}_{d} $ 0.002 5
下载: 导出CSV
-
[1] Fur S, Riedel O, Verl A. Hybrid commissioning of production plants[C]. 2021 26th IEEE International Conference on Emerging Technologies and Factory Automation (ETFA). IEEE, 2021: 1-6. [2] Reinhart G, Wünsch G. Economic application of virtual commissioning to mechatronic production systems[J]. Production Engineering, 2007, 1(4): 371-379. doi: 10.1007/s11740-007-0066-0 [3] Algarny K, Abdelrahman A S, Youssef M. A novel platform for power train model of electric cars with experimental validation using real-time hardware in-the-loop (HIL): A case study of GM Chevrolet Volt 2 nd generation[C]. 2018 IEEE Applied Power Electronics Conference and Exposition (APEC). IEEE, 2018: 3510-3516. [4] Mathias O, Gerrit W, Oliver D, et al. Automatic model generation for virtual commissioning based on plant engineering data[J]. IFAC Proceedings Volumes, 2014, 47(3): 11635-11640. doi: 10.3182/20140824-6-ZA-1003.01512 [5] 王春晓, 骆伟超, 刘日良, 等. 基于Modelica的数控机床多领域建模与虚拟调试[J]. 组合机床与自动化加工技术, 2018(10): 102-105,110. doi: 10.13462/j.cnki.mmtamt.2018.10.026 [6] Shen W D, Hu T L, Yin Y S, et al. Digital twin based virtual commissioning for computerized numerical control machine tools[M]//Digital twin driven smart design. Academic Press, 2020: 289-307. [7] Schamp M, Hoedt S, Claeys A, et al. Impact of a virtual twin on commissioning time and quality[J]. IFAC-PapersOnLine, 2018, 51(11): 1047-1052. doi: 10.1016/j.ifacol.2018.08.469 [8] Zäh M F, Wünsch G, Hensel T, et al. Nutzen der virtuellen inbetriebnahme: Ein experiment[J]. Zeitschrift für wirtschaftlichen Fabrikbetrieb, 2006, 101(10): 595-599. -

 下载:
下载:


 点击查看大图
点击查看大图
图(9) / 表(5)
计量
- 文章访问数: 219
- HTML全文浏览量: 37
- PDF下载量: 55
- 被引次数: 0


